多功能高端轧烫机组的设计
2010-09-08刘小明王明霞仪征市海润纺织机械有限公司仪征211400
刘小明 王明霞 钟 刚 (仪征市海润纺织机械有限公司,仪征,211400)
多功能高端轧烫机组的设计
刘小明 王明霞 钟 刚 (仪征市海润纺织机械有限公司,仪征,211400)
介绍了适合于多品种小批量及高质量要求的针剌非织造过滤材料生产的多功能高端轧烫机组的设计过程和设计方法,给出了重要技术参数的理论分析与计算公式,叙述了机组各主要部件的结构特点。
针剌过滤材料,多品种小批量,多功能,轧烫机,非织造布机械,设计
0 前言
针刺非织造过滤材料由于具备诸多优良特性已发展成为过滤材料中的主力军,其应用几乎覆盖所有的工业三废治理等过滤领域。
针剌非织造过滤材料都有密度、厚度、表面光整度的要求,而这些性能必须通过热轧烫光的工艺来赋予。
过滤材料的生产还有一个特点,即多品种小批量。因为过滤材料应用于众多的行业和领域,类型、品种、要求千差万别,这就决定了过滤材料生产过程中要经常地变换品种和工艺参数。对于轧烫工艺来说,轧辊表面温度、轧辊线压力和辊间隔距至关重要。鉴于生产品种经常变换的特性,这些参数设定调整的重现性、准确性及方便性无疑是生产者所期望的。而且,有些过滤材料在轧烫工艺中要求轧前超喂、轧后冷却,甚至还有的要求热轧后适当冷轧,所有这些功能在现有的轧烫机中是不能全部实现的。
国内现有的轧烫机大多数结构简单,技术档次不高,仅起表面烫光或轻微轧烫的作用,因而只能用于低档过滤材料的生产。也有一些轧烫机虽采用合金钢锻打辊,导热油循环供热和液力加压,但功能不全面,线压力不够高,机电一体化程度较低,属于中档机型,仍然不能满足高档过滤材料的生产。
1 多功能高端轧烫机组的设计目标
上海某英国独资企业主要生产各种针剌非织造过滤材料,生产工艺全面,拥有多条生产线,设备精良,且多为西欧进口,其中亦有轧烫生产线,但由于轧烫机性能和功能有所欠缺,难以满足所有产品的工艺要求。为此,该公司提出了一个更新换代的方案,本公司承接了包括检针验布和卷绕在内的整个轧烫机组的订货合同。这条轧烫机组的设计,在结构上基于满足多品种小批量,在技术上基于功能全、性能优、水准高。总体来说,该机组要求:轧辊最高线压力达到 1 000 N/cm;轧辊表面最高温度达到 250℃;辊面温差≤±1℃;产品幅宽方向厚度均匀性偏差≤0.1 mm;轧烫机结构上要求有气动压布进料,双辊气动水冷,轧辊隔距微调显示,压力流量比例调节液压系统;直径 1900 mm的大卷装压布卷绕;控制上要求 PLC及触摸屏控制,所有速度、温度、线压力等均可在线设定调整。
下面重点介绍该轧烫机组主要技术要点和结构的设计。
2 轧辊刚度的设计
轧辊是轧烫机的核心及关键机件。轧辊刚度是轧烫机最重要的技术指标之一,其设计依据是最大工作线压力和过滤材料幅宽方向厚度均匀性允许偏差。
过滤材料经过轧烫幅宽上产生的厚度偏差主要是由轧辊的弯曲变形造成的,要将这种弯曲变形完全限制在产品的厚度允许偏差内,则轧辊的直径需相对比较大,显然这是不经济的。实际上,轧辊在工作载荷下产生的挠度可以采用鼓型辊和两辊轴线交叉的方法予以补偿,但鼓型辊的中高量和轴线交叉量要选取适当。轴线交叉量过大对坯布运行有不利影响;鼓型辊中高量的确定一定要以最常用的线压力为设计依据,防止在较小线压力下产生两端压不实的现象。因轧辊成对使用,弯曲变形方向相反,所以,鼓型辊的中高量 +轴线交叉量 +产品厚度允许偏差应两倍于单根轧辊的弯曲挠度。
在本例中,用户从机器最佳工作状态出发,明确规定下轧辊为平辊,上轧辊单面中高值为0.04 mm,且一般情况下不采用轴线交叉,尽管仍须设计有轴线交叉结构,所以,单根轧辊的最大挠度 (fmax)为

