水工金属结构焊接接头疲劳强度的分析
2010-08-29孔小青
孔小青
中国水利水电第十一工程局有限公司,河南郑州 450000
水利水电工程的金属结构包括压力钢管、钢闸门和各种设备的启闭设备。根据大量的统计资料表明,由于疲劳而失效的金属结构,约占失效结构的90%,如弧形钢闸门支臂运行时的断裂,平板钢闸门吊耳板的疲劳断裂以及压力钢管的疲劳爆裂等事故。因此,提高焊接质量,消除焊接缺陷对减少水工金属结构疲劳事故的发生有着非常重要的意义。
1 疲劳裂纹源分类
疲劳裂纹源区大致分一下几个方面:1)有缺陷的材料表面或次表面;2)材料冶金质量或焊接弧坑冶金质量,如非金属夹渣、气孔、弧坑裂纹等;3)电弧划痕;4)内部空洞;5)刀痕,如加工伤等。
2 疲劳断裂的过程
在水工金属结构中焊接接头中,不仅有应力集中,而且这些接头更容易产生焊接缺陷,同时焊后的焊道残余应力以及弧坑所形成的冷热和延迟裂纹也比较高在交变载荷的作用下,构件或接头从疲劳裂纹源处都可出现宏观或者微观的上的塑性变形,在交变应力的作用下会在某些部位的局部地区产生微观和宏观裂纹,这些裂纹裂纹进一步扩展到最后的断裂区域。就会引起破断,由此可见疲劳断裂过程一般有3个阶段所组成。
1)疲劳裂纹源的激活:在疲劳裂纹源处由于外载荷的影响起到了导火索的作用,从而在应力集中产生初始疲劳裂纹源;
2)疲劳裂纹的稳定扩展阶段:疲劳裂纹的稳定扩展过程,在这个过程中在交变载荷的继续作用下,每一次的应力作用都将加深裂纹的扩展;
3)疲劳断裂阶段:疲劳裂纹在循环载荷的不断作用下,不断向前扩展,当进一步扩展到最后断裂区域后,就可造成构件断裂。
因此疲劳断裂的特征是:1)需要多次加载;2)疲劳裂纹扩展缓慢,具有一定的隐蔽性,有时需长达数年或数10年,在此方面尤其应该引起注意;3)疲劳断裂一般从应力集中处开始,在焊接接头处断裂。
3 影响焊接接头疲劳强度的因素
在水工金属结构的实际应用中,如果交变载荷的数值和方向变化频繁时,即使载荷的数值比净载强度极限小的多,甚至比材料的屈服极限低的多,构件仍然可能遭到破坏。由此可见焊接接头的疲劳破坏的范围广,破坏性大。
1)应力集中的影响
焊接结构中不同的焊接接头形式和形状,由于在接头部位具有不同的应力集中,就可能对接头的疲劳强度发生程度不同的不利影响。
(1)搭接接头的的疲劳强度是很低的,因为它相对于疲劳强度较高的对接接头来说,强度被大大削弱,只有其一半。
(2)丁字和十字接头,由于在焊缝向基本金属过渡处有明显的截面变化,其应力集中系数比对接接头的高,因此其疲劳强度远低于对接接头,未开坡口的角焊缝的十字接头,当焊缝传递工作应力时,其疲劳断裂发生母材与焊缝趾端交界处和焊缝上的薄弱环节上。
