2100LB电铲驱动轮的国产化开发
2010-08-31易剑辉叶喜平
易剑辉,叶喜平
(江西铜业集团公司德兴铜矿,江西德兴 334224)
2100LB电铲驱动轮的国产化开发
易剑辉,叶喜平
(江西铜业集团公司德兴铜矿,江西德兴 334224)
主要介绍 2100LB电铲驱动轮在国产化开发过程中的铸造及热处理工艺参数。采用该工艺,国内自主生产出了符合电铲驱动轮要求的质量与机械性能的产品。
电铲;驱动轮;铸造;热处理;机械性能
在 2100LB电铲的行走机构中,驱动轮是其关键部件。长期以来,该部件一直受到外国原厂家的垄断,不仅价格昂贵,且供货周期长。针对这一现状,公司从长远着手,决定对其进行国产化开发。
驱动轮作为电铲行走机构的关键部件,要求其具有优良的机械性能及较高的硬度和耐磨性;且要求拥有较高的尺寸及精度要求;同时,由于它是高锰钢铸造,存在加工硬化严重、切削温度高、切削力大、断屑困难、尺寸精度不易控制等问题,因此我们决定采用组合方式来生产驱动轮:先将轮缘铸造成型,而轴套则锻打后金加工完成后焊接组合而成。通过成熟的热处理工艺能够确保产品所需求的尺寸精度和机械性能。
1 结构特点及材质分析
该件 (图 1)形状非常复杂,直径达到Ø1320mm,厚度为394mm。尺寸公差为 ±3mm。
同时每个侧面的 13个驱动凸起要保持在行走时同步驱动履带板,所以对其的尺寸精度要求很高。由于该铸件的壁厚相差较大,在铸造及淬火过程中产生的热应力大,易于产生裂纹。铸造缺陷还须在调质前进行补焊,以获得要求的机械性能和硬度指标。机械性能指标见表 1。
我们采用的是组合方式,为了保证轮缘具有良好的耐磨性和硬度,根据公司实际情况,我们使用的是高锰钢材质选用 ZG Mn13Cr Mo,轴套采用低碳合金钢 35Cr Mo,方便后期的金加工,最后焊接连接而成。由于是采取组合的方式,所以在两个零件预留焊缝坡口,坡口形式如图 1所示。因为是采用的是两种材质,要特别注意焊接及热处理工艺的选择。

表 1 驱动轮的机械性能
2 轮缘的铸造工艺设计
2.1 确定铸造工艺方案
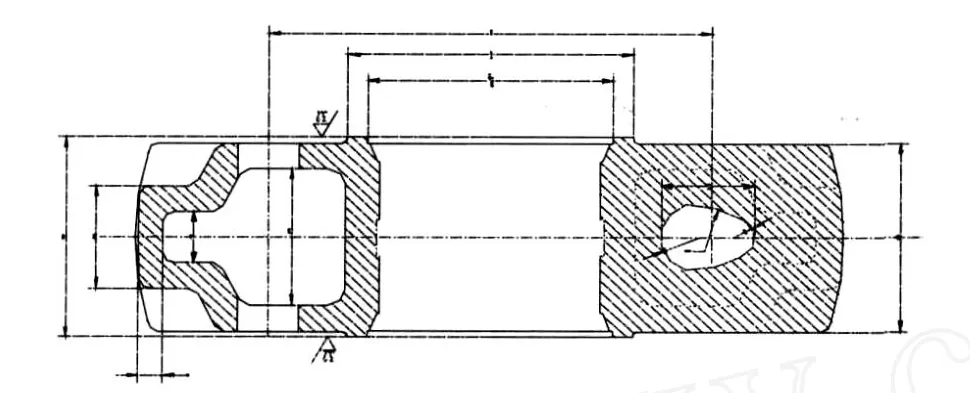
图2 轮缘结钩
轮缘结构形式为(图 2)据其结构特点及严格的尺寸精度要求,轮缘采用水平分模、实样造型的工艺方案。此方案的特点为:对开分模,上、下型都由实样形成,泥芯最少,易保证铸件的尺寸精度;分型面是平面,上、下型高度适中,易于起模;可实现坐标模板定位,能够有效的防止偏箱,这样可以保证铸件毛坯两面对称度高,驱动轮行走时可以同步驱动履带板。
2.2 工艺参数的选择[1]
轮缘采用的是高锰钢 ZG Mn13Cr Mo材质,熔点约为 1400℃。根据其壁厚值大小确定其浇注温度为 1420℃~1480℃。按照该件结构、材质的物理性质以及造型材料等综合因素的影响,选择其线收缩率为2.2%。
2.3 造型材料[2]