上式中的 0.10 mm为产品幅宽方向厚度的允许偏差值。
轧辊的力学模型如图 1所示。
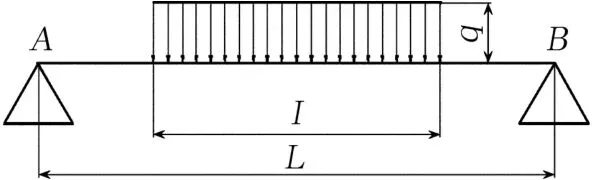
图1 轧辊受力图
根据轧烫机的工作宽度、线压力以及给定的刚度指标,可以理论计算出轧辊的直径。
设:L为轧辊的支承挡距 (m),I为均布载荷长度 (m),q为均布载荷 (N/cm),fmax为给定最大挠度(m),E为辊材的弹性模量 (N/m2),J为辊体惯性矩 (m4),D为轧辊直径 (m),则轧辊挠度 fmax为

推得辊体惯性矩J为
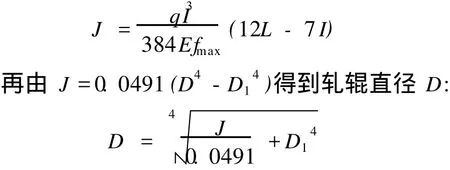
式中:D1——轧辊中心油孔直径(m)。
因为考虑到制造上的便利和成本,周边钻孔结构的轧辊国内都是采用整体锻坯加工而成,因此,轧辊除了直径 100 mm左右的中心油孔和周边分布油孔外,几乎是实心的。由于中心油孔直径不足轧辊外径的五分之一,所以在计算轧辊直径的公式中可以忽略不计,于是轧辊直径的计算公式可以简化为
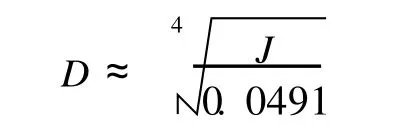
再将计算的结果圆整即得轧辊的实际直径。
本例实际计算如下:
已知:L=3.2 m,I=2.4 m,q=1 000 N/cm= 105N/m,E=2×1011N/m2,fmax=0.07 mm=7× 10-5m,则
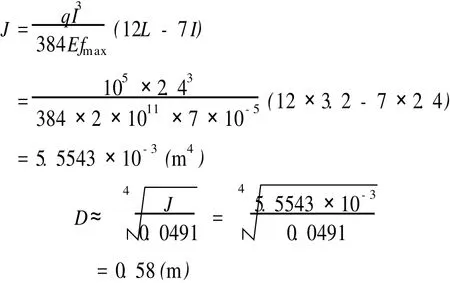
圆整后轧辊直径取 600 mm。
3 轧辊温度均匀性设计
轧辊表面温度的分布由两个因素决定,一取决于轧辊内部热油回路的设计,二取决于轧辊热油进出口的温差。根据国内外成熟的经验,采用了轧辊周边钻孔、两端法兰配油的结构,使得导热油在轧辊周边油孔内巡回流通,不仅提高了导热油的换热效果,而且可以在相同的辊面温差下减小热油流量。轧辊结构参见图2。

图2 轧辊结构图
热传导过程是比较复杂的现象,为便于分析作如下简化:因为轧辊周边油孔均匀密集分布,而且给定的两端温差很小,可假设热量的传导是均匀的,且巡回油孔每段的温降是相同的,这样的处理经实践验证所产生的误差可忽略不计。下面取其中两组热油巡回油孔来作简单分析,见图 3。
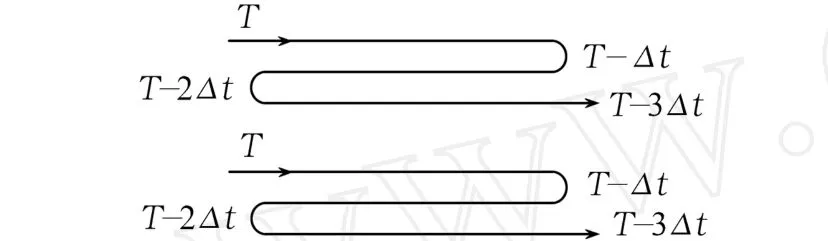
图3 轧辊巡回油孔示意图
通常以三个周边孔为一组,进油温度为 T,热油从轧辊一端流到另一端将降温Δt,所以热油经两次转折流过三个单程到达出端时将降温 3Δt。显然,进油端每两孔之间的平均温度应为

