机器人外轴替代法在自动涂装业的应用
2010-08-23赵之坚荣海东
赵之坚,苗 宏,蔡 鹏,荣海东
ZHAO Zhi-jian1,MIAO Hong2,CAI Peng1,RONG Hai-dong3
(1. 三一电气有限责任公司,北京 102206;2. 哈尔滨工业大学 深圳研究生院,深圳 518055;3. ABB(中国)有限公司,北京 100016)
0 引言
随着科技的发展,近十年喷涂机器人在工业现场已呈现出广泛使用的趋势。由于使用机器人喷涂均匀性好,重复精确度远远高于人工,因此避免了手工喷涂人员因技术、情绪、体力等因素造成的产品质量缺陷,使工件喷涂质量有了根本性的保障。由于喷涂作业属于有害作业,采用机器人作业可大大降低工人的劳动强度,提高生产效率,同时由于机器人在喷涂过程中流量、扇面、雾化的大小均可随时调整,可大大减少油漆的损耗,提高油漆的利用率。
机器人系统由机器人机械本体、控制系统、示教器和应用软件等组成。机器人机械本体采用六轴关节式结构。 控制系统采用奔腾级及更高性能CPU和全数字式信号通讯方式,能够控制机器人机械本体的六个轴,还能扩展两个个外部轴。工件本身体型较大导致需要机器人机械本体需要实现行走,或是工件本身需要实现回转动作时,机器人厂商推荐的实现方案有给六轴机器人配置外部轴的方式。但使用外部轴的实施方式在的成本方面不够经济,本文介绍了一种采用伺服电机的方式实现机器人机械本体的移动行走和工件本身的回转等动作,以替代给六轴机器人配置外部轴的实现方式。这一替代方法在多个企业的自动喷涂系统中获得了应用。
1 系统构成及工作原理
本文介绍的喷涂系统通常由喷涂机器人,直线行走装置或工件回转机构和供输漆系统等几部分组成。系统构成见图1。

图1 系统构成图
1.1 喷涂机器人简介
选用ABB公司的IRB540型喷漆机器人。IRB 540是一款面面兼顾、结构精简的机器人,配备独创的专利技术FlexWrist(柔性手腕),十分方便人工编程(点到点、连续路径)。该机器人能稳定保持出色的涂装质量并防止过喷,减少原料耗用和浪费。
1.2 直线行走装置的驱动系统
采用交流伺服系统,驱动器本身带控制,可以对移载机构的运动速度和运动距离进行设置,以满足机器人在喷涂时对移载机构的运动要求。项目实施中实际选用的交流伺服电机技术参数如下:

