典型零件宏程序编制在数控车床中的应用*
2010-09-05陈冲锋张国政
陈冲锋 张国政
1.繁昌县职业教育中心 安徽芜湖 241200 2.安徽机电职业技术学院 安徽芜湖 241000
典型零件宏程序编制在数控车床中的应用*
陈冲锋1张国政2
1.繁昌县职业教育中心 安徽芜湖 241200 2.安徽机电职业技术学院 安徽芜湖 241000
基于工作过程的课程开发是现代职业教育改革与发展的趋势;结合数控加工技术类课程项目的改革,本文在非圆曲线轮廓的回转体类零件加工中,以典型椭圆轮廓零件为案例,编制宏程序应用在数控车床中,这对职业院校课程改革和企业实际工作相结合具有一定的借鉴作用。
工作过程;典型零件;宏程序;椭圆轮廓;课程开发
现代职业教育具有其自身的发展规律和特点,无论是高等职业教育体系还是中等职业教育体系,职业教育的重要特征是工学结合,这点已经逐步被职业教育、企业及社会所认同。从职业教育在数控加工技术类技能型、应用性人才的培养,近几年来国家、省级和地方等级别的数控类职业技能竞赛的开展以及现代制造企业实际生产情况等方面来看,职业教育课程改革势在必行,探索一条符合职业教育规律和企业实践工作过程相结合的途径,改革与开发基于工作过程为导向的课程不仅体现“工学结合”的特色且切合实际。文中在“基于工作过程的《典型零件数控加工工艺制定与实施》课程开发”项目的基础上,在回转体类零件加工工艺制定与实施方面对非圆曲线轮廓零件在数控车床上的加工部分内容进行探讨。
一、回转体类零件加工工艺内容改革
1.数控车床职业技能操作工种的需求
数控车床职业技能操作工种是当前最为流行和广泛的职业技能工种,目前5个级别的工种在一些省市都基本具备。数控车床操作也是从事其他数控设备操作的基础,而数控车床加工的主要对象是回转体类零件,从近几年的各类数控车床操作技能大赛赛题来看,尤其是国家举办的3届全国数控技能大赛的赛题,其试题从2004年第一届的椭圆轮廓配合件加工到2008年第3届的正余弦曲线轮廓配合件加工,可见非圆曲线轮廓的加工是数控车床操作的重点内容;从企业方面来看,运用数控车床对零件加工,在手工编程方面主要侧重于宏程序的编制,一方面,宏程序短小精干,比CAD/CAM软件自动编程程序简单且易于修改,所占数控系统内存空间小;另一方面,对于工艺编程人员来说,编制宏程序能清楚并正确地剖析工艺的轨迹路线,把握刀具运行的正确性,是衡量一位数控车工艺编程人员的重要指标。
2.构建椭圆轮廓的典型零件
在数控车削中常常遇到加工椭圆、抛物线、双曲线、正余弦等非圆轮廓曲线零件。数控车床宏程序(又称用户宏程序)的引入为我们提供了更丰富的编程功能。用户是使用宏程序变量进行算术运算、逻辑运算和函数的混合运算,以及宏程序所提供的循环语句、分支语句和子程序调用语句来进行工艺分析编程的。为此,从分析不同非圆轮廓曲线零件来说,这类零件的加工工艺(主要是刀具运动轨迹)原理是相同的,在课程建设中,构建以椭圆轮廓为主的回转体典型零件,具有工艺特征代表性。
二、数控宏程序的基本知识
以华中数控车HNC-21/22T系统来说明宏程序的具体应用。
以椭圆为例,椭圆的一个方程式是这样的:
1.运算符
算术运算符:+,-,×,/。这类很好理解,和初中所学一样,数控中也没有变化。
条件运算符:数学中像>,<,=,≠,≤,≥之类的条件运算符,在数控中就要变换一种形式,如“=”则用EQ表示,“≠”用NE表示,“>”用GT表示,“<”用LT表示,“≤”用LE表示,“≥”用GE表示。这样表示主要原因是由于数控机床的输入面板中没有这些符号,只好用字母来表达了。
逻辑运算符:A N D(与),O R(或),N O T(非),这类运算符用于逻辑运算,数控车削中用得不多,对于初学者可以先不用掌握,随着知识的积累,会逐步理解。
函数:常见的有三角函数,平方根,绝对值等,分别用这类字符表示,SIN(正弦),COS(余弦),TAN(正切),ATAN(余切),SQRT(平方根),ABS(绝对值)等等。
2.变量
上面椭圆方程中的变量和自变量X,Y在宏程序中称之为宏变量,宏变量用“#”+数字来表示,比如可以用“#10”代表X,“#11”代表Y。
#0~#49为当前局部变量,局部变量只在一个宏程序中有效。
