多联机空调系统概述与施工工艺方法
2010-09-07
1 多联机空调系统的发展
多联式空调(热泵)机组,简称多联机,有时也称VRV(variable refrigerant volume)空调系统,即变制冷剂流量空调系统,于20世纪90年代初引入我国,其技术不断发展。变频技术、数码涡旋技术的应用、多元化内机形式、高可靠的设备、超长冷媒管设计、简捷的系统设计、人性化的系统控制、智能化技术的发展,使多联机日趋完善,得到社会认可,在办公楼、医院、商业类建筑中得到广泛的应用。
2 多联机空调系统的特点
多联机空调是一种全新概念的空调,它集一拖多技术、节能技术、智能控制技术、网络控制技术和多重健康技术等于一身,能满足用户对舒适性、方便性等方面的要求。与传统空调相比,多联机空调的一个显著的特点是其能量可调性,节约能源、运行费用低,另外,不需集中机房、冷却塔、水输配系统等设备,节省占用空间,控制先进,运行可靠,维修方便,机组适应性好,系统布置较灵活,安装和计费方便。多联机空调系统节能、舒适、智能化管理、占用空间小和外形美观,可满足不同规模建筑物对空调的要求,越来越被社会认可,并逐渐推广。
3 多联机空调系统及其工作原理
多联机空调系统是用一台或多台室外机通过配管与多台室内机相连,室外侧采用风冷换热形式、室内侧采用直接蒸发换热形式,它可以向一个或数个区域直接提供处理后的空气的空调系统。简单的多联机VRV空调系统示意图如下图所示。
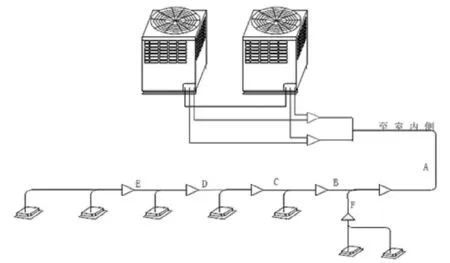
多联机空调系统的工作原理与普通蒸气压缩式制冷系统相同,由压缩机、冷凝器、节流机构和蒸发器组成。由控制系统采集室内舒适性参数、室外环境参数和系统运行状态参数,通过变频等手段调节压缩机输气量,控制空调系统的风扇、电子膨胀阀等一切可控部件,确保室内环境的舒适性,并使空调系统稳定在最佳工况。大多数多联机都是热泵型(包括热回收型)空调系统,即室外、室内侧的换热器都具有蒸发器和冷凝器的双重功能。
4 多联机空调系统的安装
多联机空调系统质量的好坏,业内有“20%的产品、30%的设计、50%的施工”的说法。可见,安装质量对多联机系统的影响非常重要,只有良好的安装才能使系统达到最佳的运行效果。
4.1 室外机安装
室外机进场后,必须经过开箱检查,才能运输就位,在运输、就位过程中要避免碰撞损伤。室外机一般安装在屋顶钢筋混凝土的基础上,四周设置排水槽。室外机应采取减震、降噪措施(如设置弹簧减振器),就位后对机组要进行水平度调整。组合安装的室外机离墙距离不得小于750 mm;室外机面对布置时,其间距应大于1000 mm;室外机上方2000mm以内不得有障碍物;若空间允许,为便于维修,同一行间的两室外机间的间距及室外机到墙的间距尽可能适当增加。外机连接管路要求水平安装或按照下图成一定角度安装(与水平夹角小于15度)如图:
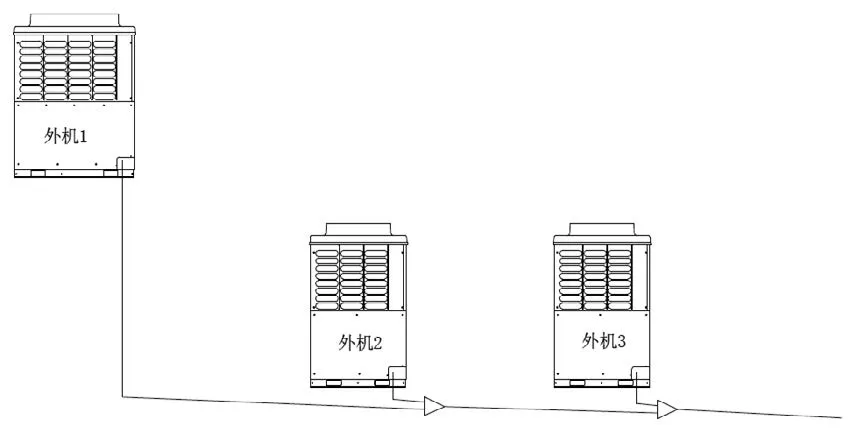
室外机之间距离超过2米时,连接管必须装一个油弯(垂直突出管,高200mm),室外机的位置布置应满足:进风通畅不干扰,排风顺畅不回流。
4.2 室内机安装
