造纸用氧化铝陶瓷锥形除渣器的研制与磨损行为
2010-09-08王琼生
王琼生
(福建师范大学化学与材料学院,福建福州,350108)
造纸用氧化铝陶瓷锥形除渣器的研制与磨损行为
王琼生
(福建师范大学化学与材料学院,福建福州,350108)
用氧化铝陶瓷制作造纸工业锥形除渣器中关键且最易磨损的锥体部件,其高耐磨蚀性和低摩擦光滑内壁使其在正常运行时寿命可达7~9年。在协调除渣系统各部件使用寿命、稳定整个除渣系统工作效率和降低动力能耗方面它起到决定性作用。磨损分析结果表明:经4年除渣运行后,陶瓷锥体内面上段开始出现鱼鳞状磨蚀凹坑、下段出现螺旋线磨痕麻点和锥体出口轻度变形。锥体内面的磨损主要是渣粒冲刷切削摩擦、纸浆腐蚀和疲劳等3种磨损机理共同作用的结果,其中引发磨损和严重磨损的地方位于耐磨蚀性较差的晶界玻璃相和有应力集中现象的孔隙处。
锥形除渣器;纸浆;氧化铝陶瓷;磨损
造纸厂为提高纸张质量和保证造纸机的顺利运转,纸浆上成形网前应做进一步的除渣、除气和筛选以达到净化的目的。除渣器就是用来筛去纸浆中各种密度比纤维大得多的渣物(如打浆调料时混进的砂粒与铁渣、树皮、浆团和纤维束等)[1]。国内外现多采用锥形除渣器,因为它的半径是逐渐缩小,即使圆周速度下降也可以使离心力不致下降,所以这种形状的除渣器高效节能[2]。锥体是除渣设备的核心,也是最易受磨损的部位,其尺寸稳定性和寿命直接影响到纸张质量和产量。从国内各纸厂使用的锥形除渣器锥体材质看,它主要有3类:聚合物及其复合材料(硬橡胶、尼龙和聚氨酯等工程塑料)、金属及其合金(灰铸铁、不锈钢)和无机材料(玻璃、精细陶瓷)[3]。实践表明,前两类材料都因耐磨性差使其锥体寿命很难超过6个月,玻璃锥体寿命也不到1年,不仅影响除渣效果、造成纸浆流失,还需经常维修或更换,减少纸机作业时间。精细陶瓷的高硬度、高强度、抗腐蚀和耐磨等优良品质可使这类材质的锥体寿命高出前者12倍以上。因此,精细陶瓷锥形除渣器已在欧美日等国的纸浆净化设备上得到广泛应用。
