大型高架圆形设备基础施工技术
2010-09-04张鹏飞
□文/张鹏飞
大型高架圆形设备基础施工技术
□文/张鹏飞
文章以天津钢管集团公司460大型钢管厂环形炉基础施工为例,对大体积混凝土温控技术、电渣压力焊接技术、高架结构施工、PHC管桩等多项施工技术进行了探索与创新。
大体积混凝土;高架结构;弧形模板;电渣压力焊接;PHC管桩
工程概况
天津钢管集团公司460大型钢管厂环形炉基础为桩承台高架圆形结构,中径48 m,材料为钢筋混凝土,混凝土强度等级C25,钢筋级别HRB335。整个基础主要分为桩承台、框架柱、高架基础3部分,混凝土浇注总量为5 200 m3,钢筋用量480 t。环形炉断面见图1。
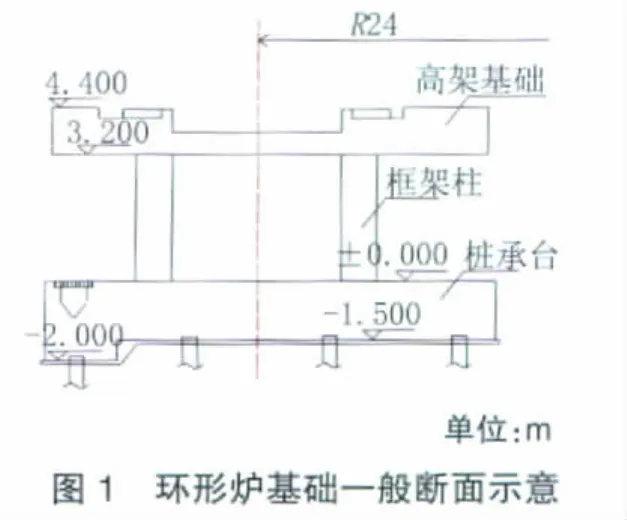
高架基础直接承受炉体重量,呈圆形,在环向放射状预留环形炉支承辊及定心辊底座螺栓孔,共912个。高架基础板厚1.2 m,径向设置11道50 mm宽的伸缩缝,将圆形基础分成11块弧形段。桩承台厚1.5 m,混凝土要求一次性整体浇注,不留变形缝,支承桩采用PHC管桩,桩长24 m。桩承台与高架基础之间环列布置截面为900 mm×900 mm框架柱,用电渣压力焊连接柱主筋。
工程特点
(1)承台一次性浇注混凝土量大,属大体积混凝土,内部温度裂缝控制是关键点。
(2)高架基础施工平面荷载大,支承需通过计算进行布置。
(3)圆弧形基础预留螺栓孔、异形模板、弧形钢筋等工序施工要求有精度较高的测量控制。
(4)±0.0以上混凝土为清水混凝土,观感质量、外形尺寸要求高。
施工工艺
测量定位→桩承台施工→框架柱施工→高架基础施工→交付安装。
桩承台施工
管桩施工
环形炉基础地基处理为PHC高强预应力管桩,管桩呈环状分布,直径φ500 mm,单桩竖向极限承载力为2 800 kN,管桩长 24 m,分2节,桩顶标高以伸入承台100 mm为准。沉桩产生困难时,以贯入度值控制。
管桩沉桩方式采用锤击,锤重5 t,桩架选用D-308S型履带式桩架。管桩施工遵循“先进场桩先打”的原则施工,沉桩顺序为由内环向外环施工,管桩施工分为插桩→锤打→接桩→送桩。
(1)插桩。插入第一节管桩时,要保持位置方向正确。开始要轻轻打下,认真检查,若有偏差应及时纠正,必要时要拔出重打。校核桩的垂直度采用垂直角,即用两个方向(互成90°)的经纬仪使导架保持垂直。通过桩机导架的旋转、滑动及停留进行调整。
(2)锤打。因地层较软,初打时可能下沉量较大,要低提锤,轻打下,随着沉桩加深,沉速减慢,起锤高度可渐增。注意不使管桩受到偏心锤打,以免管桩受弯。每根桩宜一次打完,不要中断,以免难以继续打下。
(3)接桩。接桩节与原桩节的轴线一致,两施焊面上的泥土、油污、铁锈等预先清刷干净。当下节桩的桩头距地面1~1.2 m时,即可进行焊接接桩。接桩时可在下节桩头上安装导向箍,以便新接桩节的引导就位。上节桩找正方向后,对称点焊4~6点加以固定,然后拆除导向箍。施焊第一层时,宜适当加大电流,加大熔深,保证焊接质量。
(4)送桩。为将管桩打到设计标高,需要采用送桩器。送桩器的原则是打入阻力不能太大,容易拔出,能将冲击力有效地传到桩上并能重复使用。
打桩过程中做详细记录,桩施工完后,桩身以低应变检测桩身的完整性,以高应变检测桩的极限承载力。
开槽施工
环形炉基础桩承台埋深在-1.5~2 m,开槽以1∶0.72放坡直接进行开挖,选用2台0.5 m3反铲挖土,自卸汽车配合运土。定位放线后两台反铲以同一径向位,往相反方向运行施工。在挖土过程中基槽两侧各放出500 mm工作面,边坡要及时进行修整,同时基槽底预留200 mm厚土层进行人工挖除,保护管桩不受损坏及原土不被扰动。
挖土结束后验槽,然后浇注100 mm垫层混凝土,对高低差部位采用支模浇注45°造型混凝土处理,待垫层混凝土强度达到70%后进行桩头处理。