而出油端每两孔之间的平均温度为

可见轧辊巡回油孔进、出端每两孔之间平均温度的差异为Δt,而热油进口与出口的温差为 3Δt。显而易见,采用这种热油巡回流通换热方式,可以较大的热油进出口温差达到较小的辊面温差,从而可以提高热油循环系统的效率,减小循环泵的功率。
这里的Δt实际上可以近似认为就是轧辊表面宽度方向上的温度差,是设计前已经给定的指标。设计中需通过热油进出口温差的控制使轧辊辊面温差达到规定指标。
从传热学角度看,轧辊辊面温度的分布是导热油的热能在轧辊中交换传递平衡的结果。轧烫机工作时,其轧辊存在三种热能消耗,即辐射耗热、对流耗热和被轧烫材料吸收的热量。
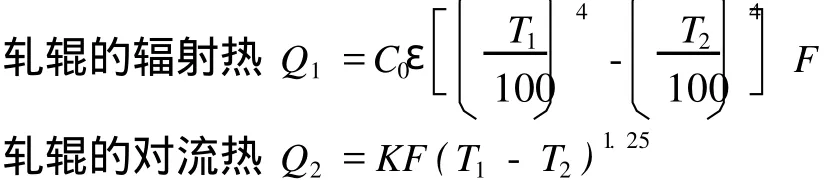

式中:C0——黑体的全辐射系数[W/(m2·K4)];
ε——辊材的辐射系数;
F——轧辊表面积 (m2);
K——表面对流传热经验系数 (W/m2);
T1——轧辊表面温度 (K);
T2——环境温度 (K);
T3——物料轧后平均温度 (K);
C——被轧材料的质量热容[J/(kg·K)];
m——被轧材料的产量 (kg/h)。
于是,单根轧辊总热耗
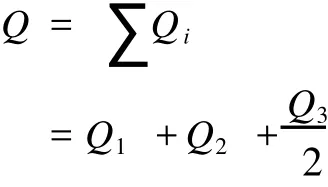
这也是热油系统必须提供给每根轧辊的有效热功率。
由前面的分折可知,若轧辊两端温差为Δt,则导热油流经轧辊内部的巡回通道与轧辊进行热交换后温度降低了 3Δt,根据传热学原理,有:

式中:Cp——导热油工作温度下的质量热容[J/(kg·K)];
ρ——导热油工作温度下的密度(kg/m3);
q——导热油流量 (m3/h)。
由此推得单辊导热油流量
q就是满足轧辊两端温差在规定指标下的导热油理论流量,据此可选定热油站导热油的流量。
本例热传导计算如下:
给定C0=5.68W/(m2·K),ε=0.6,F=5.65 m2, T1=523 K,T2=293 K,T3=493 K,K=2.56W/m2, C=1 674 J/(kg·K),m =690 kg/h,Cp= 3 012 J/(kg·K),ρ=750 kg/m3,Δt=1 K,则算得Q1≈13 kW,Q2≈13 kW,Q3≈64 kW,单根轧辊总热耗为单辊导热油理论流量为


