思茅松制浆造纸的生产实践
2010-09-07孙廷聪李学芬
孙廷聪 马 宁 李学芬
(云南云景林纸股份有限公司,云南普洱,666400)
·思茅松制浆造纸·
思茅松制浆造纸的生产实践
孙廷聪 马 宁 李学芬
(云南云景林纸股份有限公司,云南普洱,666400)
分析了云南思茅的纤维原料特性及其化学组分,介绍了云景林纸以思茅松为原料制浆造纸的生产实践。实际生产表明,思茅松是一种优良的制浆造纸纤维原料。
思茅松;纤维原料特性;化学组分;制浆;绒毛浆
(*E-mail:yjlzstc@tom.com)
Abstract:Simao Pine is a specific species growing in Simao area of Yunnan Province,whose biological characteristics and fibermorphology are introduced.Simao Pine is proved to be an excellent pulping and paper making fiber raw material according to Yunjing Forest&Pulp Mill Co.,Ltd.'s experience.Application of S imao Pine will be of benefit to the conifer fiber raw material supply in China.
Key words:S imao Pine;property of raw materials;chemical components;pulping;fluff pulp
思茅松是云南省思茅地区的主要针叶木树种,其纤维长,细胞壁厚,生产的纸浆吸液性好、机械强度高,是一种较好的造纸原料。
云景林纸股份有限公司(以下简称云景林纸)是云南省利用亚洲开发银行贷款兴建的国内第一家林纸一体化经营机制的企业,其制浆车间全套设备由芬兰Ahlstrom公司提供,采用Lo-SolidsT M(低固形物)蒸煮、全封闭筛选、双段氧脱木素、ECF漂白。主要以思茅松为原料生产漂白硫酸盐商品木浆,可代替进口针叶木浆抄造各类高档纸,目前,年产能11万t。
1 思茅松特性