福建南平造纸厂曾引进过日本三菱公司B IRD-7型氧化铝陶瓷锥形除渣器,该陶瓷锥体在不同的除渣工段的正常使用寿命不低于7年,而且高效节能、除渣设备结构紧凑占地面积小、工作环境清洁,在改善纸张质量和提高产量方面都表现出良好效果。这表明精细陶瓷是目前制造除渣器锥体的最佳材质。当然,国内只有大型龙头纸厂在引进国外成套纸浆净化设备时使用到这类材质的除渣器,中小型纸业公司则大多通过引进消化后才开始使用国产陶瓷锥形除渣器。但国产陶瓷锥形除渣器在尺寸精度、耐磨性和质量稳定性方面与国外同类产品相比仍存在诸多问题。
本研究以日本三菱公司B IRD-7型高效节能型陶瓷锥形除渣器为原型(J92A),研制了氧化铝陶瓷锥形除渣器(99A),并在福建南平造纸厂长网新闻纸机纸浆净化工段进行试运行和磨损行为分析,希望对造纸厂纸浆净化设备技改和生产各种规格的陶瓷锥形除渣器提供可供参考的工艺路线、技术参数和使用经验。
1 实 验
1.1 原料与设备
氧化铝陶瓷主原料是郑州铝厂生产的α型工业级氧化铝(纯度99%、粒度≤5μm)。MgO和稀土氧化物(均为分析纯)等为烧结促进剂和晶粒成长抑制剂。PVA为成形黏结剂(配成含25%PVA水溶液),它是改善坯体完整性和可加工性所必需的。
三筒振动球磨机为研磨和混料设备。冷等静压机为成形设备。高温窑炉为烧结设备。上海机床厂M1432A型万能外圆磨床和钻床(配金刚石砂轮和定制锥体钻头)为陶瓷锥形外、内面加工和研磨机加工设备。陶瓷锥体的力学性能和材料使用前后的显微结构在长春第二试验机厂WD-1C型试验机、洛氏硬度计、金相显微镜和扫描电镜(PH IL IPS XL30 ESE M)上测试分析。
1.2 氧化铝陶瓷锥形除渣器制备与加工
氧化铝陶瓷锥体制造工序和工艺参数为:96%氧化铝粉,1%MgO、T iO2和Y2O3的混合物和3% PVA溶液,进球磨机进行湿法混合研磨20 h,烘干造粒后等静压成形(200 MPa下保压5 m in),锥体生坯按放尺要求粗加工后进窑炉高温烧结(1780℃保温8 h),最后按设计尺寸要求精加工锥体并研磨抛光锥体内面。锥体尺寸规格和成品实物见图1。