(3)对接接头由于形状变化不大,因此应力集中比其他接头形式要小,只是焊缝加强高和过渡角处会使接头疲劳强度下降。
2)截面尺寸、表面状态的影响
(1)当截面的形状不规则或截面不是平滑过渡时,经过应力循环后尖锐过渡处经历一次锐化,再钝化,然后再锐化的循环过程。裂纹在交变载荷的作用下,不断向前扩展到一定程度后,结构即进入断裂阶段。
(2) 若对焊缝表面进行机械加工,应力集中程度将大大减小,对接接头的疲劳强度也相应提高。
3)增加载荷的情况
通常情况下对焊接接头在设计制造过程中遵循一定的载荷分析和安全系数。当交变载荷无论是力的增加或者载荷方向的增加或改变,都将改变焊接接头疲劳强度的大小。
4)周围介质的影响
(1)焊接结构件只要处于周围的环境中,不免都要受到酷暑严寒、风吹雨淋以及腐蚀介质影响。但最终的微观作用归结为化学应力腐蚀(Stress Corrosion Cracking)简称SCC,这是目前非常普遍而又十分复杂的问题。它涉及到力学、电化学、金属物理、焊接性能等多方面的学科。
(2)金属材料并不是任何腐蚀介质中都产生应力腐蚀裂纹,材质与介质有一定的匹配性,也就是某种材料只有在某种介质中才产生SCC。对于纯金属一般不产生SCC,只有合金(即使含有微量的合金元素)在某种介质环境下才产生。此外介质的温度、浓度、腐蚀性强弱等,对SCC的产生与扩展也有影响。
(3)电化学应力腐蚀加交变载荷后开裂机理
①阳极腐蚀开裂,它的腐蚀在应力作用下,阳极发生M+-溶解,即金属以离子状态溶入介质:
M → M+-+e
②阴极氢脆开裂,与阳极腐蚀开裂同时发生,电子e在金属内部直接从阳极流向阴极(即金属表面)。如果金属表面存在介质中的H+-,那么电子e与H+-结合成氢原子H,即:
H+-+ e → H
根据化学原理,在此系统中必然有电流导通,同时在交变载荷的作用下,腐蚀应力和外载应力同时作用,这样就形成了:源裂纹 → 应力裂纹 → 腐蚀裂纹 → 应力裂纹的循环过程,这就更加改变焊接接头疲劳强度的大小。
5)接头部位近焊缝区性能的改变
(1)焊接过程中近缝区金属性能的变化对接头疲劳强度的影响也是很大的。焊接热影响区的组织分布是不均匀的,这是由于在焊接线能量的影响下距离线能量中心的远近造成了热影响区组织分布的不同。
(2)从焊缝中心(线能量中心区域)到母材划分以下几个区域:焊缝金属 → 熔合区 → 粗晶粒区(过热区) → 晶粒区(相变重结晶区)→ 不完全重结晶区 →时效脆化区 → 母材。
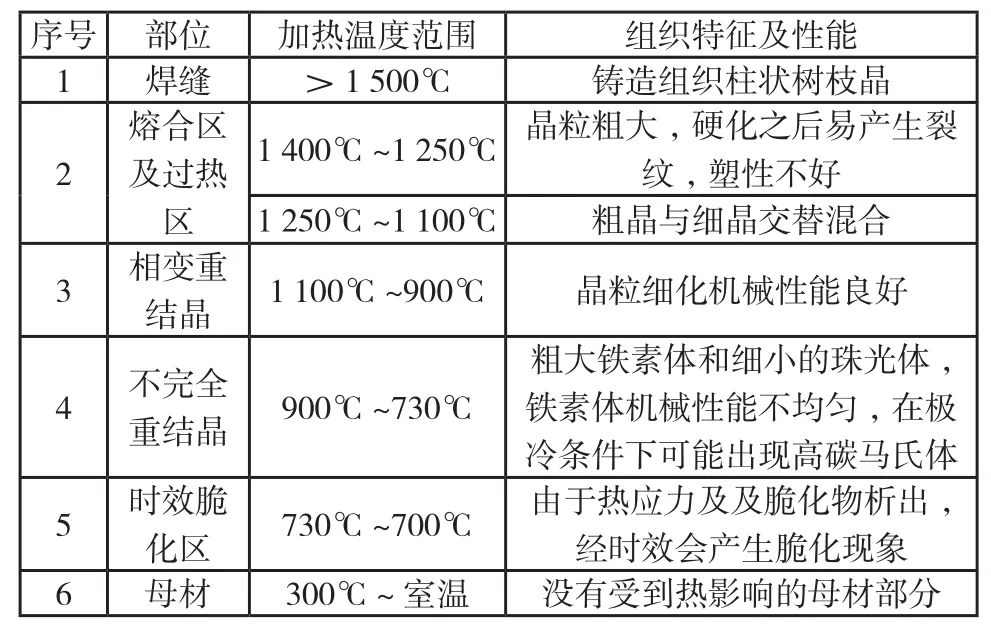
焊缝热影响区的组织分布特征及性能
(3)不同热影响区的硬度变化,实际是不同部位不同金相组织性能的反映。因此这与焊接材料和母材的成分以及焊前、焊中、焊后的温度条件有很大的关系。