1.1 思茅松纤维原料特性
纤维原料的特性决定了制浆工艺条件和成浆物理性能,不同原料有不同特性,制定蒸煮、漂白工艺条件各不相同,最终成品的物理性能也不相同。通过显微镜及投影仪法对思茅松纤维进行测定,结果见表1。
由表1可知,思茅松是一种厚壁纤维原料,可能会对打浆造成一定影响,但他的长纤维优势可代替国外针叶木浆,生产高档文化用纸及生活用纸,特别是在一些特种纸的生产上具有其他浆种不可替代的优势。
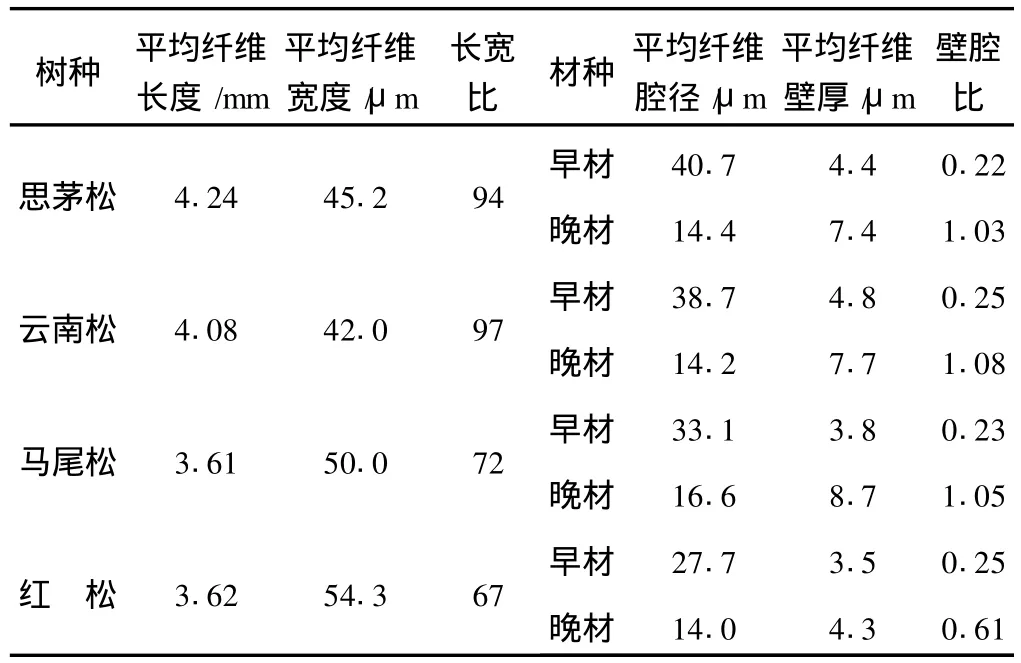
表1 思茅松与其他针叶木的纤维形态对比
1.2 思茅松原料的化学组分
思茅松受气候及土壤的影响,其化学组分与我国东北的红松差异较大,但与我国南方的马尾松很相近,所以思茅松蒸煮工艺应与马尾松的相近。思茅松与其他针叶木原料的化学组分对比见表2。
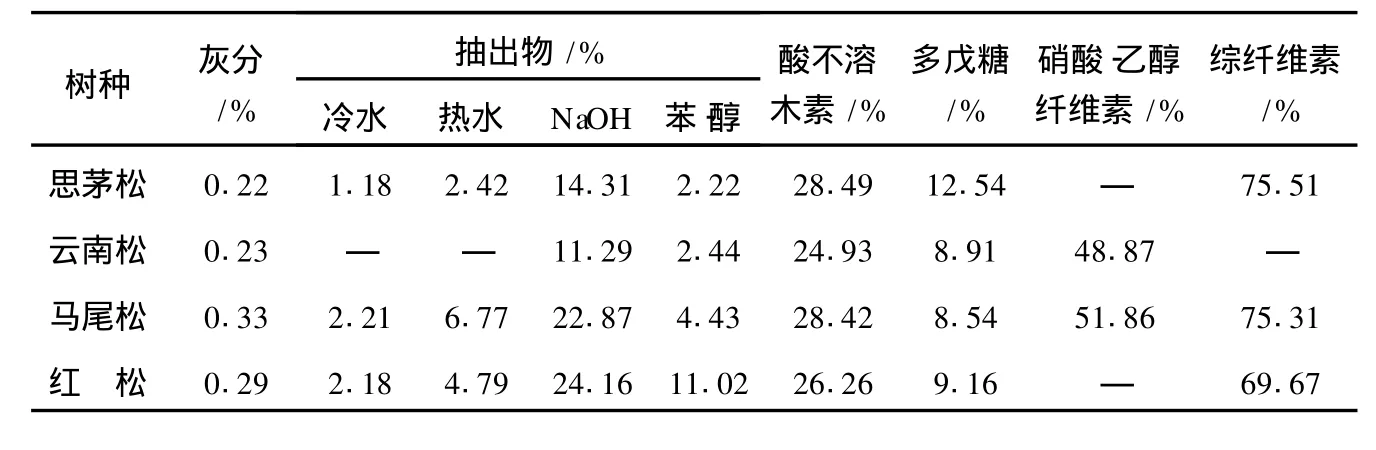
表2 化学组分对比
由表2可以看出,思茅松与红松相比,其灰分含量及各类抽出物都较低,仅木素含量略高,而综纤维素含量又相对较高,属于优良的制浆造纸纤维原料。
2 制浆工艺
云景林纸的制浆工艺流程如图1所示。

图1 生产流程示意图
2.1 蒸煮工艺
Lo-SolidsT M蒸煮工艺主要应用了深度脱木素的两个原则:一是通过分段加入白液,解决了在蒸煮开始时碱液浓度较高,在蒸煮终了时碱液浓度较低的问题,使得整个蒸煮过程中碱液浓度较均匀;二是采用逆流蒸煮,并在逆流蒸煮区不断地抽提黑液,使蒸煮液中溶解木素浓度降低,从而达到了深度脱木素的目的。白液分段加入,在本质上与MCC、EMCC技术是一样的,主要区别是Lo-SolidsT M在蒸煮器的各段都有蒸煮液抽出,降低了各段蒸煮液中固形物含量。同时为了保证各段有足够的碱浓,每段都补充白液,并增加抽提与补液的次数。这样蒸煮液中的固形物浓度,特别是浸渍区和顺流蒸煮区的固形物浓度都降低了,从而提高了制浆的选择性。
由于思茅松密度较大,组织结构紧密,蒸煮过程中药液渗透相对困难。所以在预浸阶段要有足够的时间,否则进入快速反应阶段后(大量脱木素阶段),由于药液渗透不完全,会导致蒸煮均匀性差,浆渣率高,细浆得率下降,给下一道工序带来诸多不利。表3为思茅松连续蒸煮的工艺条件。
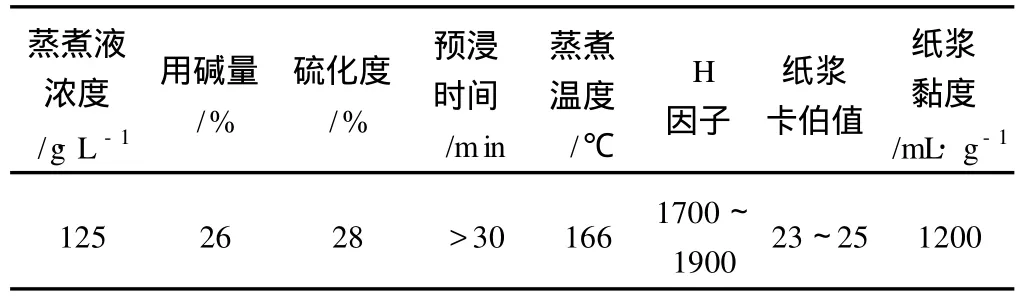