考虑到该锥体属特大异型体,不仅锥体中空、锥度大,而且锥体上下端有多层大小不等的台阶面,因此选用等静压成形法。锥体内壁的光润度直接影响浆流涡旋流动的稳定性,如果内壁表面太粗糙,对涡旋流动就会产生扰动,出现紊流,降低分离效率,因此对锥体内壁进行了研磨抛光。
1.3 氧化铝陶瓷锥体的理化性能与显微结构
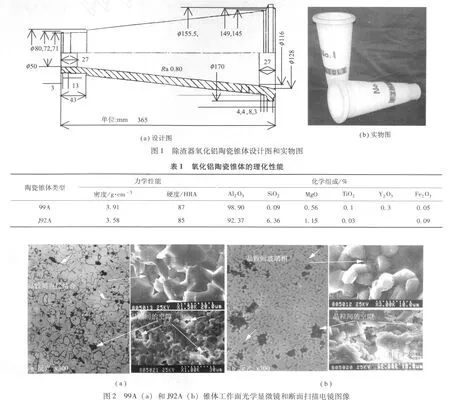
对影响锥体耐磨性的化学成分、体积密度、硬度和显微结构等化学与物理性能做了分析测定,结果见表1和图2。图2中反光片是99A和J92A锥内面抛光工作面经磷酸腐蚀过的金相光学显微镜观测图,黑色点或小块为气孔或空隙,灰白色柱状或不规则粒状为刚玉晶相,刚玉晶相间深灰细或粗的线为晶界结合相。电镜图为观测相应样品断面的显微结构。玻璃相含量则采用HF酸腐蚀法测量。
结构分析结果表明,99A锥体矿物组成为刚玉,呈不规则粒状,平均粒径8μm,最大12μm。刚玉晶粒间以直接结合为主,晶界有少量不连续分布的玻璃相(5%左右),形成密堆积结构。晶间有约10%小孔隙。J92A锥体主矿物为刚玉,以短柱状为主、粒状为辅,平均尺寸3μm×6μm,最大6μm×15μm。副矿物为莫来石,呈板柱状,平均尺寸6μm×20μm。以20%连续分布的晶界玻璃相为刚玉晶粒间结合相,形成密堆积结构。晶间有约15%大孔隙和多晶粒不规则松散团聚体。J92A产品因助烧剂中含6.4%氧化硅,产生了柱状莫来石矿相和晶间玻璃相,而刚玉和莫来石晶粒高温下在玻璃相中很容易异常长大或溶解后析出短柱状刚玉和特大的板状莫来石,结果使晶粒结构不均匀,并导致多晶堆砌生成较大空隙(见图2 (b))。不过低硬度的莫来石和玻璃相、结构孔隙将成为纸浆除渣净化过程引发摩擦磨损、腐蚀和疲劳破坏的发源地[4-5]。从表1结果看,提高氧化铝含量,控制烧结助剂中SiO2含量达到了减少材料中易磨蚀的玻璃质结合相、提高锥体材质密度和硬度的目的。这对锥体是否耐磨、以何种方式发生磨损将起关键作用[6]。