#50~#199为全局变量,全局变量可在若干个宏程序中共享。
#1000以上为系统变量,系统变量则是用来读写NC的各种系统参数。这类变量不能由用户来自定义,比如“#1002”数控机床已定义为“机床当前位置Z”,用户可以通过读写该变量得出机床当前Z坐标。
3.赋值语句
又如,#3=100.0,含义是把100.0送入宏变量#3。
#3=#3+1,由于数控中它是赋值语句,是可以这样写的,不能把它看成数学等式,含义是把#3变量中的值+1后送入到#3中,如#3中原来是100.0,则经过#3=#3+1程序后,#3中的值就变成了101.0。这类语句在宏程序中很常见,要深刻体会。
值得注意的是赋值号两边的内容不能随意互换,左边的只能是变量,右边的只能是常数或表达式,而且一个赋值语句只能给一个变量赋值。
4.表达式
用运算符链拉起来的常数,宏变量构成表达式,如下所示:
SQRT[[50×50×20×20-50×50×#11×#11]/ [20×20]],#3+1,表达式是没有“=”号的。
5.宏程序的语句
宏程序中常用这三类语句:
格式1:无条件转移语句
GOTO N(N为顺序号,范围1~9999)
含义:执行无条件跳转至第N句,使用的较少。
格式2:条件判别语句
IF [条件表达式]
……
ENDIF
含义:先判断,条件满足则往下执行,否则执行ENDIF后的语句。
格式3:循环语句
WHILE [条件表达式]
……(循环体)
ENDW
含义:在WHILE后指定一个条件表达式,当条件满足时,执行WHILE后面到ENDW前面的程序,然后返回到WHILE重新判断条件,直到条件不满足后才执行ENDW后面的程序。
注意:在不同的机床,上述语句的格式和含义稍有不同,在实际编程中要根据所使用的机床进行变化。上面的语句是华中数控HNC-21/22T所使用的语句。
三、典型零件案例探讨
宏程序编程案例1(如图1所示):程序以华中世纪星HNC21/22T系统的格式编写。程序计算说明:
椭圆中心在如图编程坐标系中的点(0,-20)(编程原点在椭圆右顶点处)。
加工程序如下:
O0001
%0001
T0101
M03S600
G0 X62 Z2;
G71 U2R0.5 P1 Q2X0.5Z0F120
G00X100
Z100
T0202
M03S1500
G00X62Z2
N1G00X0
G01Z0F80
#1=20
(Z方向长度变量#1的初始值)
WHILE#1GT0 (条件判断,当变量#1大于0时,接着执行下一段程序段,否则从ENDW程序段开始执行)
#2=2×15×SQRT[20×20-#1×#1]/20(根据椭圆方程的数学处理为变量#2赋值)
G01X[#2]Z[#1-20](直线插补运动,目的坐标由变量决定)
#1=#1-0.2(为长度变量#1赋值,每次使之减小0.2,若零件轮廓精度要求很高时,可发生相应变化)
ENDW(条件判断结束,该结束语与WHILE语句成对使用)
G01X36
X40W-2
Z-35
#1=0(长度方向的变量#1的初始值)
#2=0(角度方向的变量#2的初始值)
WHILE#1GT[-40](条件判断,当变量#1大于-40时,接着执行下一段程序段,否则从ENDW程序段开始执行。注:如此处为负值一定要加括号。)
#4=8×COS[#2](余弦曲线方程,数值可根据具体数值相应变化)
#2=#2+PI/40(为角度变量#2赋值,每次变化一度,此数值与长度方向数值同时发生变化)
G01X[2×#4]Z[#1-35](直线插补运动,目的坐标由变量决定)
#1=#1-0.2(为长度变量#1赋值,每次使之减小0.2,若零件轮廓精度要求很高时,可发生相应变化)
ENDW(条件判断结束,该结束语与WHILE语句成对使用)
G01X46
G03X50W-2R2
G01Z-80
N2X65
G00X100
Z100
M30
注:此编程方法是采用偏置坐标系的方法,就是在编非圆曲线的时候假想编程坐标系在非圆曲线的中心或者起点进行编程,然后在直线插补里面再把坐标系偏置回来。该种方法在实际教学过程中指导教师应当予以讲解。
其他类型椭圆轮廓曲线的典型零件案例表达形式如图2、图3、图4所示。

图2 典型零件
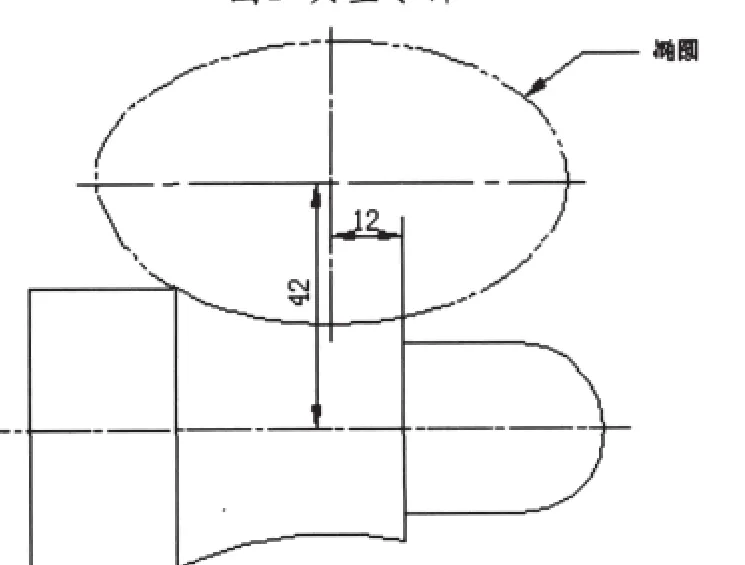
