近等温成形IN718合金的组织和力学性能
2010-09-04宁永权姚泽坤郭鸿镇
宁永权,姚泽坤,郭鸿镇
(西北工业大学材料科学与工程学院,西安710072)
近等温成形IN718合金的组织和力学性能
宁永权,姚泽坤,郭鸿镇
(西北工业大学材料科学与工程学院,西安710072)
对IN718合金进行近等温成形,研究了始锻温度、变形和应变速率对锻件拉伸性能的影响。结果表明:始锻温度对拉伸性能的影响最显著;随着始锻温度的升高合金的晶粒度水平降低。间隙相的形态和含量是影响拉伸性能的直接原因,含量适当的针状初生态间隙相对拉伸性能的提高十分有力,而短棒状长大后的间隙相对拉伸性能的作用较低。间隙相的长大与合金的位错密度和成形温度关系密切。在间隙相的完全析出条件下,即在能量和温度的公共作用下,针状初生相迅速长大成短棒状;而在不完全的间隙相析出条件下,间隙相仅在变形后期析出并且不发生长大,保持初生的针状形态。
近等温锻造;IN718合金;力学性能;间隙相
等温锻造技术是最近几十年发展起来的一种先进成形技术,是改善锻件组织的一种有效方法[1]。等温锻造是保持坯料始终处于同一温度下完成成形过程的一种锻造方法。为了保障坯料在变形过程中始终处于同一温度下,就必须将模具和模具型腔内的环境温度维持在与坯料同一温度状态,这就需要具有优越高温强度的模具材料和能够保持模具恒温的加热系统。然而,高温模具材料价格昂贵,一方面增加了等温锻造锻件的成本,另一方受到模具材料研究水平的制约,对于某些超高温、超高强度合金而言,其锻造采用模具材料往往无法实现[2-4]。把等温锻造过程中的模具温度降低50~100℃,降低模具材料的使用温度,是解决模具材料高温强度不足的有效方法。近等温锻造工艺就是在等温锻造过程中使模具材料温度有一定的降低,保持等温锻造其他优越性的锻造工艺,例如在锻造过程中良好的金属流动性和充填性,以及锻件的高精度、良好的表面质量、较高的锻件材料利用率和锻件尺寸稳定性等。和等温锻造一样,近等温锻仍使用液压机成形,以精确控制锻造工艺参数,有利于选择最佳的工艺方案。
本工作对目前航空航天领域应用最为广泛的IN718(我国牌号GH4169)合金[5-7]进行近等温锻造工艺研究,分析研究近等温锻造工艺参数对组织和性能的影响,以及以近等温锻造工艺代替等温锻造工艺锻造成形高温合金的可行性,丰富锻造工艺和锻造理论。
1 实验材料及方法
实验用IN 718合金由美国卡本特(CARPEN 2 TER)公司生产,生产方法为电渣重熔+真空自耗,主要化学成分如下(质量分数/%):19.09Cr;52.36Ni; 2.96Mo;0151A l;0.95Ti;4195Nb;0103Cu;0127Co; 010020S;010002Ca;0106M n;0111Si;01004P; 0103C;余Fe。将原始坯料用线切割成尺寸为<55mm×24mm的试样45个,在6300KN液压机上进行锻造成形。试样锻前加热温度为980℃(T1)、1020℃(T2)和1060℃(T3),锻造模具温度为930℃;变形应变速率选择0.1s-1(E1)、0.01s-1(E2)和01001s-1(E3);理论变形程度为10%~50%。锻后采用“固溶+双时效”制度进行热处理,其规范为:“< 700℃入炉,850℃/1h,950℃/1h,AC,720℃/8h, 650℃/8h,AC”。用Olympus PM 3光学显微镜观察金相组织,采用GB6394—2002评定晶粒度。
2 结果分析
2.1 始锻温度
