芯片背面磨削减薄技术研究
2010-08-08王仲康杨生荣
王仲康,杨生荣
(中国电子科技集团公司第四十五研究所,北京东燕郊 101601)
IC技术进步日新月异,正在向高速化、高集成化、高密度化和高性能化的方向发展。特征尺寸的缩小,集成度的提高,意味着单位面积上的晶体管数量倍增,从而增强电路的功能性。然而密集的晶体管工作时,形成了集中的热源,如何疏散热量,有效冷却工作器件成为了一个关键问题。从而具有非逻辑功能的混合芯片的异质集成应运而生,其主要特征是从单核向多核结构转变。推动封装技术朝密度更高的三维封装方向发展,如芯片叠层封装(stacked die package)等。而这些先进的封装技术要求更薄的芯片,从而超精密磨削作为芯片背面减薄的主要工艺得到广泛应用。
1 硅片背面减薄技术
1.1 减薄后芯片的优点
芯片背面减薄工艺应用在晶片表面电路制作完成后,对芯片背面硅材料进行磨削减薄(backside grinding),使其达到所需的厚度;减薄后的芯片有如下优点:
(1)降低热阻,提高热扩散效率。随着半导体结构越来越复杂、集成度越来越高,晶体管体积不断减小,散热已逐渐成为影响芯片性能和寿命的关键因素,薄的芯片更有利于散热。
(1)提高欧姆接触,降低导通电阻,这对外延片、键合片领域显得尤为重要。在这些应用领域?为实现牢靠稳固的连接,结合面间不允许有气逢,否则一方面影响接触电阻,另一方面,在以后应用中会因气体的热膨胀而开裂。表面粗糙度对这些性能也要产生不同程度的影响。
(3)减小芯片封装体积,微电子产品日益向轻薄短小的方向发展,减小芯片厚度是适应这一发展趋势的必由之路。
(4)提高机械性能。减薄后的芯片机械性能得到显著提高,硅片越薄,其柔韧性越好,受外力冲击引起的应力也越小。
(5)提高电气性能。对叠层封装来说,晶片的厚度越薄,芯片与芯片之间的连线将越短,元件导通电阻将随之降低,信号延迟时间也将减小,从而实现更高的性能。
(6)目前,激光划片工艺因其采用了全新的加工机理,与传统外圆金刚石刀片磨削加工相比,更容易控制加工过程中所产生的崩边、崩角等缺陷,从而其应用领域成逐步扩张之势,同时,为充分发挥其优越性能,要求芯片有一个适宜的划切加工厚度,芯片减薄以后再用激光切割,成了一个理想的工艺组合。
(7)当芯片厚度小于50 μm时,可以弯曲到一定程度而不会断裂,特殊的超薄芯片甚至可以随意弯曲,利用超薄芯片的这些特点,可用来做成闪存芯片和电子标签等。
1.2 减薄工艺
早期的减薄设备采用旋转工作台法磨削的减薄系统,经历了单轴、单承片台,双轴、大圆盘工作台,到三轴、大圆盘工作台等阶段。磨削主轴数量的增加,意味着细化了减薄工艺,把减薄过程分为粗磨、半精磨、精磨等过程。这种磨削法刀痕呈同心圆状分布;轴向力随着磨削接触面的增加而增加,因受磨削系统自身刚度的影响,所磨削的芯片厚度变化较大,且因磨削深度不变,难以控制边缘崩边现象的发生。
为解决早期旋转工作台法磨削系统的不足,现代减薄系统多采用硅片自旋转磨削 (wafer rotating grinding)。即单晶片旋转,垂直向下进刀磨削方式。
具体步骤是把所要加工的晶片粘接到减薄膜上,然后把减薄膜及上面芯片利用真空吸附到多孔陶瓷承片台上,对晶片进行磨削加工。垂直向下进刀磨削方式(In-feed grinding)磨削原理如图1所示。

图1 硅片自旋转磨削
这种磨削方式中,在磨削工位,工作台停止,承片台旋转,磨轮进给系统带动高速旋转的磨轮按预先程序设定的速度向下运动,且同时提供磨削线速度与磨削进给运动。而磨削深度是通过磨削进给运动与承片台以一定的旋转速度共同作用而得到的。正因为承片台旋转也参与了磨削深度控制,因此,磨轮进给系统向下运动的速度越小,承片台旋转速度越高,磨轮的磨削深度便越小,对未加工材料的影响也就越小。在加工脆性材料时,当磨削深度小于某一临界值时,可以实现延性域磨削。用这种磨削方式可以加工出超薄芯片,如图2所示。
图2 超薄芯片
这一加工机理在中国电子科技集团公司第四十五研究所研制的晶片减薄机上进一步得到了验证。该设备进给速度可以控制在1 μm/min以内,承片台转速在0~300 r/min范围内可调,因而对磨削深度可以控制在0.01 μm以下。这一性能对于大部分脆性材料可实现延性域磨削。从而有效地抑制了崩边现象,减薄精度、减薄质量便得到了有效保证。
1.3 实验工艺参数
(1)实验设备
晶片减薄机:由中国电子科技集团公司第四十五研究所研制。
(2)实验晶片
晶片直径:φ100 mm
原始晶片厚度:520 μm
最终目标厚度:180 μm
(3)实验磨轮
磨轮由郑州磨料磨具磨削研究所提供,实验采用先用粗磨轮快速磨削,再用精磨轮精磨、抛光的工艺路线进行。
磨轮直径:φ200 mm
粗磨轮粒度:800#基体采用陶瓷结合剂。
精磨轮粒度:2000# 基体采用树脂结合剂。
(4)磨轮主轴及其转速
两套磨轮主轴均为电空气静压主轴。
粗磨主轴转速:3750 r/min
精磨主轴转速:4200 r/min
(5)粗磨工位参数见表1。