图3 典型零件

图4 典型零件
针对以上各种椭圆轮廓曲线的典型零件案例总结出的一种工艺编程制定的有关步骤,对课程教学过程中具有一定的指导意义。此规律仅供参考。
首先是椭圆标准方程转换:

其次,宏程序编制与实施的具体工作步骤:
第一步:#1=A #1为Z方向赋值,A为椭圆中心相对于椭圆起点的坐标值(在编程坐标系中起点在椭圆中心之前的为正值,反之为负值)。
第二步:WHILE #1 GE/LE B B为椭圆中心相对于椭圆终点的坐标值(正负值同上)。
第三步:代入方程 #2=2×b×SQRT[b×b-#1×#1]/b #2为X方向赋值。
第四步:G01 X[C]z[D]。
C:(1)当为凸的椭圆时(椭圆中心点与零件中心线不重合)C=#2+E,E为椭圆的中心点在工件坐标系直径方向的数值。
(2)当为凹的椭圆时c=E-#2,E为椭圆的中心点在工件坐标系直径方向的数值。
(3)当椭圆的中心点与工件中心线在同一直线上的时候C=#2。
D:为椭圆的中心点相对于工件坐标系Z零点之间长度方向的数值+#1
第五步:#1=#1-/+a(a根据零件表明光洁度要求确定)
第六步:ENDW
四、结束语
文章以椭圆轮廓的回转体典型零件为案例,阐述了现代职业教育数控加工类课程在数控车床加工方面内容的改革,并以工艺制定过程中以宏程序的编制为案例,为开发基于工作过程的典型零件在数控车床加工工艺的制定与实施奠定了基础,该方案同样对其他同类课程的开发也具有一定的借鉴作用。
[1]赵志群.职业教育工学结合一体化课程开发指南[M].北京:清华大学出版社,2009
[2]胡友树.数控车床编程、操作及实训[M].安徽:合肥工业大学出版社,2007
[3]周宏.数控编程与操作[M].陕西:西安电子科技大学, 2007
[4]华茂发.数控机床加工工艺[M].北京:机械工业出版社,2000
[5]毕承恩.现代数控机床[M].北京:机械工业出版社,1991
[6]张国政.案例教学法在数控加工工艺课程中的应用[J].中国现代教育装备,2008,8
The application on marking macro-program of typical part on NC lathe
Chen Chongfeng1, Zhang Guozheng2
1.Center of professional education of fan chang county,Wuhu,241200,China 2.Anhui technical college of mechanical & electrical engineering, Wuhu,241200,China
Based working process of curriculum exploitation is the trends which of modern professional&educational reform and developing;And reform of NC manufacturing curriculum project, in the non-circular contour curve of rotary’s parts machining, typical oval contour parts as a case, Macro-program use in the preparation of NC lathe, which is a certain reference for combining the reform of professional college and the practical working of corporation.
working process; typical part; macro-program; oval contour; curriculum exploitation
book=43,ebook=405
2009-11-03
陈冲锋,大专,高级工程师。张国政,工程硕士,讲师,高级工程师。
*本文系中国教育学会教育机制研究分会“十一五”科研规划课题《基于工作过程的<典型零件数控加工工艺制定与实施>课程开发》项目内容,课题编号:KC077。