6)焊接残余应力及缺陷的影响
焊接残余应力对焊接接头疲劳强度的降低起到了内因激化作用。同时焊接缺陷的影响也是不可低估的。
(1)表面缺陷比内部缺陷影响大;
(2)未焊透、未熔合、裂缝比圆形缺陷(如气孔)影响大;
(3)缺陷受力方向与作用力垂直的影响比其他方向大;
(4)位于残余拉应力内的缺陷比位于残余拉压力内的缺陷影响大;
(5)位于应力集中区内的缺陷比在均匀应力场中的同样缺陷影响大;
(6)当缺陷对材料的敏感度高时,那么它的影响高于其他缺陷。
4 提高焊接接头疲劳强度的措施
4.1 焊接接头的设计(结构设计)
不合理的结构设计不但难于制造,而且提高生产成本,同时也可能降低焊接接头的承载能力和使用寿命。
4.2 母材及焊接材料的选择
选择材料必须根据结构接头的使用要求,如强度、耐腐蚀、耐高温等。选择对各种缺陷综合敏感度较小的材料(即材料的可焊性),如果选用的母材及焊接材料不当,同样会导致接头的早期破坏。
4.3 从焊接接头的工艺措施上考虑
焊接接头的施工工艺措施主要是为了减少应力集中和尽量消除焊接过程层间的残余应力,从而提高疲劳强度。从几方面来注意:焊缝形状平滑过渡,采用连续焊比断续焊缝有利;尽量少采用角焊缝,当不得已采用时必须采取综合措施,如角接板的形状和机械加工端部;制定合理的工艺规程,如焊前加热、焊接线能量、焊接顺序和焊中与焊后的消应力捶击处理等。
4.4 机械加工和表面强化处理
用表面机械加工的方法,消除焊缝及其附近的刻槽,可以降低构件的应力集中程度。在焊接接头处用风锤敲击、用小轮挤压或喷丸处理。这样处理后不但材料表面形成压应力,而且材料局部加工硬化,可很大提高焊接接头的疲劳强度。
4.5 焊后热处理
焊后热处理不仅可以提高焊接接头的疲劳强度,而且可以降低冷裂、脆断倾向,同时也可以降低腐蚀裂纹的倾向和改善接头的组织。局部热处理可以采用火焰、红外、电阻、感应等加热方式。
4.6 焊后表面处理
通过表面涂覆、表面改性或多种表面技术复合处理,改变固体金属表面或非金属表面的形态、化学成分和应力状态,以获得所需表面性能的系统工程。
l)在喷涂前必须严格基体金属表面的处理,进行脱脂净化和喷射处理,达到规范规定的清洁度和粗糙度;
2)经表面处理,并进行检查合格后进行金属热喷涂处理;
3)最终根据设计需要在结构表面涂刷保护漆。水工金属结构涂料涂装常用涂刷、滚涂、压缩空气喷涂和高压无气喷涂四种施工方法。
5 结论
随着国内水电事业的不断发展, 近年来水工金属结构疲劳断裂事故,仍然不断发生,而且随着各种水电站的大量投入还有所增加。因此,从安全角度出发,我们更应对它投入大量的人力、财力、物力去重视、去研究。