1.4 氧化铝陶瓷锥形除渣器运行试验
南平造纸厂二抄4#纸机除渣设备按一级三段方式布置,第一段有13×2只仿Bird7型不锈钢锥形除渣器,除渣器下端喷头为硬橡胶锥形喷嘴(直径5~10 mm)。本试验将同规格氧化铝陶瓷锥体研制品安装到该段上进行实地生产运行考察,运行环境与参数见图3。
根据锥形除渣器工作原理(见图4),当一定压力和流速的纸浆沿切线方向进入除渣器上部进浆口后,便沿着内壁产生向下的强力旋转。而旋转运动所产生的离心力使纸浆中密度大的渣粒不断抛向内壁,并在重力作用下沿锥体内壁下旋至排渣口冲刷排出。密度小的纤维进入由离心力在除渣器中心轴产生的低压区,并沿中心轴向上以螺旋线轨迹旋转而不断地自顶端出浆口排出,最终达到分离杂物净化纸浆的目的,而且离排渣口越近渣粒浓度越高,渣粒对锥体内壁的冲刷磨损越强烈。因此,把耐磨陶瓷锥体安置到渣粒浓度最高、离心冲刷力最大的部位可保证整套锥形除渣系统处在高效、稳定的工作状态并使各部件使用寿命相匹配。当然,陶瓷锥体内壁始终在约50℃酸性纸浆侵泡下与硬质渣粒之间按一定轨迹发生剪切冲刷,内壁磨损不可避免。
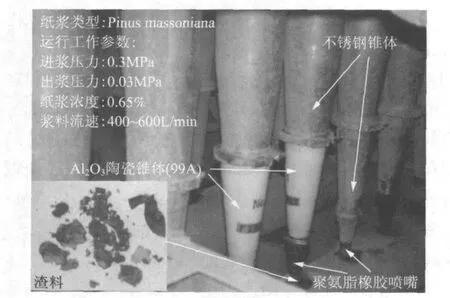
图3 99A安装在南纸二抄4#纸机除渣一段运行现场照片
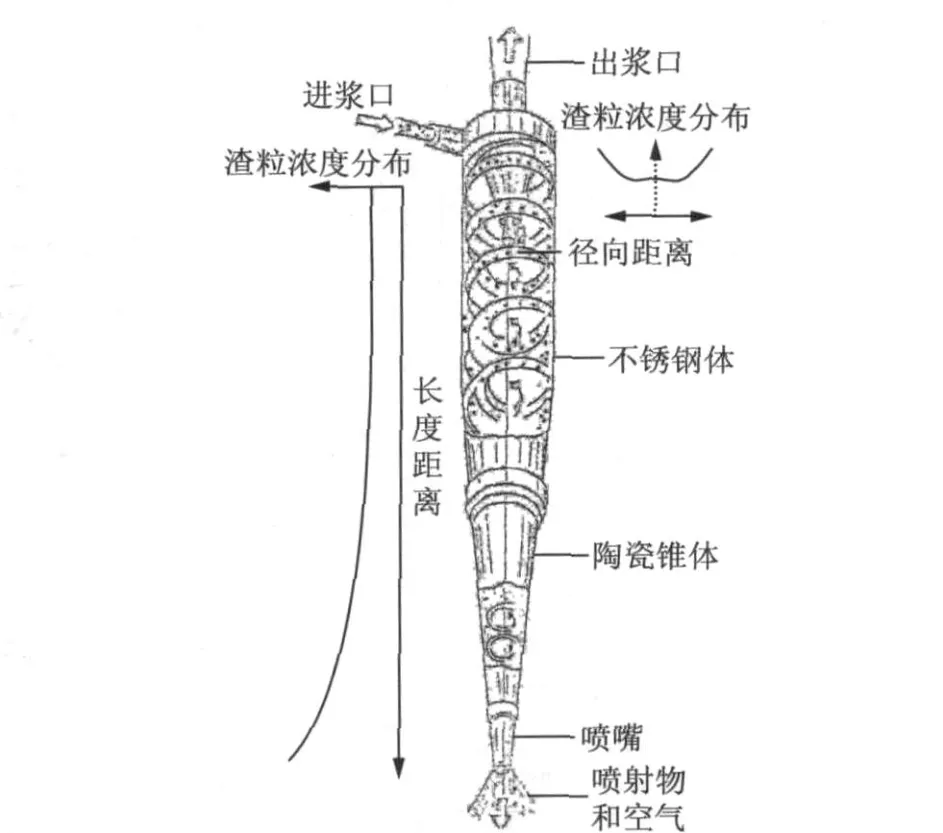
图4 锥形除渣器工作原理
2 结果与讨论
2.1 氧化铝陶瓷锥形除渣器运行情况
从生产运行跟踪测定数据看,经4年除渣运行后,99A和J92A陶瓷锥体内表层开始出现不同程度的磨损,但工作性能稳定,寿命远高于同型号不锈钢锥体。运行1年后,99A锥体内壁仍光滑无磨损, J92A内壁总体光滑,但内壁上段有零星分布的直径小于0.3 mm的麻点,不锈钢锥体内壁则出现向下走势的螺旋线磨痕和密集分布的直径1 mm以上、深1~2 mm的磨蚀凹坑,而且壁厚度减薄3~5 mm,下锥口严重变形,除渣效能明显下降,已接近使用寿命。运行4年后,99A锥体内壁总体光滑,锥下口形状无变化,只在接近出口段内壁有呈向下螺旋线走势的轻微磨痕和零星分布的直径小于0.3 mm的麻点,预计寿命有9年。