室内机安装应在吊顶前进行。机组进场后,要先进行开箱检查、试运转,检查合格后,再进行现场吊装,进行电源线、冷媒管的施工,然后才能进行装饰吊顶。室内机的安装首先需要确定机组位置,机组安装位置应合理,要便于施工操作、保养和维修。用膨胀螺栓固定好吊架,再吊装室内机,然后通过四角螺栓将机组调平。机组初平后,用水平仪校对机体水平度,使水平度保证在±1 mm/m以内。在室内机接管侧天花板处应设检修孔,以供维修。
4.3 冷媒管施工
冷媒管的施工主要是冷媒管道之间的对接和与室内外机组的连接。冷媒管道焊接是系统施工的重点和难点,需要加强对整个过程的质量控制,严禁冷媒管泄露。管道材质、焊接、试验均需严格控制,尤其要注重施工时管内清洁、管道焊接质量,严格保持管道干燥、清洁、气密性良好。管道试验应按照相关规范和工作程序,分阶段进行,要保证仪表的有效性,仔细观察、完整记录。
4.3.1 支、吊架制作与安装
在冷媒管道安装前,先在预制车间将支吊架制作好,按设计图纸和规范,确定支吊架间距和安装位置,最后用膨胀螺栓将支吊架安装好。冷媒管支吊架间距应合理,由于在运转过程中会产生振动、伸缩,固定间距不适当,会发生部分应力集中而使配管破裂或损坏,从而导致机组故障。
4.3.2 冷媒管道的焊接
(1)焊接作业基本流程
装配铜管-冲氮保护-焊接加热-添加焊料-冷却、继续冲氮10s以上-关闭氮气-检查焊点质量。管道焊接质量非常重要,必须配备专业资质焊工,持证上岗。
(2)铜管的准备
铜管的管径和厚度必须满足设计要求。管道送到现场,无论直管还是盘管,要进行材料验收,不能变形、折弯,管两端口必须加盖密封盖。铜管两端用塑料封帽将管口封住,焊接前必须用氮气或干燥的空气吹干净灰尘和水分,并进行脱脂,保证铜管清洁。
(3)焊前检查工作
检查焊炬的连接处和各气阀的严密性,如有漏气,必须进行修理,并检查防止焊嘴堵塞现象;焊工准备所需的钎料、钎剂等必须质量合格;铜管的焊接部位应无毛刺、无明显变形、内外表面干净、无油脂、无锈垢等。
(4)装配铜管
铜管正直插入规定深度,两装配管件的中心线应重合,焊接时要进行定位。为了保证装配尺寸正确,不能用手定位,防止加热时铜管移动。
(5)充氮保护
焊接时,采用氮气进行保护,把氮气充入正在钎焊的管道内,以有效避免氧化皮的产生,防止管道内壁氧化皮堵塞管道,造成膨胀阀和压缩机故障。
(6)焊接加热
加热前确认铜管内有氮气流过;钎焊铜管时,采用外焰,铜管接头处加热应均匀。先预热插入管,使管配合紧密;再沿接头长度方向来回摆动,使其均匀加热到接近钎焊温度,然后环绕铜管加热至钎焊温度(820-860℃,铜管为浅红色)。同时随铜管环绕加入钎料,均匀填满接头间隙,然后慢慢移开焊炬,并继续加入少量钎料,形成光滑钎角。钎焊工作宜向下或水平侧向进行,尽可能避免焊口质量控制难度大的仰焊,接头的分支口一定要保持水平。
(7)焊后处理(冷却)
焊后在管内有氮气保护的条件下,对接头处进行退火处理;在焊缝完全凝固以前,不能震动或移动焊件;同时继续充氮保护,直至冷却到室温后,再经过10s才能停止。
(8)钎焊质量及检验