不同温度条件下近等温成形后IN718合金的典型组织如图1所示。当模具温度为930℃时,IN 718合金的晶粒尺寸随着始锻温度的提高而增大、间隙相形态由短棒状向针状转变。在始锻造温度为980℃时近等温成形后的所有试样(T1组)的晶粒度平均值为9.11,间隙相以短棒状为主;T2和T3组试样以针状存在,平均晶粒度为8.99和5.92,如图2(a)所示。各试样热处理后的拉伸性能示于表1,各组试样的拉伸性能均达到指标要求,塑性性能高出指标要求许多,尤其650℃塑性性能。T2试样强度性能最好,其平均室温强度和屈服极限分别为1458M Pa和1218M Pa;650℃强度和屈服极限分别为1175M Pa和1026M Pa。
2.2 变形程度
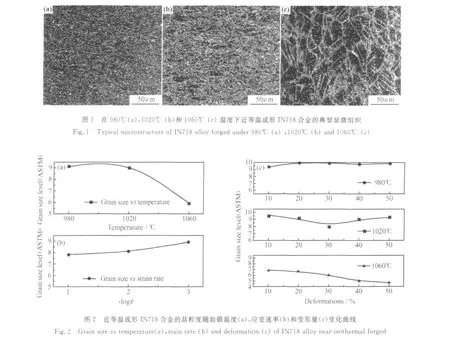
锻件的组织和性能对变形程度具有一定的稳定性对于合金的生产是必要的,这主要是避免了由于变形程度小范围波动而引起锻件组织和性能大幅度变化。近等温成形IN718合金热处理后的拉伸性能随变形程度的变化曲线如图3所示。可见,试样的拉伸性能对变形程度的稳定性较好,变形程度40%试样的拉伸性能相对更好些。但是不同变形程度锻件的平均晶粒度水平存在差异很大,在不同始锻温度下的变形程度对平均晶粒度水平的影响程度也不同,如图2(c)所示。在980℃始锻温度下的T1组锻件的晶粒度水平随变形程度的增加呈现出明显的细化趋势,当变形程度处于在20%以上时,晶粒度水平稳定在ASTM 9210级;T2组的晶粒度水平随变形量的增加呈现出先粗化后细化的趋势,当变形量在30%时,晶粒最粗大,说明30%变形程度为在1020℃始锻温度下近等温成形IN718合金的临界变形程度;而T3组的晶粒度水平随变形量的增加呈现出明显的粗化趋势。综上所述,变形程度对晶粒度水平影响的不稳定性受到始锻温度的影响。

表1 在不同温度条件下锻造IN718合金的力学性能______________________Table 1 Mechanical p roperties of IN718 alloy forged under different temperature_____________________

图3 IN 718合金近等温锻造成形后的力学性能和变形量变化曲线(a)室温拉伸;(b)650℃Fig.3 M echanical p roperties vs defo rmation of near2isothermal forged IN 718 alloy tested at room temperature(a)and 650℃(b)
2.3 应变速率
在不同应变速率下近等温成形IN 718合金的典型组织如图4所示,间隙相多呈针状。随着应变速率的降低,锻件的晶粒度略有细化,如图2(b)所示。在应变速率为0.1s-1的E1组试样的平均晶粒度水平最低,其平均值为7.81,这可能是由于变形速度过快导致不完全再结晶所致;随着应变速率的降低,变形持续时间延长,更加有利于动态再结晶发生,因此E2和E3组试样的晶粒略有细化,其晶粒度水平的平均值分别为8.13和8.91。
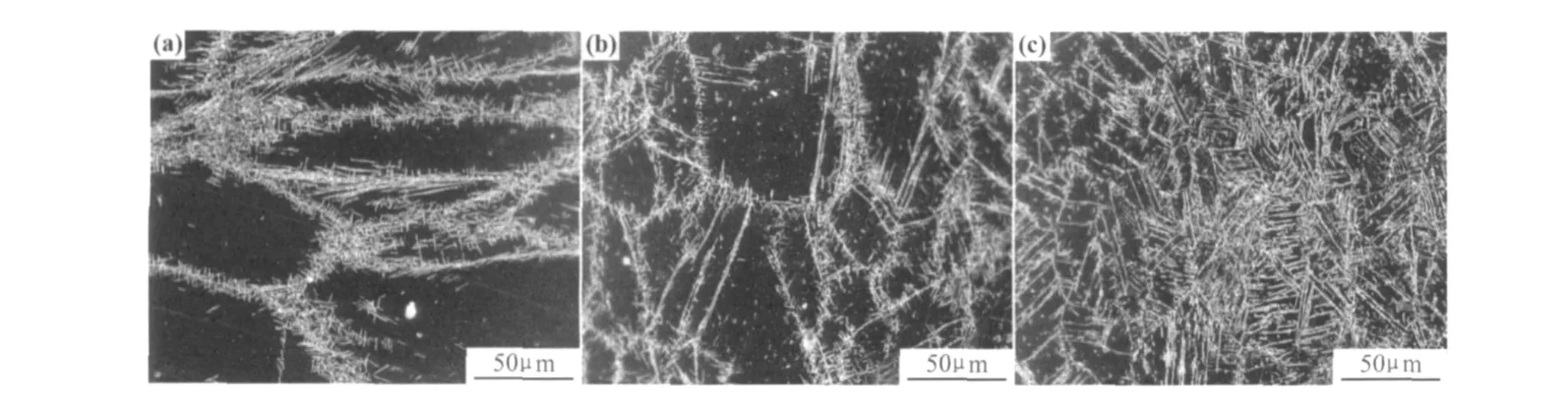
图4 在0.1s-1(a),0.01s-1(b)和0.001s-1(c)应变速率下近等温成形IN718合金的典型金相组织Fig.4 Typicalmicrostructures of IN718 alloys near2isothermal forged with strain rates of 0.1s-1(a),0.01s-1(b)and 0.001s-1(c)
表2的拉伸性能表明,近等温锻造IN 718合金的拉伸性能对应变速率的稳定性很好。从锻件拉伸性能角度而言,可以采用低应变速率成形来代替高应变速率成形,即降低合金变形抗力、提高金属流动力,又节约液压设备吨位、实现小设备生产大锻件。

