有机工质低温余热发电系统理论分析
2010-08-23魏连友
□□魏连友
有机工质低温余热发电系统理论分析
TTheoretical Analysis of Low Temperature Organic Waste Heat Power Generation
□□魏连友
针对水泥、钢铁及冶金等工业生产过程中产生的150~350℃左右的废气余热,采用有机工质并结合螺杆膨胀机进行余热发电系统理论计算,通过分析比较可知:对于水泥工业生产过程中产生的350℃左右废气余热,适宜采用目前常规的以水为工质的汽轮机余热发电系统;对于有机工质,目前适宜采用低过热度汽轮机余热发电系统;对于150~250℃左右废气余热,有机工质余热发电系统更具优势,其中针对不同温度范围,最佳工质不同:废气温度250℃左右时,戊烷较好;废气温度150℃左右时,考虑工质环保安全等因素,R245fa较好。
纯低温;双循环;有机工质;余热发电
1 前言
能源是人类赖以生存和发展的重要物质基础,能源使用效率的高低已成为一个部门、一个行业乃至一个国家技术进步的重要标志。当今世界,能源短缺日趋严重,节能问题尤显突出。节约能源甚至被喻为继煤炭、石油、天然气和水电之后的“第五种常规能源”或“二次能源”。因此,积极开发有效可靠、经济实用的节能新技术已成为世界各国经济发展中的一大重要课题。
在国外,以色列奥马特公司首先利用有机工质针对水泥、钢铁等工业生产过程中产生的150~350℃低温废气进行余热发电,其技术被美国、德国、日本、俄罗斯等国家引进。目前,我国水泥行业的余热发电,主要利用窑头、窑尾350℃左右废气,采用低温汽水发电机组进行余热发电。本文针对余热资源适用温度范围更广的有机工质纯低温余热发电系统进行理论分析,并结合螺杆膨胀机做进一步讨论。
2 有机工质纯低温余热发电系统特点
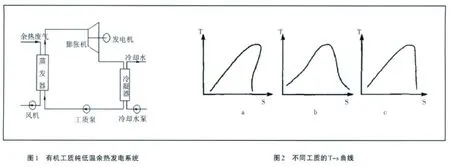
如图1所示,有机工质低温余热发电系统,以低沸点有机物为工质,通过蒸发器回收废气余热,产生一定温度压力的有机质蒸气,推动膨胀机,带动发电机发电或输出动力,乏气在冷凝器中冷凝,由工质泵输送至蒸发器,完成一个循环。
2.1 有机工质T-s曲线特点
如图2所示,工质饱和蒸气曲线通常为三种形式,如图2a曲线斜率为正,例如R113、丁烷、戊烷等有机物;如图2b曲线斜率为负,例如水、氨等;如图2c曲线斜率接近无穷,例如R11。

2.2 有机工质朗肯循环特点
目前,水泥与钢铁行业中广泛采用的余热发电机组,均以水为工质,如图3中循环a-e-d-c-b所示。随着工质膨胀做功,过热度逐渐减小,所以,为避免汽轮机末级叶片“液击”,工质必须在蒸发器出口具备较高过热度(≥70℃)。相比有机工质,如图3中循环a-e'-d'-c'-f'-b'所示,随着工质膨胀做功,干度逐渐增加,因此,只需在蒸发器出口具备较低过热度即可,约为5℃左右。综上所述,由于有机工质无需较大的过热度,所以在相同热源与膨胀机出口状态下,可以获得较高的蒸发温度与压力,蒸气初参数的提高,有助于提高系统发电性能。
3 有机工质余热发电系统分析
国内现行水泥窑低温余热发电系统,主要利用窑头360℃、窑尾330℃废气,以汽轮机为膨胀机,采用汽水发电机组,本文针对相同余热资源,分析采用有机工质及螺杆膨胀机余热发电的系统并与原系统比较。
3.1 工质选择
(1)工质临界温度应与余热温度相近,最好略高于余热温度。工质获得较高蒸发温度的同时,不会因为超过临界温度,而对机组设备提出过高的要求。
(2)工质标准气压对应的饱和温度应尽量接近环境温度。有机工质余热发电系统膨胀机排气压力一般略高于标准气压,因此对应压力下较低的饱和温度,可以降低冷凝温度,有助于提高系统发电能力。
综上所述,有机工质物性应尽量满足针对发电系统提高初参数,降低终参数的要求。本文选择环己烷、甲苯、正己烷、R113及庚烷进行理论分析。
余热资源:以产能5000t/d水泥窑为例。
窑头余热废气参数:360℃-220000m3(标)/h(篦冷机中部取风)。
窑尾余热废气参数:330℃-340000m3(标)/h,为保证窑尾生料烘干用热,余热锅炉排烟温度应高于200℃。
3.2 不同工质余热发电系统分析
以汽轮机为膨胀机,进行有机工质与气水余热发电系统比较,计算结果如表2所示。有机工质大幅提高了蒸发温度,降低了工质与热源之间的传热温差,减小了热源损失。分析原因:一方面根据有机工质饱和蒸气曲线特点,汽轮机进口无需较大过热度,另一方面有机工质气化潜热较小,所以蒸发温度较高时,同样能够满足换热器中结点温差的要求。
有机工质汽轮机出口温度远高于气水系统,提高了工质与冷源之间的传热温差,增大了冷源损失,且随着过热度的增加,发电性能逐渐下降。分析原因:系统采取背压运行,同时工质标准大气压饱和温度较高,所以导致排气温度较高。

