浅析钢结构焊接变形产生及防治
2010-08-23庄利军
庄利军
(山西四建集团有限公司,山西 太原 030024)
在建筑钢结构火速发展的今天,各种焊接方法日新月异,焊接技术成了一项关键的课题。但在施工过程中,由于焊接产生的残余应力和残余变形,严重影响着工程的制作精度,进而影响安装进度、质量甚至会使承载力大大降低。因而,了解焊接变形产生的原因及防治措施是钢结构施工过程中的一个重要环节。
1 焊接变形的产生原因
金属构件焊接时,焊缝区域局部受热膨胀,而周围的母材还处于冷态式或加热温度不高,因而对受热区域母材的膨胀起约束作用,因而焊接区受压,而母材受拉;随着电弧前移,已完成焊接的热影响冷却收缩,而其周围的母材此时起到了约束其收缩的作用,因而焊缝区域受拉,而其周围的母材金属受压。
在焊接应力作用下,如果焊件的拘束度较小,则焊件会产生相应的变形,如缩短、弯曲、翘曲等;如果焊件的拘束度很大,此时焊件不能自由变形,但在应力作用下会产生局部的应变,同时产生较大的残余应力。
2 焊接构件的残余变形的种类
构件经局部加热冷却后产生不可复的变形称为残余变形。残余变形的种类如下:
(1)纵向收缩变形:指构件在焊缝方向收缩。
(2)横向收缩变形:指构件垂直于焊缝方向缩短。
(3)弯曲变形:焊缝的纵向和横向收缩引起构件的整体弯曲。
(4)角变形:焊缝的横向收缩使焊件平面绕焊缝轴产生的角度变化。
(5)波浪式变形:薄钢板焊接后,母材板面产生的翘曲。
(6)扭曲变形:构件焊接后,角变形沿构件纵轴方向变形大小不同,以及构件翼缘和腹板的纵向收缩量不一致,形成的变形形态。
3 焊接残余变形量的影响因素
3.1 焊缝截面积的影响
焊缝截面积对纵向、横向及角变形的影响起主要的作用。在板厚相同的情况下,开坡口尺寸和预留的间隙越大,变形量越大。
3.2 焊接热输入的影响
一般情况下,热输入越大时,受热的高温影响区域范围也越大,冷却速度越慢,因此接头塑性变形区也增大。横向、纵向、角变形量都会增大,但在表面堆焊时,由于加热作用只集中于表面,因此随着热输入增大,塑变区向板厚方向扩大,会引起角变形增大。如果热输入增大到一定程度,由于整个板厚温度趋近,因而即使热输入继续增大,反而会使角变形下降。
3.3 工件的预热、层间温度影响
预热温度和层间温度高,会增大热输入,使冷却速度减慢,收缩变形增大。
3.4 焊接方法的影响
各种焊接方法的热输入不同,且差距较大。因此在其他条件相同情况下,收缩变形值不同。热输入越大,则焊接变形越大。在钢结构几种常用的焊接方法中,埋弧焊热输入最大,手工电弧焊次之,CO2气体保护焊热输入值最小。因此在施工中要尽量采用热输入较小的工艺施焊。
3.5 接头形式的影响
焊接接头形式有很多种,常见的有堆焊、对接焊和角焊,在其他因素相同的情况下,不同的接头形式对变形量有不同的影响。
(1)表面堆焊时,构件的横向变形不但要受到母材表面两个方向的约束,而且同时受到板厚方向母材的约束,其变形量相对较小。
(2)对接接头在单层焊道的情况下,其焊缝横向收缩量要比堆焊时产生的变形量大。在单面坡口焊且坡口较大时,板厚方向上、下两侧收缩量差别很大,因而会产生较大的角变形。双面焊时,因为坡口角度和间隙都较小,产生的横向收缩和角变形量也较小。
(3)T形接头角焊时,构件的翼缘板相当于堆焊,腹板则相当于对接,如采用两面坡口角对接,则其角变形值比T形接头角焊时小得多。