1.3 总控系统
上位机采用工业控制机,其作用主要是监控系统的工作状态,报警信息显示,打印工作报表等。下位机采用西门子公司的S7-200PLC主要作用是对外围设备、喷房,移动装置,总控台的输入指令信号、喷漆机器人的工作状态信号进行实时处理。
1.4 供输漆系统和喷枪
均采用美国GRACO公司的产品。
1.5 工业监视系统
通常在自动喷涂段的两侧两端各设1处CCD摄像机,每台摄像机配置室内全方位云台,可变镜头,云台可实现水平方向0-360°转动,垂直方向可实现±60°转动,实现全方位监控。云台镜头控制器可控制云台机镜头的变化。1台21”彩色电视监视器可自动切换显示2台摄像机的监视情况。
2 外轴替代法的硬件系统构成
2.1 硬件系统
总控系统的硬件结构包括以下器件:
机器人控制器自带一块直流24V数字式I/O板,16入/16出;
交流伺服电机驱动器配备一块数字式I/O卡,14入/8出;
主控制器即PLC的数字输入输出模块的点数配置留有10%—20%余量。
项目实施的难点之一就是三个I/O单元连接方式的拓扑机构。实际使用中用到了两种方式,一种是以PLC为中心的星形连接方式,一种是PLC、机器人和伺服电机构成的三角形连接方式。
其中星形连接方式 用于绵阳某单位的精密自动喷涂系统中,三角形连接方式用于西安某单位的两套三防机器人自动喷涂系统中。两种方式均实现了客户的技术要求,但在实现过程中,都具有一定的优点和不足之处。
2.2 软件系统
总控系统的软件的实现。
工作站总控制系统的功能:
1)协调控制喷漆室设备与自动喷涂设备,形成联锁保护。
2)协调控制行走机构,涂料输送,喷枪开关与机器人动作。
3)实现喷漆室内及控制室内两地控制转换。
4)各种工件程序选择。
5)工作站故障报警与显示。
6)自动生产数据统计及打印。
7)电视监控系统控制。
8)与消防、安全系统信号衔接。
主控监控界面如图2所示。
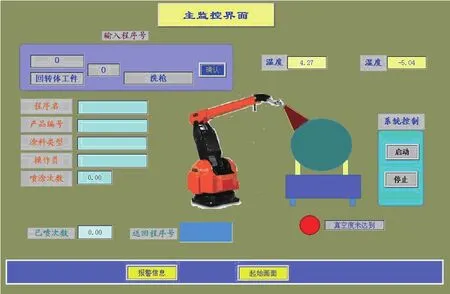
图2 主监控画面
3 自动喷涂项目实现方法
3.1 项目各部分联动工作过程说明
1)各单元(喷房、外围设备、机器人、回转装置、总控系统)分别上电后;
2)总控系统首先检测各子系统的工作状态(如喷房的温度、湿度、压力是否正常,空气的正压和负压、消防系统和机器人系统是否正常),如果一切正常,向总控系统发机器人准备就绪信号,等待工作。
3)系统操作人员从总控台上设置工作程序号及其它参数,在总控台或从总控柜上向机器人发启动信号。
4)机器人启动后,首先让回转装置以第一段设置的速度运动第一段角度,同时,机器人执行第一段程序,第一段程序喷涂完毕后,回转装置向机器人发第一段位置运动完毕命令。
5)机器人收到此信号后立即向回转装置发下一段程序运动命令,同时,机器人也执行第二段程序,第二段程序喷涂完毕后,回转装置再向机器人发第二段位置运动完毕命令,机器人收到此信号后再立即向回转装置发下一段程序运动命令。
6)这样周而复始的工作,直到一个程序喷涂完为止,这时机器人再向总控发待命信号,等待总控的第二个启动信号,或重新改变程序号后再发启动信号。
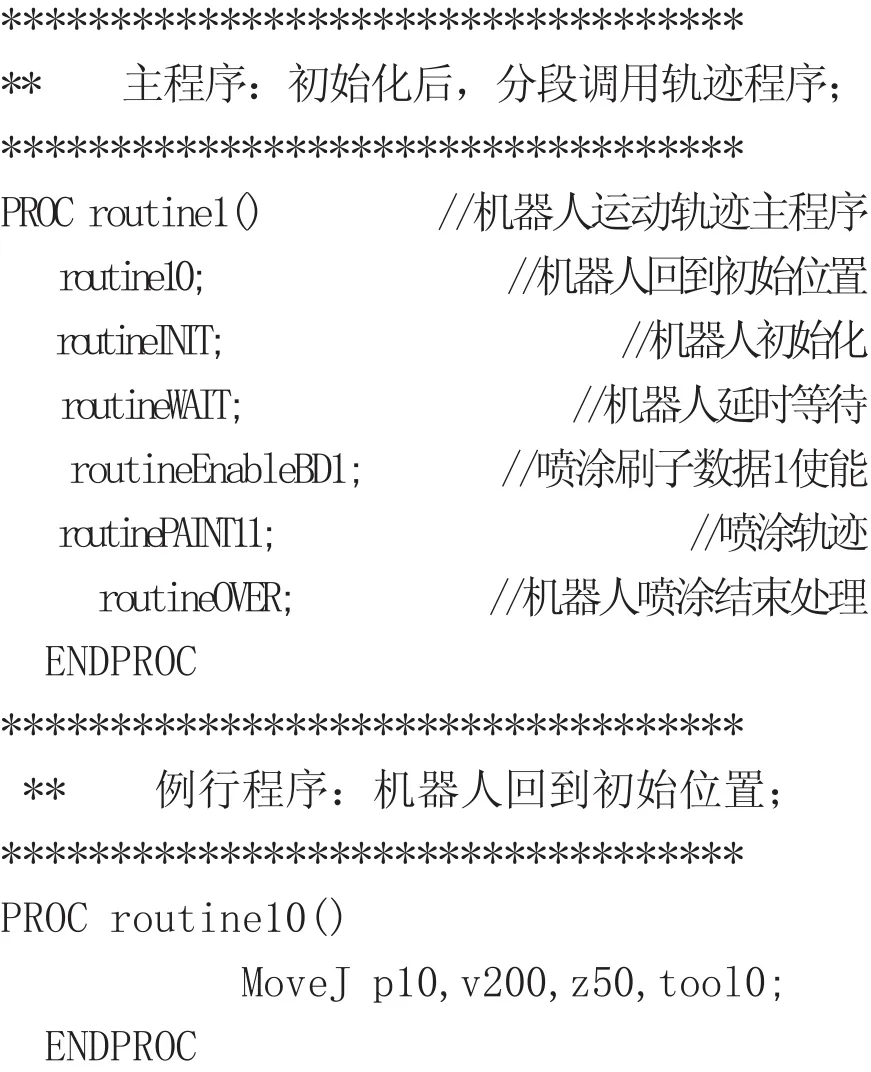
3.2 机器人程序示例

4 结束语
这些项目的开发、研制,及调试工作已顺利完成。经过试生产后该系统已正式投入运行,该系统运行性能稳定,各子系统运行可靠,各项指标均符合设计要求。工件喷涂后漆膜厚度均匀、一致性好、无桔皮现象、色差均匀、油漆消耗降低了30%,产品一次合格率高。
随着我国工业领域自动化水平的不断提高,喷涂机器人的应用会更加广泛,这将大大提高我国整个制造行业的自动化水平。
[1]S7-200技术资料集[Z]
[2]ABB机器人用户手册[Z].ABB公司.
[3]伺服电机及驱动器技术手册.Kollmorgen公司
