加工中心加工尺寸偏移设备侧检查清单
2010-07-16郭兴
设备管理与维修 2010年4期
郭 兴
表1分析MAKINO J66和GROB BZ500加工中心相关故障总结而成。

表1
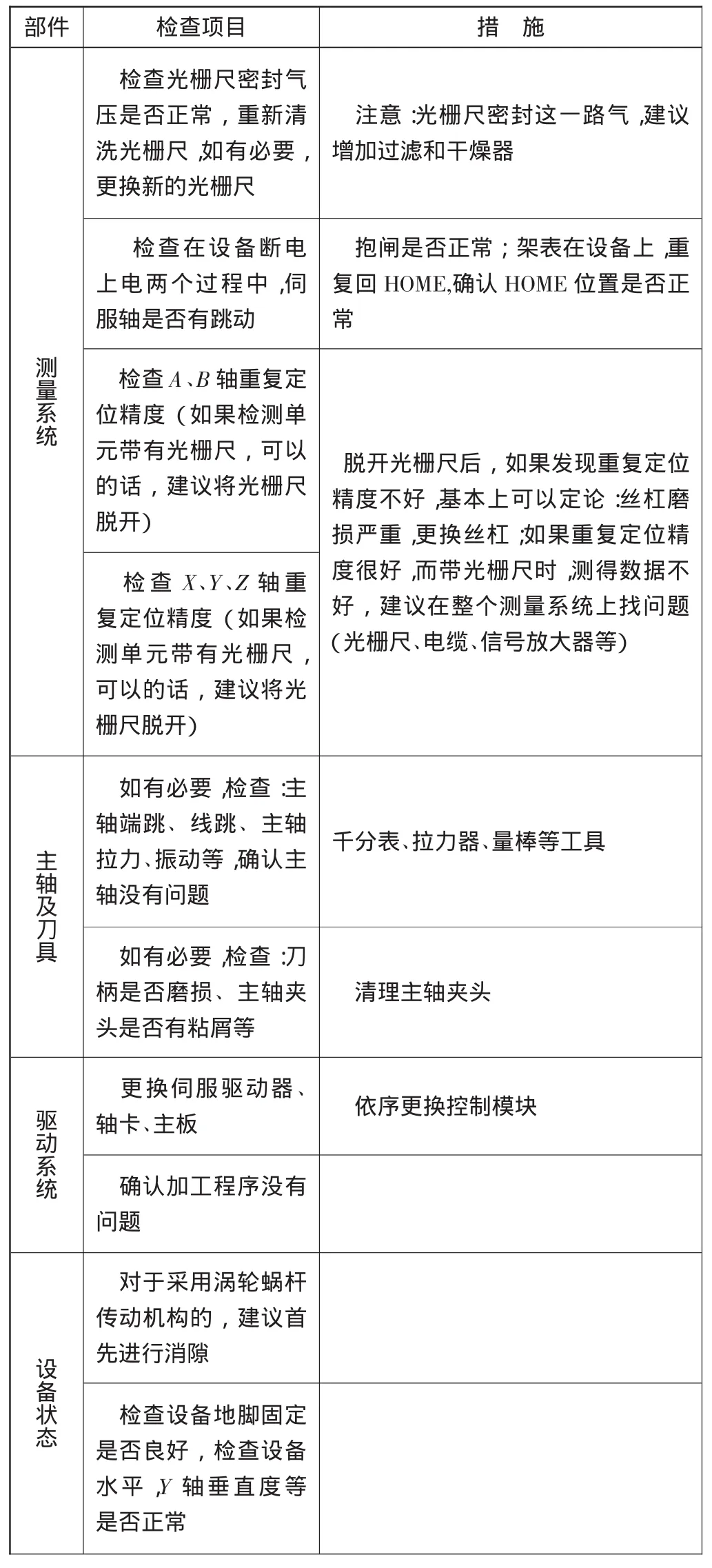
部件 检查项目 措 施检查光栅尺密封气压是否正常,重新清洗光栅尺,如有必要,更换新的光栅尺注意:光栅尺密封这一路气,建议增加过滤和干燥器测量系统主轴及刀具 驱动系统 设备状态检查在设备断电上电两个过程中,伺服轴是否有跳动检查A、B轴重复定位精度(如果检测单元带有光栅尺,可以的话,建议将光栅尺脱开)抱闸是否正常;架表在设备上,重复回HOME,确认HOME位置是否正常检查 X、Y、Z 轴重复定位精度(如果检测单元带有光栅尺,可以的话,建议将光栅尺脱开)脱开光栅尺后,如果发现重复定位精度不好,基本上可以定论:丝杠磨损严重,更换丝杠;如果重复定位精度很好,而带光栅尺时,测得数据不好,建议在整个测量系统上找问题(光栅尺、电缆、信号放大器等)如有必要,检查:主轴端跳、线跳、主轴拉力、振动等,确认主轴没有问题千分表、拉力器、量棒等工具如有必要,检查:刀柄是否磨损、主轴夹头是否有粘屑等清理主轴夹头更换伺服驱动器、轴卡、主板确认加工程序没有问题依序更换控制模块对于采用涡轮蜗杆传动机构的,建议首先进行消隙检查设备地脚固定是否良好,检查设备水平,Y轴垂直度等是否正常