为了保证铸件的尺寸精度,提高其表面质量,我们选用镁橄榄砂作为型砂,镁橄榄砂为原砂是因为其高温化学稳定性好,在烘干及浇注过程中不会产生相变。同时该型砂蓄热系数大,耐火度高,可以提高逐渐的表面质量,并可细化晶粒,提高机械性能;而且该型砂属中性材料,不会产生化学粘砂。同时我们选用七O砂为芯砂,因为其可以保证芯砂的退让性,防止在凝固收缩过程中受阻而使铸件产生裂纹。
2.4 浇、冒口的设计[3]
轴套部分采用锻压工艺成型,这里主要介绍轮缘部分浇注系统的设计。
为保证铸件的内部质量,必须有足够的铁水进行补缩及畅通的补缩通道。如果补缩不好,将造成机加困难和不能达到使用要求。
用模数法计算:
M件 =ab/2(a+b)=99.4cm
式中:a为轴头处壁厚,a=394mm;b为轴头处高度,b=520mm;M冒 =KM件 =12.4cm;K为系数,取 K=1.25。
根据冒口的模数定制冒口的具体尺寸。中间采用 2个保温冒口,轮缘再放置 12个保温冒口。
中间的 2个冒口为点注冒口,用热节圆法计算,该处最大热节点的热节圆直径D=95mm。则:
Ø冒=KD=190mm
其中:K取 2.0。
轮缘冒口直径计算得出 Ø=180mm。
2.5 轮缘的热处理[4]
由于轮缘部分采用的是高锰钢 ZG Mn13Cr Mo材质,采用水韧处理,根据轮缘的大小以及厚度,设计的热处理工艺见图 3。经过水韧处理后,对轮缘的各项机械性能及硬度指标检测,所有指标均达到要求,因此这个热处理方式是能够满足要求的。
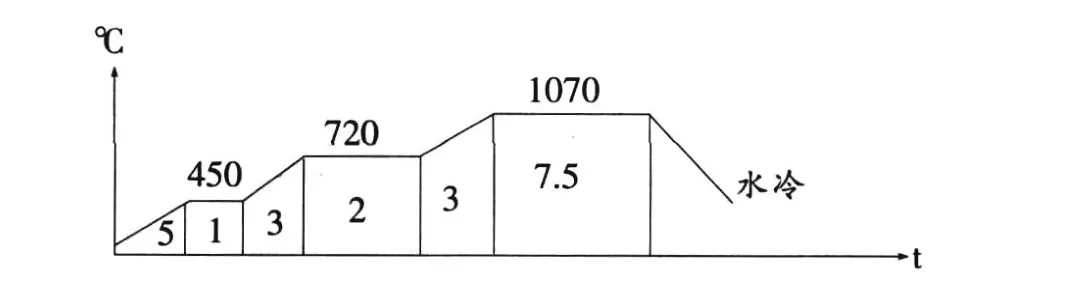
图 3 轮缘热处理工艺图
3 轴套的制作
轴套(图 4)是连接电铲驱动轴的主要受力部分,它需要具有良好的强度、韧性以及抗疲劳强度等机械性能,根据公司情况采用的是 35Cr Mo,为了满足轴套所需要的强度、韧性以及抗疲劳强度等性能,特采用先经过锻打,然后经金加工达到尺寸要求后进行调质处理,其调质处理工艺为:调质处理860℃,并保温 2~3h,然后油冷、回火。经过检测,轴套的机械性能符合要求。
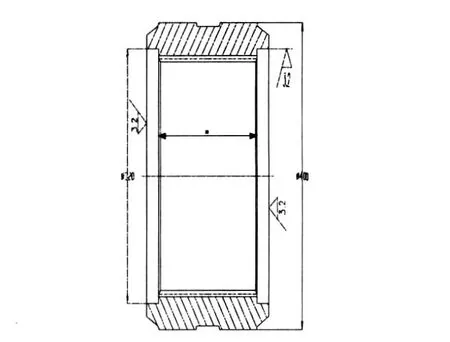
图4 轴套结构
4 工件的组合焊接
由于轮缘材质为 ZG Mn13Cr Mo,而轴套材质为35Cr Mo,属于异种金属的焊接,焊接难度比较高,应采取必要的方式使焊接性能符合要求。为了满足要求,轮缘与轴套采用过盈配合,在装配时,现将轮缘加热后将轴套安装进去。
在选择焊接方式时,考虑到时异种金属的焊接,而且工件对焊后的强度、抗疲劳度要求比较高,因此在焊接前,进行预热处理,而焊接坡口则选用U形坡口。为了保证焊接性能,我们采取了用不锈钢焊条在焊接坡口处打底,厚度为 5mm左右的底层,最后焊接选用 J506焊条,J506焊条该焊条具有焊缝成型美观、电弧稳定性好、飞溅小、脱渣容易、熔深适中等优点[5],尤其适用于全位置焊接,焊条堆焊层能有效地承受恶劣工况下高硬度磨料磨损和高应力接触疲劳磨损[6]。焊接完成后经过无损探伤,焊缝无缺陷。对其化学成分的检测符合驱动力的要求,机械性能满足。