表3 蒸煮工艺条件
根据表3中的蒸煮工艺,思茅松木片(木片合格率为83%)的粗浆得率达到了50%,细浆得率高达48%,浆洗选筛渣率小于1.8%,喷放线纸浆黏度可达到1200 mL/g以上。取喷放线浆样在实验室测定纤维长度,结果见表4。

表4 蒸煮后纸浆纤维长度分布
由表4可以看出,思茅松纤维在针叶木中属于较长的那类,成纸后应具有较好的机械强度,很适合配抄对强度要求较高的各种纸。
2.2 氧脱木素及漂白工艺
云景林纸为进一步降低漂白废水的污染负荷、节约漂白成本。采用了双段氧脱木素系统,经氧脱木素后纸浆的卡伯值可降到9~11,再经过DEoDD四段漂白。漂白浆的白度可达到88%,黏度可达到870 mL/g。为进一步提高纸浆质量,又在Eo段加入H2O2进行补充漂白,实现了OOD0EopD1D2漂白工序。
由于H2O2在漂白中主要是利用OOH-的氧化作用来改变木素的有色基团结构,使之变成无色基团,并在一定程度使之溶出。因此应加大OOH-的浓度,减少其无效分解,具体可加入螯合剂进行漂前预处理,也可加入H2O2稳定剂( IDS)除去Fe,Mn,Cu等金属离子,从而减少H2O2的分解。同时H2O2的电离受pH值的影响很大,pH值愈高OOH-的电离愈大;但当pH值>11时,OOH-的无效分解又加大了,当pH值>12时,在40 min内OOH-几乎完全分解,因此在Eop漂白段反应中pH值的控制尤其重要。另外,在反应中O2对H2O2的漂白具有较好的强化作用,且高温可提高纸浆的白度,具体工艺见表5。
氧脱木素时要确保反应压力不低于450 kPa,温度95℃以上,同时应注意不凝汽的排除,否则将直接影响木素的脱除率;一般木素的脱除率应控制在60%以内,高于该值时将对纤维造成较大的损伤;但云景林纸利用双段氧脱木素工艺,使得思茅松浆的木素脱除率在达到65%时,其碳水化合物也没受到较大的降解,且最终漂白浆的黏度还能达到870 mL/g,这说明思茅松采用以上的氧脱木素及漂白工艺是合理的。另外,必须加强对氧脱木素后纸浆的洗涤,确保洗涤后浆中液体的CODCr含量低于100 mg/L,以减少漂剂用量,降低漂白废水中的污染负荷。

表5 氧脱木素及漂白主要工艺条件