在桩顶焊接φ16 mm@10 mm“L”型钢筋,锚入承台650 mm,同时管桩孔内浇注混凝土,高度1.3 m,下用3 mm厚钢板封堵。当个别管桩需截桩,在管桩孔内1.1 mm深处放置5 mm厚钢板,钢板上方焊接φ18 mm@6 mm钢筋,锚入承台750 mm。
承台施工
(1)钢筋绑扎。环形炉基础承台钢筋的分布呈放射状和圆弧形两种,其间距较难控制。因此采用在垫层上划线与用适长卡尺固定绑扎相结合的方法。卡尺上按图纸间距布置有槽口,将钢筋两端用卡尺的槽口卡牢,待钢筋绑扎牢固后取去卡尺,即成要求间距的网片。底板钢筋保护层用预制垫块控制,避免下挠,保持平整。同时钢筋两端加焊短钢筋头,顶在两侧模板上防止变形。侧壁的钢筋保护层则设角钢线杆加以控制。
(2)模板支设。环形炉基础桩承台施工模板采用木质多层板。施工时,在多层板外侧间隔250 mm设置一道50 mm×80 mm的木方,用钢钉与多层板固定。多层板之间接缝要平整、严密。支模前,应根据控制线在垫层上用全站仪、弧形尺划出模板位置线,然后将φ20 mm的钢筋头焊接于垫层预埋支模铁件上,使钢筋端头正好顶在模板内侧。考虑到环形炉基础断面较大,为防止模板变形,模板加固采用外顶内拉的施工方法,即外侧用φ48 mm钢管打入地下,脚手管斜撑进行打顶,里边用φ16 mm对拉螺栓加固。
(3)混凝土施工及温控措施。环形炉基础承台浇注选用2台泵车从基础的同一点开始,沿圆周方向相向浇注,然后在最后一点闭合。每台泵车浇注1/2弧,每台泵车站位于1/4弧处,各挪动一次浇注完成。浇注采用斜面分层、逐层振捣,振捣工作从浇注层的下端开始逐渐上移,实施快插、慢抽、缓移动的原则,避免漏振、过振。
为控制大体积混凝土温度收缩裂纹,对混凝土配合比进行调整,采用水化热低的矿渣水泥,掺外加剂、粉煤灰等;加快浇注速度,防止产生离析分层现象;基础混凝土要求连续浇注,为保证施工中不留泠缝,在混凝土中掺缓凝剂,将初凝时间控制在10~12 h;浇注完毕后及时覆盖塑料布一层、毛毡二层,根据测温记录控制温差在25℃以内,降温速度≯1.5℃/d,拆模后应立即回填土,防止混凝土晚期裂缝。
在基础的不同部位和原度放置测温点,测温元件采用粗钢筋固定,将测温元件所用电线缠绕在钢筋上,将测温元件的电极头根据埋设位置布设好,再用隔热效果好的岩棉片将测温元件的电极头与钢筋隔开固定好。在浇注混凝土之前将测温元件按位置固定好。混凝土浇注完12 h后,开始测温并做测温记录。混凝土内部温度与表面温度及天气温度同时测试,如发现内外温差>25℃或降温速度>1.5℃/d时要及时采取措施。
框架柱施工
环形炉框架柱截面900 mm×900 mm,在承台施工时柱主筋按设计要求进行预插,柱主筋连接采用电渣压力焊,模板采用光滑面多层板。
电渣压力焊工艺
(1)引弧过程。用焊接机头将上下钢筋的待焊接端部夹紧并保持两钢筋的同心度,在接合处放置直径≮1 cm铁丝圈,使其与两钢筋端紧密接触,然后将焊剂灌入熔剂盒内,封闭后,接通电源,引燃电弧。
(2)电弧过程。引燃电弧后,产生的高温将接口周围的焊剂充分熔化,在气体弧腔作用下,使电弧稳定燃烧,将钢筋端部的氧化物烧掉,形成一个渣池。电弧过程通电时间为18 s。
(3)电渣过程。当渣池在接口周围达到一定的深度时,将上部钢筋徐缓插入渣池中,此时电弧熄灭,进入电渣过程,此过程通过渣池的电流加大,由于渣池电阻很大,因而产生较高的电阻热,使渣池温度可升至2 000℃以上,将钢筋快速熔化。电渣过程通电时间为6 s。
(4)顶压过程。当钢筋端头均匀熔化到一定量时,立即进行顶压,将熔化的金属和熔渣从结合面挤出,同时切断电源,顶压力为250 N。