5 结语
应用该工艺我们成功生产出了铸件表面质量好、化学成分达标、机械性能优良、尺寸和位置精度均达到技术标准要求,整体产品焊接后经过超声波探伤无缺陷,机械性能也满足要求。
(1)对于厚大截面的铸件,合理设计冒口、浇注系统,控制浇注温度,保证铸件在冷却凝固过程中有足够的钢液补充,是防止产生缩孔、缩松的重要措施。
(2)对不同的材质采取不同的热处理工艺,保证零件良好的机械性能。
(3)在异种金属焊接过程中,在选用焊条,工艺参数要根据两种材质的特性而选用正确的焊接工艺。
(4)实践证明,所采取的工艺措施可靠、工艺参数选定合理。
REFERENCES
[1] 张明之,韩丙告.铸造词典[M].北京:中国农业机械出版社, 1987.
[2] 刘喜俊.铸造工艺学[M].北京:机械工业出版社,1999.
[3] 施延藻.铸造实用手册 [M].沈阳:东北工业学院出版社, 1988.
[4] 张玉庭.简明热处理工手册 (第二版)[M].北京:机械工业出版社,1998,9:270-273.
[5] Buck Schevo,肖世航.用于连接异种金属的工业焊接技术[J].兵器材料科学与工程,1985,(10).
[6] 李益祖.关于异种金属焊接的评述 [J].锅炉技术,1986,(6).
Localization development of drive wheel of 2100LB electrical shovel
YIJian-hui,YE Xi-ping
(Dexing CopperMine of JCCL,Shangrao,Jiangxi,334224)
This paper introduces the casting and heat treatment parameters of the localization of drive wheel of 2100LB electrical shovel,which turns out that domesticmanufacturer is also capable ofmaking quality drivingwheelproduct to meet requiredmechanical perfor mance.
Electrical shovel;Drivingwheel;Casting;Heat treatment;Mechanical performance
book=63,ebook=68
TD422
B
1009-3842(2010)02-0063-03
2010-02-04
易剑辉(1979-),男,江西宜丰人,本科,工程师,主要从事电铲的现场维护工作。E-mail:yjhisfly204@sina.com