表2 不同应变速率下近等温锻造IN718合金的力学性能________________Table 2 Mechanical p roperties of IN718 alloys near2isothermal forged w ith various strain rates_______________
3 讨论
间隙相的形态和含量对锻件性能的影响很大,因此对其进行研究很有必要[8]。间隙相的形态和含量,与初生和长大关系密切,而初生间隙相的长大需要满足能量条件和温度条件。当处于某个温度范围内时,初生间隙相形成,在能量的作用下发生长大。在通常条件下,晶界、位错塞积等缺陷和能量容易累积处最容易初生间隙相。对IN 718合金进行近等温成形过程中析出的间隙相为δ相,资料表明其完全固溶温度为980℃,析出峰温度范围是890~930℃,而模具温度为930℃,正处于δ相析出峰内。δ相在变形过程中的析出称之为“动态析出”,其他称为“静态析出”。δ相的含量正比于析出时间,其形态取决于是否发生长大,初生状δ相为针状,而长大后为短棒状。低的始锻温度(980℃)、大的变形量(50%)和低的应变速率(01001s-1)都有利于延长析出时间,因此有利于增加δ相含量。当始锻温度为980℃时,整个成形过程均处于δ相的析出温度,间隙相首先在晶界出以针状析出;随着变形过程的继续进行,在形变储存能的作用下初生δ相开始长大,呈短棒状,如图1(a)所示。应该指出,在T1组中δ相以动态析出为主,其形态多为长大后的短棒状,而锻后冷却过程中的静态析出相对于变形过程中的动态析出不明显。当始锻温度为1020℃和1060℃时,其终锻成形的温度可能仍高于δ相的析出温度,δ相的动态析出较弱;在小变形和高应变速率的情况下,甚至可能不存在动态析出过程,因此大部分δ相以针状初生态存在,如图1(c)和图4(a)所示。在低应变速率条件下完成大变形量近等温成形时,在成形过程后期δ相发生动态析出,其析出位置不仅包括晶界,也包括晶内,这主要是由于在无δ相析出的成形前期晶粒内部和晶界处都累积一定的能量和缺陷,当成形后期达到温度条件的时候,δ相在晶界和晶内共同析出,如图4(c)所示。
合金的拉伸性能与δ相的形态和含量密切相关,适量的针状初生δ相提高IN 718合金的拉伸性能,这也正是T2组锻件拉伸性能最优越的原因。另外,具有短棒状δ相的锻件的拉伸性能不如针状初生状δ相锻件。这主要是由于δ相在位错大量塞积处析出和长大,长大后的δ相在变形过程中塞积更多的位错,因此短棒状δ相处所塞积的位错量高于针状,高位错塞积必定导致大的应力集中,当进行拉伸测试时,高位错塞积处容易萌生裂纹,直至导致锻件失效。因此,合理控制间隙相的形态和含量对提高合金强度具有重要意义。
4 结论
(1)近等温锻造IN718合金时,组织和拉伸性能对始锻温度敏感性高,对变形程度和应变速率的稳定性好,在1020℃温度下近等温成形后合金的力学性能最优。
(2)初生针状间隙相有利于提高IN 718合金的强度,长大后的短棒状间隙相不利于强度的提高。
[1] 郭鸿镇,姚泽坤.合金钢与有色合金锻造[M].西安:西北工业大学出版社,1999.35.
[2] N ING Y Q,YAO Z K,GUO H Z,et al.U ltrafine2grained treat2 ment p rocessing on FGH4096 alloy[J].Key Engineering Materi2 als,2009,407-408:694-697
[3] 李青,韩雅芳,肖程波,等.等温锻造用模具材料的国内外研究发展状况[J].材料导报,2004,18(4):9-11.
[4] 卢小鹏.用新模具材料在空气中等温锻造镍基高温合金[J].国外金属加工,1990,(3):31-38.
[5] CAOW D,KENNEDY R L.New developments in w rought 7182type superalloy[J].Acta Metallurgica Sinica,2005,18(1):39-46.