施工完电渣压力焊接头,去掉渣皮逐个进行外观检查,焊包应均匀,凸出钢筋表面的高度≥4 mm。同时每300个钢筋接头随机切取3个试件做拉伸试验,试验结果不得低于Ⅱ级钢筋的抗拉强度标准值。
柱模支设与混凝土浇注
由于框架架柱为清水混凝土,观感质量要求高,模板选项用高洁面的多层板,柱角用三角木条,三角条一边加工成内弧形,使柱角浇注完后呈圆弧形,既美观,又防止由于柱角处混凝土振捣不密实,发生撞损破坏的现象。
模板支设除了采用外箍法外,增加了对拉螺栓,上下间距600 mm,对拉螺栓在柱内部套φ18 mm的PVC管,在浇注完混凝土后对拉螺栓取出可重复利用。
框架柱浇注高度在距高架基础板底150 mm,浇注过程中要保证混凝土保护层厚度30 mm,混凝土浇注时要派人观察模板及支撑,如出现异常,应立即停止浇注,进行补强加固。浇注并拆模后的框架柱用干水泥将柱面的小气孔擦拭封堵。
高架基础施工
环形炉基础高架部分为圆形板式结构,混凝土表面有高低差。放射状、圆弧形钢筋绑扎,侧模支设,混凝土浇注等同桩承台。高架基础的关键在于预埋螺栓盒及铁件定位。
预留螺栓盒及铁件定位
环形炉基础的定位放线(十字中心线)必须依据桩位图给定的坐标进行引测,根据图纸定出环形炉的中心点,该中心控制点基础单独施工,预埋不锈钢作为永久控制点使用。同时在其上方制作一个测量用平台。
高架弧形设备基础定位放线中最重要的一环就是地脚螺栓盒的定位与线架设置。为了确保环形炉平台上螺栓盒安装的准确性,沿环形炉基础圆弧内外侧设置线架,在线架处作混凝土基础,表面上埋设铁件用来固定线架立柱。线架立柱采用工字钢,间距2 m,环形线板用槽钢,对角线上的立柱必须在同一条直线上。螺栓盒的定位采用极坐标定位,弦长检查的双控手段,即根据图纸所示的极角和极径,用测量仪定出位置,然后利用三角函数关系计算出相邻螺栓夹角所对的弦长,依照所得数据用钢尺检查。
在安装螺栓盒前,首先检查螺栓线架的刚度和稳定性,根据图纸螺栓是以组为单位的,所以螺栓盒安装要以每组进行。先计算出一组螺栓盒的位置,把测量仪器固定好,将该组中每个螺栓的位置用红铅笔划在槽钢上,用钢锯条割出痕迹,再用仪器重新检查一次,准确无误后,将钢丝挂在线架上,螺栓盒依据钢丝定位固定。其他组螺栓以此顺序安装。
基础交付安装
环形炉高架基础施工完毕,按照方案将模板拆除,混凝土基础表面弹设竣工轴线并进行复测,做工序交接,交付环形炉设备安装。
结语
通过天津钢管集团公司460大型钢管厂环形炉基础的施工分析,综合应用了大体积混凝土温控技术、高架结构支撑计算、弧形模板支设、电渣压力焊技术以及PHC管桩施工等技术并在某些方面进行了探索与创新。
(1)大体积混凝土内部测温技术,由原来混凝土中预埋管,用玻璃温度计测量,改为热电耦与数字测温计相配合的监测技术,做到了信息化管理,达到预期效果。
(2)弧形钢筋绑扎采用了定形卡具,弧形异形模板采用了定型预制木模,节省了劳动力,提高了工作效率。
(3)圆形基础预留螺栓孔的高精度测量,保证设备安装顺利进行。
(4)电渣压力焊工艺是竖向钢筋接头中的应用,比其他如气体压力焊、锥螺纹机械连接、电弧焊等缩短了时间,加快了进度,同时保证了工程质量。
(5)PHC管桩采用锤击方式并按合理顺序施工,减弱了土体因打桩承受的应力,防止周围的基础位移,从而保证了各工序、各基础同步施工。
[1]江正荣.大型设备基础施工技术[M].北京:中国建筑工业出版社,1997.
[2]江正荣.2005年建设部重点推广建筑业10项新技术应用手册[M].天津:天津电子出版社,2005.
[3]建筑施工手册编写组.建筑施工手册[M].北京:中国建筑工业出版社,2003.
TU745.7
C
1008-3197(2010)06-20-03
2010-11-03
张鹏飞/男,1974年出生,工程师,中冶天工渤海分公司技术中心,从事建筑工程技术和管理工作。