焊缝表面光滑,填角均匀饱满,钎焊接头无焊堵、裂纹、焊缝表面粗糙、过烧、烧穿等缺陷。焊缝无气孔、虚焊、假焊、夹渣、焊瘤等缺陷。
4.3.3 冷媒管与室内外机组的连接
管道连接配管从离室外机最远的室内机开始,根据下游侧的室内机的总容量来选择分支接头的规格。分支接头之间的配管管径由下游侧的室内机总容量来选定,管径不能超过室外机的气液管的管径。连接时,不得弄瘪管道。弯曲处,弯曲半径要尽可能大。连接管不能经常被弯曲或拉伸,否则会变硬,一根管子同一处弯曲最多不能超过3次。冷媒管走管应美观大方,连接管悬空处必须做好支撑。
(1)与室内机连接
冷媒管与室内机连接,要在室内机正确安装和冷媒管道确认没有泄漏后进行。在连接的喇叭口处涂抹上冷冻油;将制冷剂管的喇叭口对准室内机螺纹,用力矩扳手将螺母锁紧。
(2)与室外机连接
冷媒管与室外机的连接也要在室外机正确安装和冷媒管道确认没有泄漏后进行。打开室外机的前面板,露出机组的气管和液管接口;采用法兰连接机组的气管,采用喇叭口连接机组的液管;最后做好室外机连接管的支撑和保护。
(3)管道连接中注意事项
◇ 应合理布置冷媒管,尽可能缩短管路,减少弯头,避免过大的管道压力损失;
◇ 液管和气管管长应该一致并且铺设线路相同;
◇ 安装分歧器尽量靠近室内机,分歧器需水平安装;
◇ 室外机在上时,在气管的垂直方向每10m增加一个回油器;
◇ 铜管连接器件、弯管尽量采用标准成品件,小口径铜管角度较大时,可以现场煨制;
◇ 安装多套多联机组时,必须对制冷剂管路进行标识,避免机组之间管路混淆。
4.3.4 冷媒管封盖
冷媒管施工过程中要做好封盖保护,防止水分、赃物、灰尘等进入管内。施工时,冷媒管穿墙一定要将管接头包扎严密。暂时不连接的已安装好的管子要把管口包扎好。
4.3.5 冷媒管吹扫
施工结束后必须对制冷剂配管进行吹扫,清除管内可能存在的水汽、灰尘和垃圾等脏物,吹扫采用压力为0.6 Mpa的氮气,经反复吹扫直至管内无脏物为合格。冷媒管吹扫的具体方法是:将氮气瓶压力调节阀与室外机的充气口连接好,把所有室内机的接口用盲塞堵好,保留一台室内机接口敞开作为排污口,手持绝缘材料抵住管口,调节压力阀向管内充气,至手抵不住时快速释放绝缘材料,赃物及水分即随着氮气一起被排除。这样循环进行若干次直至无脏物排出为止,一般需要对每台室内机进行吹扫。对所有液管和气管也均按此方法作进行吹扫。
4.3.6 气密性试验
对制冷剂管道系统,除室外机外,进行气密性试验及真空度试验。系统应无泄漏。试验采用干燥的氮气,慢慢加压试验,分三步进行。第一步:试验压力0.5MPa,3分钟以上可以发现大漏。第二步:试验压力1.5MPa,3分钟以上可以发现大漏。第三步:试验压力2.8MPa,24小时以上可以发现微漏。观察压力是否下降,若无下降即为合格。检查泄露可采用手感、肥皂水检漏法。
在冷媒管道的安装时,要求对冷媒管进行保压检漏。完成了室内、外机的安装,可将冷媒管连接上室内、外机,然后再保压检漏,确保整个系统的良好运行。这次保压检漏的目的是检验室内、外机连接处和新焊点是否有泄漏。
4.3.7 真空干燥、加制冷剂