查热油泵样本,可确定热油站中导热油循环泵的流量为 40 m3/h,扬程为 32 m。
4 机组设计
轧烫机组流程如图 4所示。

图4 轧烫机组流程图
4.1 总体设计方案
轧烫机组的设计原则就是要在满足多品种小批量的同时,自始至终把先进性、维护性、操作性、人机工程及机电一体化贯穿于设计全过程。整体布局上,本设计采用 1 900 mm大卷装“A”字架放卷——高灵敏度区位显示检针验布——多功能轧烫机——单臂气动 1 900 mm大卷装卷绕。实践证明这种大卷装的生产方式对于多品种小批量的各种针剌非织造过滤材料生产是既适用又方便。
4.2 轧烫机主要结构设计
轧辊:轧辊是轧烫机的关键部件,轧辊的精度、刚度、表面硬度、表面温度均匀度以及热稳定性都是关系到过滤材料生产质量的重要参数,是轧烫机设计和制造过程中始终受到严密关注和监控的重点。
依据机组对轧辊刚度和表面温度均匀度的极高的要求,经过前述严谨细密的理论计算,本设计采用了直径 600 mm的优质合金结构钢整体锻打,周边分布巡回油孔的轧辊结构(见图 2),并且制定了详细严格的金加工及热处理工艺。
紧布装置:为了在放卷和轧烫之间建立一定的引布张力,避免进布松弛而起皱,设计了双辊转角紧布装置,可根据不同品种和不同穿布方式进行调节。
压布装置:过滤材料经此装置以一定的张力或以一定的压力进入轧烫区,还有些过滤材料具有较大的热收缩特性,这就要求在进行轧烫处理时,须要给予一定的超喂。针对这些要求设计了具有独立传动、气动加压功能的压布辊装置。
间隙微调装置:过滤材料往往都有厚度的要求,有些品种对厚度及厚度均匀度的要求还比较高。在多品种小批量的情况下,将频繁地变换品种,如果有一个方便直观的轧辊间隙调整机构,对于操作和工艺重现性控制是很有益处的。为此,本设计在上下轧辊两端轴承座之间设置了蜗轮蜗杆螺旋间隙微调装置,手轮每转调节量仅为 0.2 mm,而且在 10 mm的实用范围内可由百分表精确指示轧辊间的隔距。
液压系统:线压力是过滤材料轧烫处理中的一个非常重要的工艺参数,国内以往所有的轧烫机以及一些进口的机型均没有直接的线压力指示和控制,其线压力都是根据系统压力和油缸直径等间接地换算而来。实际上,在生产过程中操作者大多数是根据经验通过手摸眼看来判断压力是否合适,而根本没有线压力这一概念。为了实现工艺过程参数化,消除经验化带来的模糊、误差,使生产过程受控于严格的工艺管理,采用了压力流量比例控制液压系统,可以通过 PLC在触摸屏上在线进行线压力的设定调整,并且通过压力变送器将系统压力经PLC运算处理后转换成线压力在触摸屏上显示,以便与设定值比较。
温控:导热油循环供热系统国内有成熟的技术和装置,本设计采用了双循环电热油站。轧烫机温度的控制借助 PLC的温控模块按常规通过控制热油站的油温来间接实现。上下辊油温均可在触摸屏上在线设定和修改。为了弥补轧辊表面温度与控制油温间的差距而使工艺温度不易准确掌握的缺陷,特地进口了专用的表面温度传感器,分别用于在线测量上下轧辊的表面温度,如此可以很方便地指导油温的设定及随时调节。
冷却辊装置:针剌坯布经轧烫后往往需要较快地冷却或者冷轧以起到表层组织定型或光整作用,也是减少静电、防止温度积累和便于卷绕之需要,为此设计了双辊气动压合独立传动冷却装置。该装置用冷冻水进行循环冷却,工艺效果很好,当然亦可以视工艺要求不通水而自然冷却。
主传动:因为下轧辊是由油缸推动而可垂直升降的,而且轧辊的轴线是可以交叉的,为了具有高的传动质量,本设计采用了分动箱万向联轴器传动结构。
安全措施:因为轧烫机组的用户对安全极其重视,我们按照欧美的习惯及安全标准,在机械、电气系统上均设计了多项安全防护措施,如进出布处的拉绳急停开关,卷绕处的防轧防缠开关,门锁安全开关,以及超温、超压、超速、液位等声光报警和故障诊断。
电气控制:如前所述,轧烫机组具有较高的机电一体化程度,具有压力流量比例控制、温度自动控制、速度同步控制、编码器定长控制、液位自动控制、高灵敏检针区位显示等多种控制功能、安全保障功能和自诊断功能,所有这些功能都通过高性能的 PLC和大屏幕的触摸屏来实现。先进的控制系统给操作带来了极大的便利,为工艺的稳定性和重现性提供了可靠的保证,从而使得轧烫机组可以生产出高品质、高性能的针剌过滤材料。
5 结语
本文设计的多功能高端轧烫机组已交付用户使用,各项技术指标均达到了设计要求。
生产高档的产品首先要有高性能的装备。我国的环保产业正处在飞速发展的阶段,针剌过滤材料作为最重要的环保耗材,其市场前景极其广阔,对它的性能要求、质量要求将越来越高,高端过滤材料的需求也会越来越多,多功能高端轧烫机组对于多品种少批量的过滤材料生产是非常适用的,是针剌过滤材料生产装备的首选更新换代设备。
[1] 盛惠英.染整机械设计原理[M].北京:纺织工业出版社,1984:70-72.
The device ofmulti function hot-rolling set
L iu Xiaom ing,W ang M ingxia and Zhong Gang
(Yizheng Hairun TextileMachinery Co.,Ltd.)
The design process and design approach ofmulti function hot-rolling set that suit to production of variety and s mall-batch and top quality needle nonwoven filter materials were introduced.The theoretical analysis and formulas ofmain technique parameters of the setwere gave,the main structure features of the setwere related.
needle nonwoven filtermaterial,variety and s mall-batch,multifunction,hot-rolling machine,nonwoven machinary,design
TS173
A
1004-7093(2010)06-0026-05
2009-10-16
刘小明,男,1965年生,工程师。主要从事非织造布机械的开发研制。