J92A锥体上至中段内壁沿圆周则已出现了连续分布、大小和深度不等的鱼鳞状凹磨蚀坑,下段内面粗糙、有呈向下螺旋线走势的轻度磨痕和零星分布的直径小于0.5 mm黑色麻点,锥下口径轻度变形变大,预计寿命7年。
值得注意的是,渣粒种类及其大小与喷嘴堵塞不仅对锥形除渣器磨损和寿命影响大,也影响到成纸质量和成形网寿命。福建南平造纸厂用马尾松机制纸浆生产新闻纸,纸浆中的渣主要来自机浆系统带入的粒径为0.1~2.0 mm的无机硬质粒子,如磨木机上磨盘、磨齿和磨轮因磨损掉下来的碳化硅、石英砂磨料和铁砂,还有工业用水中的泥沙、烟囱飘来的煤灰和空气中的尘埃,甚至有施工中遗漏的直径最大可达12 mm的水泥块、木片或树皮等,其次来自机制浆料中不可避免的浆团和纤维束等软质杂物(见图3)。
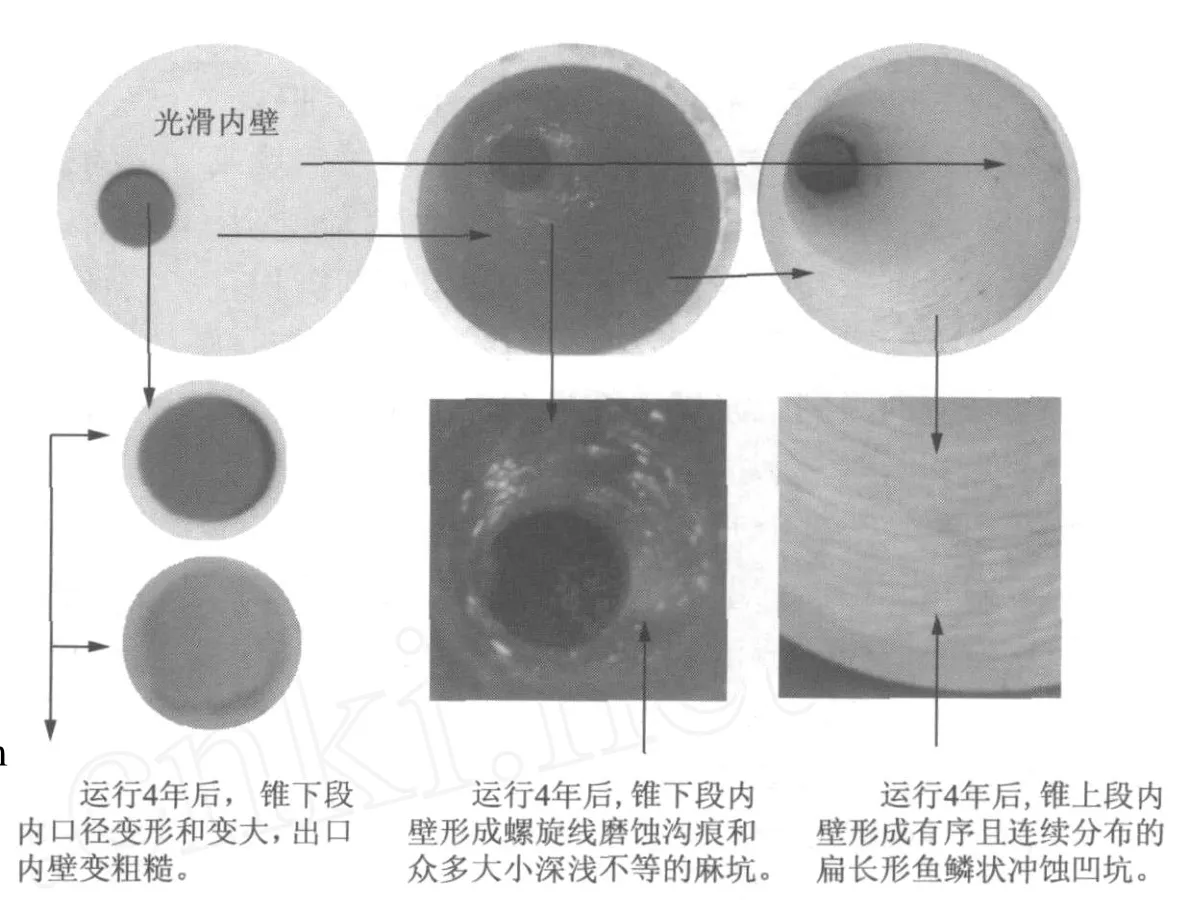
图5 J92A锥体内壁宏观磨损特征
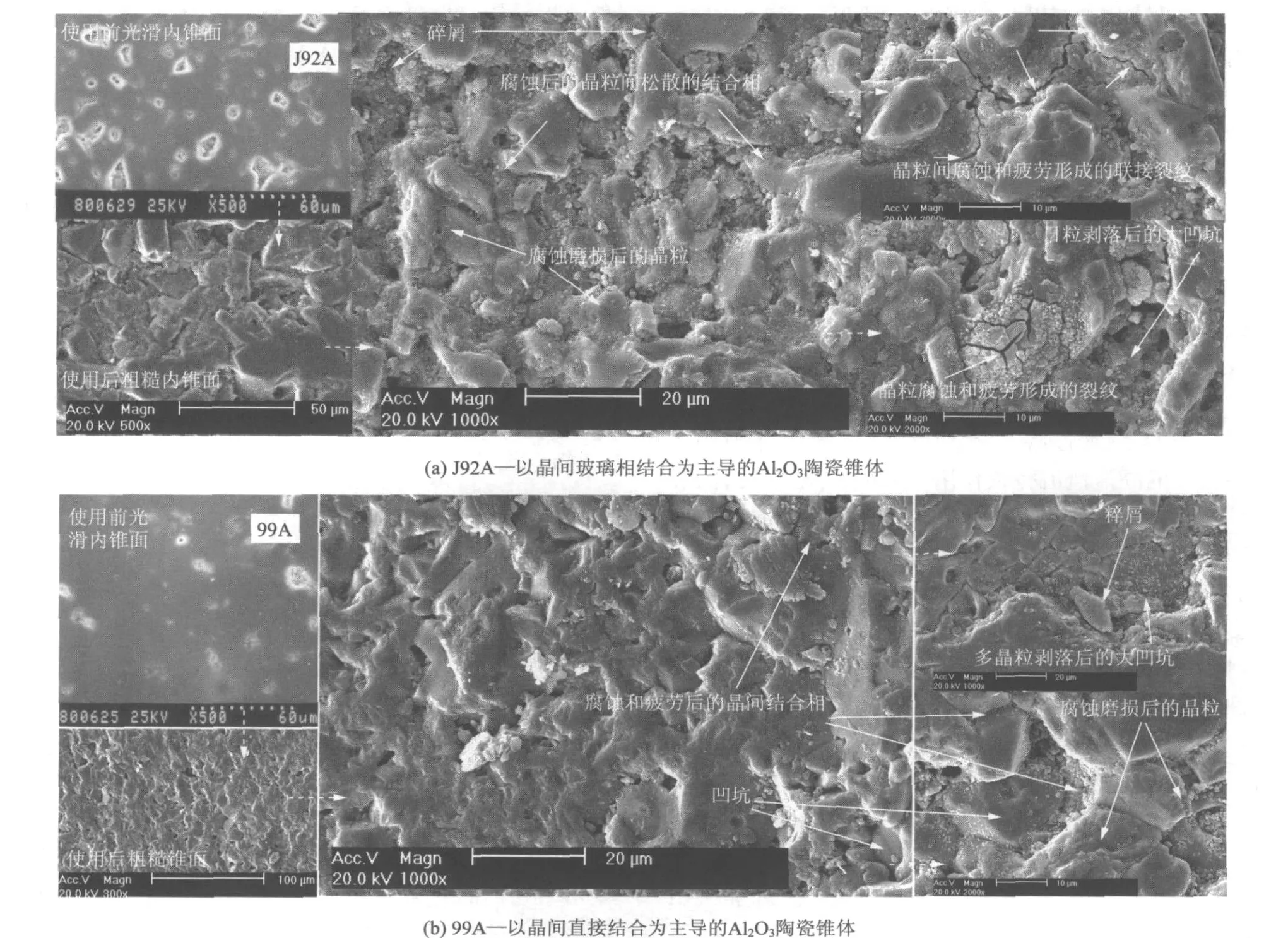
图6 J92A和99A氧化铝陶瓷锥体内面运行4年后的微观磨损特征
因此,除渣器喷嘴堵塞频率较高,1台纸机大概每天会发生1~2个锥形除渣器喷嘴堵塞现象。堵塞是浆料中较大的树皮、木片、浆团和纤维束与细砂等杂物共同交织作用的结果,通常是先有大块水泥块或树皮掐卡在橡胶喷嘴内,有效口径变小使浆流受阻,随后浆团、纤维束与细砂等杂物共同交织逐渐沉积直至堵塞。一旦喷嘴堵塞又没及时疏通,就会造成两种后果:一是渣回吸到纸浆进入纸机造成纸张斑点、网耗明显上升和脱水板磨损加重;二是锥体内压、振动频率幅度和渣粒浓度上升,导致沉降于锥体中的渣粒一直高速旋转于锥体内壁而加速其磨损。磨损后凹凸不平和粗糙的内壁使渣流轨迹混乱并引发纤维团聚,不仅除渣效果下降、动力消耗增加,锥体寿命也锐减。即使是氧化铝陶瓷锥体,4~5个月内也会导致锥体破裂或锥内壁变形而失去除渣效能。可见监控除渣设备工作参数、定期检查排渣嘴口径和即时疏通堵塞的工作不可忽视。