气密性试验合格后要对系统进行真空干燥,冷媒管道系统抽真空尤为重要,采用旋转式真空泵进行,抽真空前先检查真空泵的抽真空能力。室外机不参加抽真空,因此切勿打开室外机气侧、液侧的截止阀。抽真空度为负775mHg,抽真空时间为2~3h.若3h以上还达不到负775mHg时,必须检查漏气。抽真空完成,真空度达到负775mHg,先关闭表式分流器全部阀门,再关闭真空泵。然后根据冷媒管安装施工过程中记录的液管管径及长度控制加制冷剂的量。充注时不允许开机,防止液击。
4.3.8 冷凝水管的安装
冷凝水管安装应严格控制,须具有一定坡度(0.003),严禁倒坡,以免形成管内气阻,排水不畅。安装前必须保证管道内壁清洁干净,安装停顿期间对管道开口应采用封闭保护措施。排水干管与室内机要作软连接。排水管安装好后,一定要进行水检,检查水是否能顺利排出。水只能从排水口流出,其它地方不能有漏水现象。
4.4 风管施工
多联机空调系统风管一般较多采用玻纤风管或镀锌钢板风管。风管安装前,先对安装好的支、吊、托架进一步检查其位置是否牢固可靠。按照先干管后支管的安装顺序进行安装。风管安装前,应清除内、外杂物,并做好清洁和保护工作。风管安装的位置、标高、走向,应符合设计要求。现场风管接口的配置,不得缩小其有效截面。风管接口的连接应严密、牢固。
4.5 电源和控制线敷设、连接
同一系统的室内机、室外机应采用同一电源,不得出现电源断电,室内机和室外机单独运行。电源管道在室内机安装后即可进行施工,可以采用塑铜线电管或塑料管保护形式在吊顶、墙体内敷设,在墙体内埋设时必须保证有15mm保护层。空调控制可以采用独立控制、集中控制两种形式。
4.6 冷媒配管的隔热
冷媒管要按设计要求进行隔热。气管、液管和均油管都必须分别用隔热材料进行隔热,以防止散热和冷凝。隔热材料应紧贴在管路上不能有间隙,隔热管包好后用外部胶带包扎起来。注意连机线不能与隔热材料放在一起,应该离连机管至少20cm以上。如下图所示:

室内机的配管接口处、分支器处的保温尤为重要,保温后必须用胶水粘接严密。切不能露出接头、扩口螺母,略有缝隙就会造成凝露现象。
4.7 调试与验收
多联机空调系统规模相对较小,可分区域、分阶段进行调试与验收。系统调试必须在系统吹扫、气密性试验、抽真空、充注制冷冷剂等工作完成后进行。调试前,先检查各机组和设备紧固件是否拧紧、接线是否正确齐全,然后再进行调试。系统的调试先手动进行,然后再遥控进行。调试的测试内容包括运转电流、运转压力、压缩机吸排气温度、吸排风温差、气流状态和送风量、排水状态、机组噪音情况以及各操作点的动作情况等。调试时,应保证每台机组连续试运转达8 h,进行外观、联合试运转、综合效能记录,运转正常为合格。系统测试、调试应严密,记录完整,必须保证整个系统施工资料齐全及时验收存档。
结语
近些年,多联机空调系统因其节能、舒适、智能化管理、占用空间小和外形美观等优点,应用越来越多。多联机空调系统的施工质量是影响系统能否正常运行的重要环节,直接影响着系统的运行、维修和使用效果。本文介绍了室外机、室内机以及冷媒管的施工工艺方法,由于系统工作压力高,室内机台数多,冷媒管线长,焊接点多,铜管质量不稳定等因素,必须加强防冷媒渗漏措施,以保证系统安装质量,达到最佳运行效果。