[6] 吕宏军,姚草根,张凯峰,等.GH4169合金细晶成形工艺与机理及其性能研究[J].机械工程材料,2003,27(1):15-18.
[7] LU H J,JIA X C,ZHANG K F.Fine2grained p retreatment p rocess and superplasticity for INCONEL718 superalloy[J].Ma2 terials Science and Engineering A,2002,326:382-385.
[8] 蔡玉林,郑运荣.高温合金的金相研究[M].北京,国防工业出版社,1986.9-11.
●
M icrostructure and M echanical Properties of IN718 A lloy by Near2isothermal Fo rging
N ING Yong2quan,YAO Ze2kun,GUO Hong2zhen
(School of M aterials Science&Engneering,Northwestern Polytechnical University,Xi’an 710072,China)
Near2isothermal fo rging were carried out on IN 718 alloy to study the effect of parameters,i. e.temperature,deformation and strain rate,on microstructure and mechanical p roperties.Mechanical p roperties w ere affected by the defo rmation temperature since the grain coarsening w ith increasing temperature.And it should be pointed that the mechanical p roperty was significantly effected by the shape and volume of interstitial phase.Acerose phase w ith suitable in volume was contributed to op ti2 mal p roperty.Grow th up of the interstitial phase was related to dislocation density and temperature. Under full2p recipitation condition,acerose phase grew up to sho rt2stick2shape.But under non2full2 p recipitation condition,acerose phase only p recipitated at the final stage of the deformation and re2 served acerose shape.
near2isothermal forging;IN718 alloy;mechanical p roperties;interstitial phase
TG316
A
100124381(2010)1120001204
2009209220;
2010207220
宁永权(1982—),男,博士,研究方向:塑性成形及控制,联系地址:陕西省西安市友谊西路一二七号西北工业大学材料学院(710072),E2mail:ningke521@163.com