2.2 氧化铝陶瓷锥体内壁的磨损行为
对除渣运行4年的J92A内壁磨损现象的宏观分析结果(见图5)表明,锥内壁上段形成了与渣在锥体内运行轨迹一致的、有序且连续分布的扁长形鱼鳞状冲蚀凹坑,下段主要形成了轻微的螺旋线磨蚀沟痕和众多大小深浅不等的麻坑,并使该段面显得较为粗糙,锥下端口径也轻度变大变形。这说明锥体自上而下,随渣流运行轨迹、冲刷速度与角度和渣粒浓度渐变,内壁磨损形式、磨损量和相应的磨损机理也在发生渐变。而且,与以玻璃相结合为主的J92A相比,直接结合为主且结构孔隙小而少的99A表层磨损程度较轻。
进一步的微观分析结果(见图6)表明,从渣流在锥体中的运行轨迹看,锥内壁几乎受到从平行到垂直各角度的高速渣流持续作用,造成摩擦至冲击的侵蚀性磨损(第一类磨损机理)。这种摩擦至冲击作用在脆性表层产生的切向应力及压应力引起表层晶粒、晶界结合相和表面缺陷(孔隙和裂纹)四周产生应力集中,不断导致晶粒脆断或晶界结合相开裂,并在接触表面及亚表层持续产生不同走向微裂纹。当这些微裂纹沿着材料的薄弱环节晶界和晶间孔隙发生扩展和相互连通网络化后,即持续发生晶粒的相继剥落,最终在表层形成了宏观上深浅、大小不等的凹坑和麻点。这种磨损机理在锥内壁上段占主导,因为该位置渣粒浓度相对低,渣粒在内壁上冲刷行程长、冲量大,导致沿渣流螺旋运行轨迹生成该磨损机理典型的、有序且连续分布的扁长形鱼鳞状磨蚀凹坑;在下段位置渣粒浓度相对高,渣粒在内壁上冲刷行程短、冲量小,导致轻微的螺旋线摩擦沟痕和麻点。而且,渣粒容易填入表层原生孔隙和后生剥落形成的麻坑和裂缝等凹形缺陷里起磨料作用,加速缺陷周边晶界损伤开裂和晶粒粹裂脱落形成接触性滑动研磨磨损[7]。
此外,运行后的锥内表面由光滑变粗糙,已没有清晰的晶粒外形和晶界。取而代之的是侵蚀、疏松和有裂纹的晶粒和晶界,以及充满碎屑的晶间空隙和晶粒剥落后的凹坑。这表明亲水性的晶粒、晶界玻璃结合相、孔隙和裂纹处长期浸泡在50℃酸性纸浆里,同时发生了腐蚀性化学反应与应力腐蚀[8-9](第二类磨损机理),导致了晶间玻璃结合相、甚至刚玉晶粒表层变得疏松开裂。