在整个漂白段要保证其反应浓度在10.5%~12.0%之间,特别是Eop段的反应浓度11.0%~12.0%,以提高氧碱抽提的效果。另外,在该段加入一定量的H2O2可使白度提高近2个百分点,但其用量不宜超过5 kg/t风干浆;经过Eop段后的纸浆白度可达到82%,所以在D1和D2段仅需加入少量的ClO2即可。
3 成浆性能
3.1 思茅松浆的物理性能
思茅松浆的物理性能指标见表6。
由表6可知,思茅松浆除抗张指数稍低以外,其他指标都高于漂白硫酸盐浆木浆行业标准(QB/T 1678—2007)优等品的要求,接近于俄罗斯的乌针浆,特别是撕裂指数较高,非常适合抄造高档包装纸。
3.2 思茅松浆的打浆性能
思茅松浆打浆后的特殊性能如图3所示。
由图3可以看出,因思茅松纤维较长、撕裂指数较高,在打浆度达到70°SR时,其湿重都还能达到7 g以上。所以,在使用思茅松浆配抄各种纸张时,只要打浆工艺制订得好,完全可以代替进口针叶木浆,抄造出不同要求的高档纸制品。
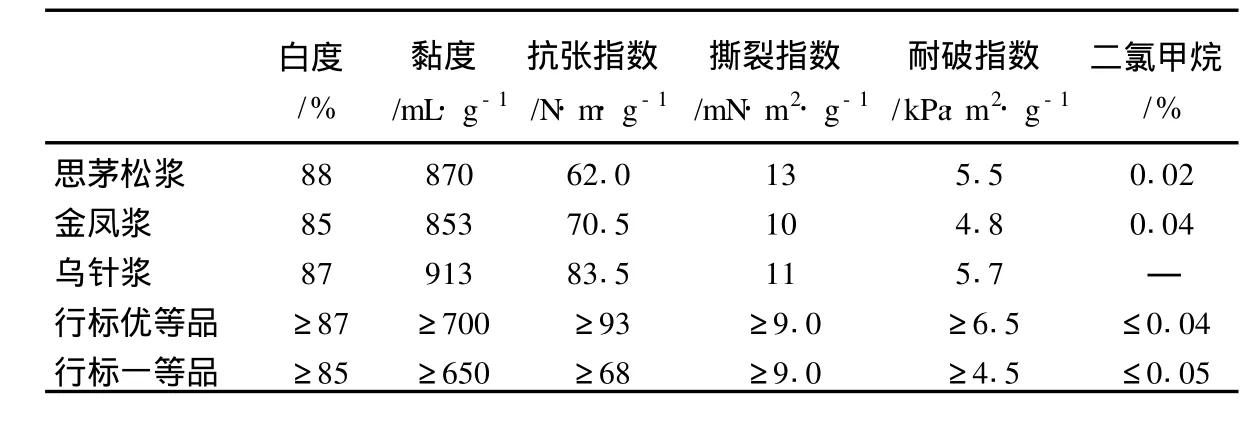
表6 思茅松浆的性能指标对比
3.3 思茅松的绒毛浆特性
思茅松纤维较长,且细小纤维少,纤维细胞壁厚、腔大,属于厚壁纤维种类。抄造成的绒毛浆浆板松厚度大,易起绒,粉尘少,起绒后的绒毛浆在成形后纤维之间空隙大,吸液性能好,芯垫完整性好。思茅松绒毛浆抄片与进口绒毛浆的各项指标对比见表7。
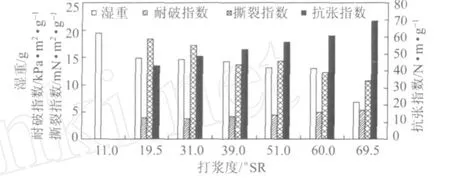
图3 思茅松浆打浆度对浆料物理性能的影响
从表7的各项指标看,思茅松绒毛浆长纤维较多,在进行干法打毛时,不易产生纤维性粉尘,损耗相对较低;干蓬松度高,较为柔软;吸水较快,且吸水量大;各项指标均优于进口绒毛浆,所以思茅松是一种非常值得研究开发的绒毛浆纤维原料。
4 在生活用纸领域的运用
由于思茅松固有的特性及传统打浆设备的限制,导致成浆后纤维挺硬、纤维间结合力差、柔韧性不好,影响了思茅松在高档生活用纸领域中的应用,没能充分地体现出思茅松浆长纤维的优势。下面就对思茅松在生活用纸领域卫生系列用品的使用进行一些探索。
4.1 打浆