表1 粗磨工位参数
(6)精磨工位参数见表2。

表2 精磨工位参数
表1、表2所示变速点是通过在线测量仪实时测量磨削晶片的厚度值,如图3所示。

图3 磨轮磨削进给控制系统结构图
当到达上述变速点厚度值时,测量仪发出信号到伺服控制器,变换进给速度,同时变换承片台转速。
1.4 磨削表面质量检测

图4 表面粗糙度检测
检测仪器名称:
TAYLOR SURTRONIC3+
检测晶片为从上述工艺参数下精磨后晶片中抽取。检测符号意义如图4所示:
检测结果如下:

从上述检测结果可以看出,磨削表面粗糙度Ra值可达0.02 μm,也就是说通过该系统磨削减薄,表面粗糙度可达纳米级。
2 磨削质量
硅片减薄前的原始厚度为520 μm,通过磨削工艺减薄至180 μm,总磨削量为340 μm,粗磨工艺磨削量为320 μm,占总减薄量的94%以上,粗磨过程中会引起硅片的晶格损伤,边缘产生崩边,如图5、图6所示。

图5 粗磨中的崩边

图6 粗磨中的表面损伤
其损伤深度随着进给速度、晶片自旋转速度的不同而有所变化,其基本规律是随着进给速度的降低而减小,因此,磨削减薄过程是一个分阶段、有主次的过程,一开始采用相对较大的进给速度,主要考虑提高加工效率,随后分阶段降低进给速度,用以消除前段磨削形成的损伤层、崩边等现象,随着磨削减薄过程的进行,对晶片的损伤越来越小。粗磨完成后,转入精磨工艺,精磨削量为20 μm。只占总减薄量的6%,精磨将消除粗磨时造成的晶格损伤,但同时也会对硅片表面产生新的轻微损伤,如图7所示。
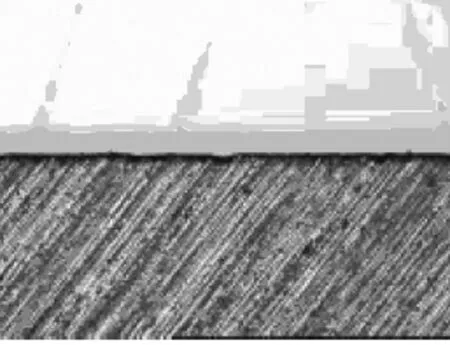
图7 精磨中的崩边与损伤
同样,精磨过程也是一个逐步降低损伤层,提高表面质量的过程。最后数微米采用精磨抛光,磨削深度为0.08 μm,对于硅材料采用这样的磨削深度,就已进入延性域加工范围。此时,材料加工已不再表现为裂成碎片的去除方式,而是表现为先变形、再撕裂的方式。

图8 亚表面的损伤层
在这样的机理下磨削减薄,对亚表面的损伤表现为对晶格的扰动,如图8所示。扰动层深度除与设备、工艺参数相关外,与磨轮的粒度有很大的关系。我们采用2000#树脂砂轮,可以把损伤层控制在亚微米级。
3 小结
为实现纳米表面加工技术,还需要进一步深入开展超精密磨削机理的研究工作,特别要注重把先进的磨削理论、磨削工艺物化为磨削装备;为此目前急需进一步在关键单元技术上下功夫;如自主研发设计、加工制造高刚度、高精度(旋转精度小于0.1 μm)空气静压主轴;解决多孔陶瓷承片台材料的气孔率、均匀性、以及加工精度、热变形等问题;研究开发分辨率小于0.1 μm、最低速度可达1 μm/min的进给系统;提高设备的可靠性、热稳定性;改善设备的动态性能(磨削处振幅应小于0.1 μm),加强软件开发提高设备的智能化程度等,这些技术都是实现纳米表面加工技术必不可缺少的条件。
[1] 张盛鸿,张立贤,李荣贵.晶圆制造厂之整合式生产控制方法[J],Journal of the Chinese Institute of Industrial Engineers,2001,18(4):59-72.
[2] UZSOY R,et al.A review of production planning and scheduling models in the semiconductor industry partⅠ:System characteristics,performance evaluation and pro duction planning[J].IIE Trans,1992,24(4):47-60.
[3] DUENYAS I.A simple release policy for networks of queuing with controllable inputs[J].operations Research,1994,42(6):1162-1171.
[4] D E J EFFOAT,R OBERT L B.Simulated annealing for resource constrained scheduling[J].European J of Operational Research,1993,70:43-51.