在渣流持续冲刷下,该内壁变质层中的晶粒容易脆断或剥落在内壁形成更大更多的凹坑和麻点。不仅如此,锥内壁在持续渣流接触冲击和前两种磨损机理共同作用下,表层乃至次层晶粒和晶界必然进一步损伤与累积,加速晶粒、结合相和孔隙处裂纹萌生、扩展和交联,形成表面接触疲劳磨损[10-11]。而且腐蚀与疲劳磨损在以玻璃相结合为主和含孔隙较多较大的J92A锥内壁上尤为显著(见图6(a))。可见,氧化铝陶瓷锥形除渣器在纸浆渣流持续冲刷运行下,锥内壁磨损是相继通过摩擦冲击、腐蚀和疲劳等3种机理,并在相互促进和循环下完成的,其结果导致大面积的晶粒脆断和崩落,于内壁形成较大且边缘轮廓分明的鱼鳞片状凹蚀坑和伴随裂纹的麻坑。在常规氧化铝陶瓷锥体生成工艺条件下,应当控制助烧剂类型和用量,避免刚玉晶粒间形成过多的玻璃结合相,调控氧化铝原料粒度配比,防止造粒和成形过程形成假颗粒和晶间过多过大的空隙。
3 结 论
3.1 用氧化铝陶瓷制作的锥形除渣器中关键却最易磨损部位的锥体,其高耐磨蚀性和低摩擦光滑内壁使其在正常运行时的寿命可达7~9年,在协调除渣系统各部件使用寿命、稳定整个除渣系统工作效率和降低动力能耗方面起到了决定性作用。在安装时要特别防止磕碰,开启和关闭操作时一定要按规范程序进行,一旦堵塞必须及时停用并疏通后再用。
3.2 纸浆经氧化铝陶瓷锥体除渣净化后,锥体工作面上段会磨蚀成连续分布的鱼鳞状凹坑,下段磨蚀成螺旋线轨迹的磨痕和大小深浅不等的麻坑,锥口变大变形。它们的磨损主要是渣流冲刷切削摩擦、腐蚀和疲劳等3种磨损机理共同作用的结果。其中,耐磨蚀性较差的晶间玻璃相和孔隙是引发磨损的薄弱环节。要获得高性价比的氧化铝陶瓷锥体,生产中宜考虑部分使用纳米级氧化铝原料来调控粒度配比,防止假颗粒形成导致烧结体晶间出现过多过大的空隙;择优选择助烧剂种类和用量以实现低温烧成,在抑制晶粒异常长大形成精细结构的同时,减少晶间玻璃相量和孔隙率。
[1] 杨福成.现代除渣器的理论与实践[J].黑龙江造纸,2003 (3):8.