为了充分利用好思茅松浆纤维长、滤水性好、透气度高、吸液性能强和机械强度高等优势,需对传统的打浆方式进行一定的优化,改善其纤维挺硬、柔软性不好等不利影响。由于思茅松属厚壁长纤维,在打浆前可加入适量的碱,通过酚羟基促进纸浆中内酯的水解,使纤维产生润胀作用,降低纤维内聚力,增加纤维的柔软性,减少打浆时机械对纤维的损伤,从而使纤维更易细纤维化,以达到提高纸张强度的目的。同时可采取组合式打浆,就是先用低浓预处理后再进行中浓打浆,最好能达到10%以上的浓度,这样成浆的纤维长度能得到较好的保留,其“内摩擦效应”又可使纤维内外分丝帚化显著,纤维伸展性增强,纤维键合面积增大,可提高抄造成纸的各项强度指标,还能降低打浆能耗。如有条件还可在碎浆时加入纤维改性酶,并进行适当加热(不宜超过45℃),以更好地让纤维润胀。表8是我国某卫生纸原纸生产厂的打浆工艺。

表7 思茅松绒毛浆相关指标对比表
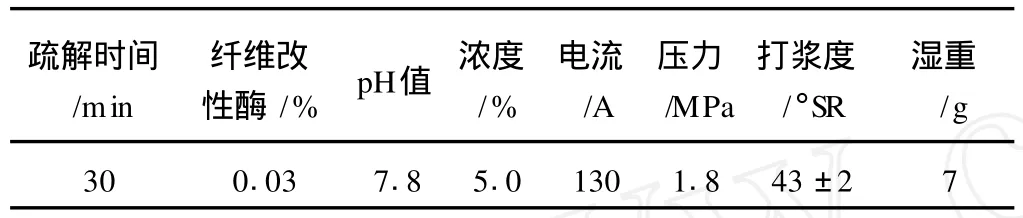
表8 思茅松打浆工艺参数
思茅松浆料在高浓(浓度12%)碎浆的同时加入纤维改性酶,并调整好浆料的pH值,疏解30 min 后,在4%的浓度下进行预打浆,适当切断纤维,使之更易润胀。表8中是混合浆料的打浆参数,其中思茅松浆的比例为40%,桉木浆的比例为60%。
4.2 抄造
经打浆合格后的浆料,在抄前池贮存8 h方可上纸机抄造,以充分显现纤维改性酶的作用。同时应在抄前池添加适当的分散剂、柔软剂,以提高纸张的匀度、改善纸张柔软度和手感。在纸幅成形过程中必须保持网子、真空吸水箱及毛布清洁无堵塞;而后的纸幅干燥及起皱也必须稳定控制,正确的起皱工艺是抄造高档卫生纸的关键,正是起皱的作用赋予了卫生纸良好的手感和柔软度。以下是一组较佳的起皱工艺参数:刮刀厚度1.5~3.0 mm,刮刀刃角85°~90°,刮刀与烘缸的夹角18°~25°,进烘缸纸幅水分65%,烘缸温度115~120℃,起皱时纸张水分5%~10%(以6%~8%为佳),起皱速比1.2~1.3。上述工艺参数适合于国内通常使用的圆网纸机,对于国外或国内引进的高速卫生纸机应采用其他方法起皱,诸如使用起皱助剂喷涂于烘缸的表面,既产生剥离效应,又保护烘缸表面。在整个抄造过程中应特别注意以下事项:①稳定上网浆流量及浓度。②确保网、吸水箱及毛布未堵塞。③稳定进烘缸纸幅水分65%左右。④调整好蒸汽用量,确保烘缸温度116℃左右,避免强干燥致使纸幅起泡等。⑤调整刮刀与烘缸的夹角18°~25°,并要勤换刮刀,确保刮刀刃角在85°~90°之间。⑥确保起皱时纸张水分在6%~8%之间。
