圆锥滚子磨双端面工序防止倒置进料装置
2010-07-27吕建英
轴承 2010年8期
吕建英
(瓦房店轴承集团公司,辽宁 大连 116200)
圆锥滚子双端面磨削在M775B1与M775C1机床上加工,该工序主要目的是保证圆锥滚子长度尺寸统一与滚子大端面跳动量合理。在加工过程中,滚子从送料辊棒进入机床送料盘盘套时偶发滚子大、小端倒置。如图1所示,由于圆锥滚子外径有角度,滚子大端先入盘套时,无法完全进入盘套,磨削定位向一侧增大,导致该侧突然过量磨削,使砂轮局部快速脱落被迫中停机床,需重新修整砂轮方能正常生产。此问题造成材料浪费并降低生产效率,对机床的精度也造成巨大的破坏,严重时还可能导致砂轮崩裂,造成人身伤害。

图1 圆锥滚子大头进入盘套示意图
为解决圆锥滚子双端面磨削过程中存在的巨大设备、人身安全隐患,研制了圆锥滚子磨双端面工序防止倒置进料装置,从稳定性、可靠性上满足了生产要求。
该装置工作原理如图2所示。首先,根据滚子长度调整滚子挡板与送料盘的位置,保证滚子小端先进入盘套时,拉杆与行程开关相接触,机床正常运转;如果滚子大端先进入盘套,因大端尺寸大无法进入盘套,把送料盘与滚子挡板拉开距离,从而使拉杆与行程开关分离断电,机床停止工作,双端面送料盘惯性运行后停止,此时滚子大端没有进入砂轮有效磨削区,人为反转送料盘退出进入大端的滚子,重新调整送料正常生产。
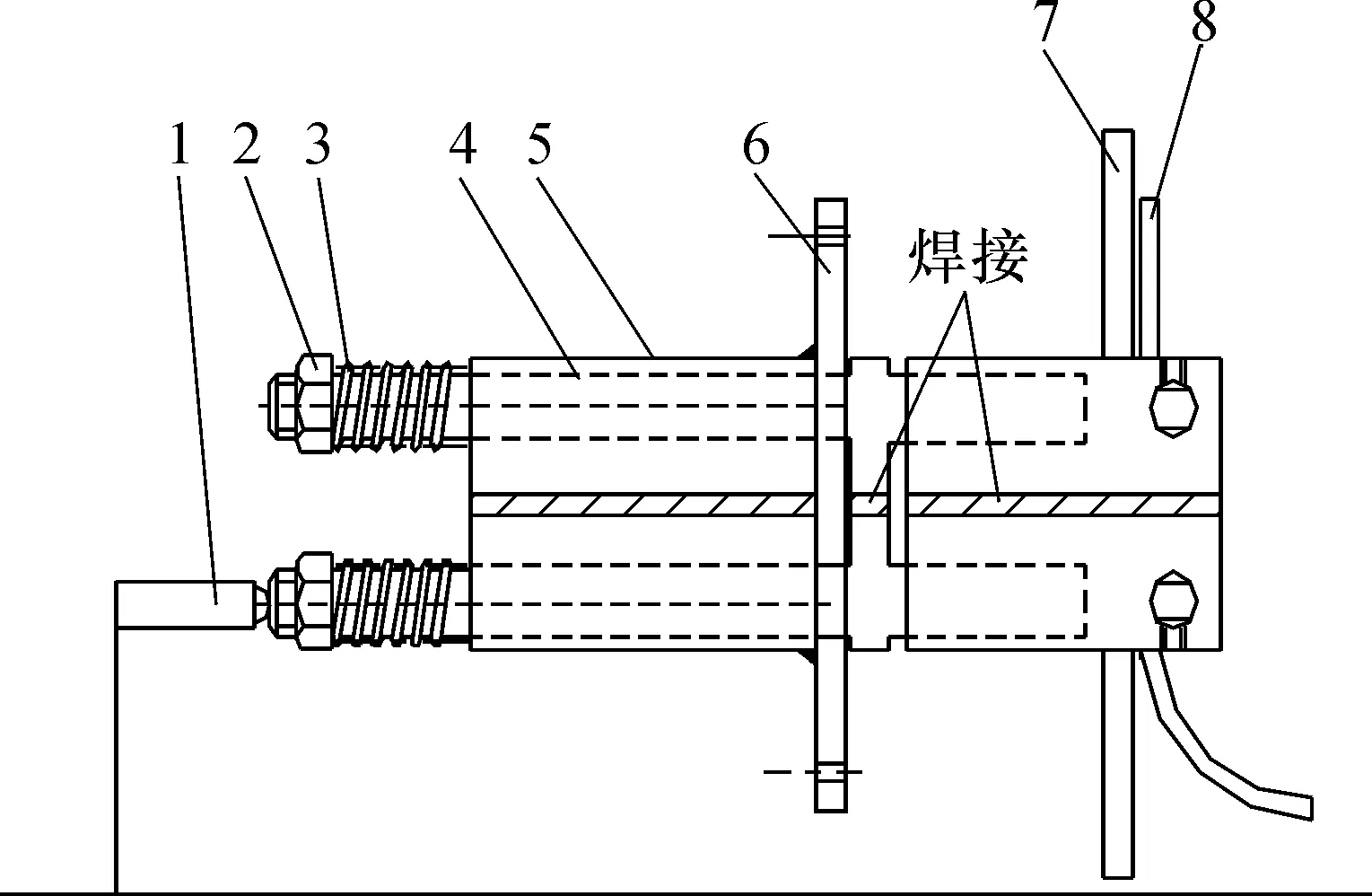
1—行程开关;2—螺帽;3—弹簧;4—拉杆;5—导向套筒;6—总程固定盘;7—送料盘;8—滚子挡板
圆锥滚子磨双端面工序防止倒置进料装置的普及使用,解决了圆锥滚子双端面磨削过程送料进大端的历史难题,保证了设备精度不受破坏和生产的连续性。改进后,每台设备一年节约成本约1.8万元,减少故障时间约184 h,具有一定的推广价值。