3.6 焊道层数的影响
(1)横向收缩:在对接接头多层焊时,第一道焊缝的横向收缩与对接焊的变形规律相同,以后各层则相当于无间隙对接焊,在接近于盖面焊道时,与堆焊的变形规律相似,因此收缩变形量相对较小。
(2)纵向收缩:多层焊时,各层焊缝的热输入值比一次完成单层焊时小得多,加热范围窄、冷却快,因此产生的收缩变形小得多;而且多层焊时每层焊缝所产生的变形区会发生重叠,其总变形量并未加大,而且前层焊缝成形后会对后层焊缝形成约束,因此,多层焊的纵向收缩量比单层焊时要小得多,且焊道的层数越多,纵向变形越小。
4 焊接变形的矫正方法
焊后残余变形的矫正方法,分为加热矫正和施力矫正。施力矫正一般用千斤顶、翼缘矫正机等设备。施力矫正方法比较简单,只需在变形的反方向加力,使其恢复到原来状态即可,但有些复杂变形必须用加热矫正的方法方可消除。下面重点介绍火焰加热矫正。
4.1 低碳钢火焰矫正加热温度及注意事项
低温矫正:500℃~600℃
冷却方式:水
中温矫正:600℃~700℃
冷却方式:水或自然冷却
高温矫正:700℃~800℃
冷却方式:自然冷却
火焰矫正时加热温度不宜过高,否则会引起金属变脆,影响冲击韧性,强度在Q345以上的钢材在高温矫正时不可用水冷却。
4.2 焊接变形火焰矫正经常采用加热方法
经常采用的有以下3种:①点加热法;②线加热法;③三角形加热法。
4.3 不同部位变形的矫正方法
4.3.1 薄板波浪变形
对于薄板波浪变形,可以用点加热方式,见图1。加热火焰应朝向变形鼓起的板面,根据变形量掌握加热点间的距离,变形量大则间距小,变形量小则间距大。加热点直径在15 mm以上,并随板厚度增大而增大,在加热过程中可配合小锤敲击。

图1 薄板波浪变形——点加热方式图
4.3.2 H型钢翼缘板的角变形矫正
H型钢柱、梁翼缘的角变形。在翼缘板上侧进行纵向线状加热,见图2。加热温度宜控制在650℃以下,加热范围以不超过两焊脚范围为宜,加热后不宜用水冷却。
4.3.3 H钢柱、梁的上拱
翼缘板上做线状加热,在腹板上做三角形加热,见图3。用这种方法矫正H型钢柱、梁的弯曲变形有较好的效果。线状加热宽度控制在80 mm以内,板厚较小时,加热宽度可以适当窄一些,同时缩小间距,加热时要从中间向两边扩展,最好由两人同时操作,保证两侧受热均匀;三角形加热的宽度控制在板厚的2倍以内,三角形的底边与对应的翼板上部线状加热宽度一致,加热三角形从顶部开始,然后从中心向两侧扩展,加热腹板时温度不能太高,否则造成凹陷变形,很难修复。低碳钢加热完成后立即用水冷却,效果更加明显。
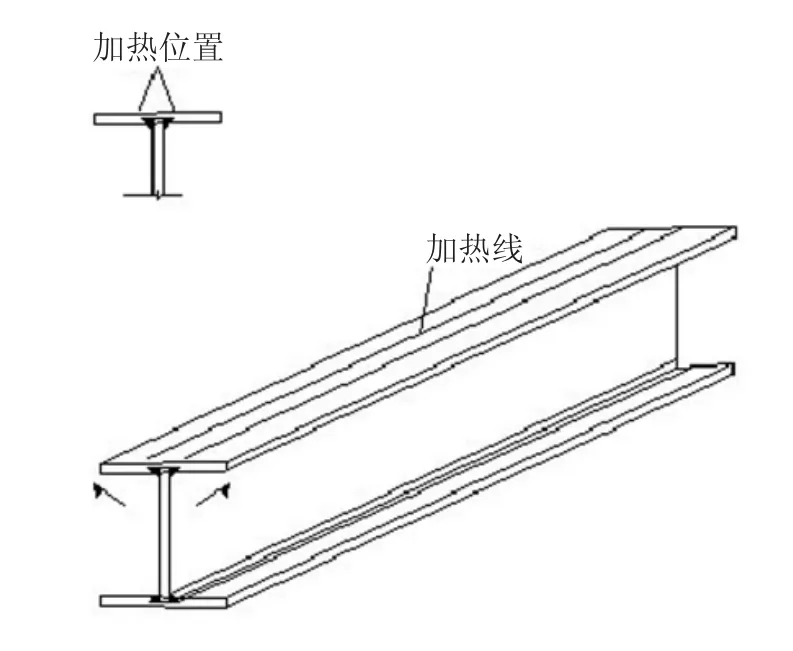
图2 H型钢算缘板的角变形矫正

图3 H钢柱、梁的上拱
5 结束语
焊接变形产生的机理多种多样,同时还受到操作环境和操作技能的影响。只有在实践中不断总结,才能有效防治。同时加热矫正引起的应力会与焊接应力叠加,同向应力叠加甚至可能会使构件的总应力超过允许应力,从而导致构件承载力增大引起结构破坏,因此在钢结构制造过程中,要尽量采用科学合理工艺,以减少构件变形。
[1]ISBN 7-80159-487-8/TU·246.《钢结构工程施工与验收实用手册》北京建材工业出版社
[2]ISBN 7-80177-012/TU·008《建筑钢结构施工手册》.中国计划出版社
[3]GB 50205-2001.《钢结构工程施工质量验收规范》