表9是思茅松浆根据表8的工艺打浆后,再按照上述抄造条件生产出的卫生纸原纸的相关检测指标。
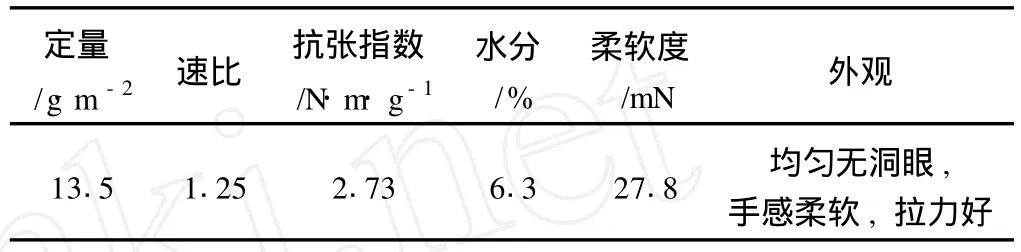
表9 思茅松浆抄造的卫生纸原纸相关指标
由表9可以看出,虽然思茅松浆纤维细胞壁厚,但经过合理的打浆及抄造后,完全可以满足高档卫生纸的使用要求。
4.3 思茅松在卫生纸生产领域的应用探讨
要在高档生活用纸领域用好思茅松浆,需通过严格的工艺控制,适当的纤维配比,合理的打浆工艺,再辅以性能优越的分散剂和其他助剂,来达到抄造出质地柔软、强度好的高级卫生纸和纸巾纸的目的。
实践证明,采用组合式打浆对思茅松的开发和利用具有重大意义,其打浆结合了高浓打浆和低浓打浆的优点,使得纤维易于吸水润胀,大大增加纤维的柔软性,避免纤维过多切断,保证了纸张的物理强度。但切断掌握在什么程度,以何种类型的磨盘在什么样的浓度和比压条件下获得最佳效果,受制于产品质量要求、设备种类、打浆工艺等非常复杂的要素。有些问题可在工厂性试验中有针对性地加以解决,有些则需要通过实验研究来寻求工艺技术的完善加以解决。
5 结 语
云景林纸以思茅松为原料,采用低固形物蒸煮和ECF漂白技术生产的高白度商品木浆属于绿色环保型纸浆,符合相关卫生组织的质量标准,且具有纤维长、细胞壁厚、滤水性好、透气度高、吸液性能好和机械强度高等特点,可替代进口的针叶木浆抄造各种高档纸,尤其适宜制作生活用纸系列用品、绒毛浆、特种纸等。用好思茅松浆对缓解我国造纸长纤维原料的匮乏具有积极的意义。
(责任编辑:赵旸宇)
Experience of Using S imao Pine as Pulping and Papermaking Fiber RawMaterial
SUN Ting-cong*MA Ning L IXue-fen
(Yunnan Yunjing Forestry&PulpM ill Co.,Ltd.,Puer,Yunnan Province,666400)
TS743+.1
B
0254-508X(2010)03-0062-04
孙廷聪先生,工程师;主要从事制浆造纸生产技术管理及研究工作。
2009-08-20(修改稿)