表1 不同工质物性

表2 不同工质余热发电性能比较(单压无补气)


表3 不同膨胀机发电性能比较(单元无补气)

表4 有机工质螺杆膨胀机余热回收系统分析
综上所述,针对水泥工业余热利用,有机工质汽轮机发电机组虽然提高了系统初参数,但同时由于终参数的提高,导致发电性能不如目前常规采用的以水为工质的汽轮机机组。
3.3 不同膨胀机余热发电系统分析
如图4所示,a-e-d-c-b为汽轮机朗肯循环,a-d'-c'-b'为螺杆膨胀机朗肯循环,二者相比,由于螺杆膨胀机不存在湿蒸气液击问题,所以可以直接利用气液混合工质膨胀做功。
计算结果如表3所示,以水为工质的螺杆膨胀机系统,由于无需过热,所以可以通过提高工质蒸发温度,而提升系统发电能力。但由于工质气化潜热较大,为满足蒸发器中结点温差的需要,蒸发温度提高幅度很小,所以系统发电能力提升有限。
3.4 有机工质螺杆膨胀机余热发电系统分析
通过前述分析,有机工质可以提高系统蒸发温度,螺杆膨胀机可以不考虑过热度而在两相区工作,因此考虑将二者结合使用。
计算结果如表4所示,对于有机工质螺杆膨胀机系统,随着干度的增加,发电性能逐渐提高,与表2比较可知,膨胀机排气温度:螺杆膨胀机(干度0)<螺杆膨胀机(干度1)<汽轮机;发电性能:螺杆膨胀机(干度0)<汽轮机<螺杆膨胀机(干度1),进一步比较可知,汽轮机与螺杆膨胀机(干度1)发电性能相近。因此,在目前螺杆膨胀机设计生产尚不成熟的客观条件下,对于有机工质,适于采用低过热度汽轮机余热发电系统。
综合3.2至3.4节计算结果,所选有机工质与水相比,由于单位质量做功能力较低且膨胀机出口状态较高,所以发电能力较差,因此,对于水泥窑350℃左右的废气余热,更适宜采用目前常规的以水为工质的汽轮机余热发电系统。
3.5 低温余热有机工质余热发电系统分析
工业生产中350℃左右的中温废气余热是有限的,而水泥、冶金及石油化工产业中150~250℃左右的中低温废气余热则更为广泛,因此,本文主要针对更低温的废气余热发电系统展开分析。

?

表6 不同工质余热发电性能比较(单压无补气)

表7 不同工质物性

表8 不同工质余热发电性能比较(单压无补气)
3.5.1 250℃废气余热发电系统分析
为方便讨论,选择水泥工业废气作为余热发电系统热源,余热锅炉进口废气温度250℃。
(1)工质选择
根据3.1节工质选择的要求,选择异己烷、异戊烷及戊烷作为余热发电系统工质。
(2)余热发电系统分析
根据3.4节分析结论,选择低过热度汽轮机余热发电系统。
计算结果如表6所示,由于水气化潜热较大,所以为满足蒸发器中结点温差的要求,蒸发温度只能设定在100℃左右。通过理论发电效率比较可知,由于有机工质较高的蒸发温度及与水相近的汽轮机出口状态,所以发电性能显著优于水,其中以戊烷最佳。
3.5.2 150℃废气余热发电系统分析
为方便讨论,选择水泥工业废气作为余热发电系统热源,余热锅炉进口废气150℃。
(1)工质选择
根据3.1节工质选择的要求,选择异己烷、异戊烷及戊烷作为余热发电系统工质。
(2)余热发电系统分析
根据3.4节分析结论,选择低过热度汽轮机余热发电系统。
计算结果如表8所示,对于150℃左右的废气,已无法采用水作为余热发电系统工质,而有机工质依然能够保证理论发电效率16%左右,具有实用价值。同时,R245fa作为一种新型环保安全工质,更适宜在超低温余热发电系统中推广使用。
4 结论
(1)对于水泥工业生产过程中产生的350℃左右废气余热,更适宜采用目前常规的以水为工质的汽轮机余热发电系统。
(2)对于有机工质,目前适宜采用低过热度汽轮机余热发电系统。
(3)对于150~250℃左右废气余热,有机工质余热发电系统更具优势,废气温度250℃左右时,戊烷较好;废气温度150℃左右时,在考虑工质环保安全的基础上,R245fa优势明显。
book=0,ebook=58
TQ172.625.9
:A
1001-6171(2010)05-0097-04
2010-07-13;编辑:吕 光