[2] 刘向红,严晓云.锥形除渣器的设计[J].轻工机械,2008,26 (3):20.
[3] 杨福成.现代除渣器的理论与实践(续三)[J].黑龙江造纸, 2004(2):25.
[4] 薛群基,刘惠文.陶瓷摩擦学I陶瓷的摩擦与磨损[J].摩擦学学报,1995,15(4):376.
[5] M IN-SOO SUH,BUP-M IN K IM,SEOCK-SAM K IM.Tribological evaluation of structual ceramics under sliding friction[J].International Journal ofModern PhysicsB,2006,20(25):4407.
[6] CE M K URT OG LU,S S UNA DE MI ROZ,E MI RULLAH MEHMET OV. Stress distribution and damage mode of ceramic-dentin bilayer system [J].Modern PhysicsLettersB,2008,22(13):1317.
[7] Chaiwan S,HoffmanM,Munroe P.Investigation of slidingwear surfaces in alumina using trans mission electron microscopy[J]Science and Technology ofAdvancedMaterials,2006,7:826.
[8] 张力强,张雅珊,张学成,等.重介质旋流器氧化铝陶瓷衬里的腐蚀磨损探析[J].煤炭技术,2005,24(12):11.
[9] 焦素娟,周 华,龚国芳,等.水润滑下Al2O3、Al2O3+13% TiO2等离子喷涂层的摩擦磨损特性[J].润滑与密封,2002, 3:28.
[10] Yong Hak Huh,SeongJae Cho,Jiho Song.ChraracteristicsofCrack Growth of Alumina Ceramics Under Cyclic LoadsInternational[J]. Journal ofModern PhysicsB,2003,17(8/9):1737.
[11] Peng Zeng,BeverleyJ Inkson,W Mark Rainforth,et al.3D Surface Reconstruction and F IB Microscopy ofWorn Alumina Hip Prostheses [J].Journal of Physics:Conference Series,2008.
Abstract:The manufacture ofAl2O3ceramic cone used for centricleaner in pulp and paper industry and itswear behavior in stock cleaning system were investigated.The ceramic cone is the key partof the centricleanerwhich receives themostwear,and has 7~9 years service life due to its very high qualitypolished inside surface and specialwear resistance and corrosion resistance.It has definitive effecton har monizing the service life of various componentpartsof the centricleaner,keeping the stable efficiencyof impurities removing,and reducing energy consumption.The results ofwearing analysis showed that the wear is found on the inside surface of the cone after operating under proper conditions for 4 years.The upside shows scale-like hollow,the downside shows spiral track pit,and the nozzle shows defor mation.The insidewear is the result of three kinds ofwearmechanism of shear friction,corrosion,and fatigue during the impurities removing from the pulp.The positions of heavywear locate at the intergranular glass phase,which is poorwear and corrosion resistance,and the intergranularporositywhere the stress concentration occurs.
Keywords:centricleaner;pulp;cleaning;Al2O3ceramic;wear
(责任编辑:常 青)
Preparation andW ear Behavior of the A l2O3Ceram ic Centricleaner
WANGQiong-sheng
(College of Chem istry and M aterial Science,Fujian Nor mal University,Fuzhou,Fujian Province,350108)
(E-mail:wangqs@fjnu.edu.cn)
TS733
A
1000-6842(2010)03-0052-06
2010-04-09(修改稿)
福建省自然科学基金资助项目(2006J0251/U0650007;ZD513009);福建省教育厅资助项目(JB05313)。
王琼生,男,1961年生;硕士,高级工程师;主要从事无机材料工业应用的科研和教学工作。
E-mail:wangqs@fjnu.edu.cn
