Z4116型台式钻床的自动化改造及进给系统设计
2010-07-10杨志斌
杨志斌
(天津工业大学机械电子学院,天津 300160)
1 台式钻床的概念以及当今存在的问题分析
1.1 台式钻床的概念
台式钻床简称台钻,是一种体积小巧,操作简便,通常安装在专用工作台上使用的小型孔加工机床。台式钻床钻孔直径一般在13 mm以下,最大不超过16 mm。其主轴变速一般通过改变三角带在塔型带轮上的位置来实现,主轴进给靠手动操作。通常钻头旋转为主运动,钻头轴向移动为进给运动。台式钻床结构简单,加工精度相对较低,可钻通孔、盲孔,更换特殊刀具,可扩、锪孔,铰孔或进行攻丝等加工[1]。
1.2 台式钻床技术当今存在的问题分析
随着社会的发展,现代钻床技术存在着许多问题,当近的发展状况:在现代机械制造业中,随着加工零件方式的多样性以及工艺发展的要求,加工零件的方法也呈现出多样化,在机床切削加工的工作量约占总制造工作量的40%~60%,其中钻床占11%,所以在当今的机械制造业中钻机机床是重要的加工设备。而机床的技术性能又直接影响着机械制造业的产品质量和劳动效率。所以,为了提高科学技术水平和生产产量,必须对机床的发展作出新的要求。
机械制造业的发展和科学技术的进步,特别是数控技术的发展,使我国的机械制造业正向着自动化、精密化、高效率和多样化的方向发展。据有关部门统计我国数控机床的产量仅是全部机床产量的1.5%,数控化产值仅为8.7%(到1990年底);我国的机床在制造的技术水平和性能上与外国的差距也很明显,机床理论和应用技术的研究也明显落后。所以我们要不断学习和引进国外先进科学技术,大力发展研究,推动我国机床工业的发展[2]。
问题的提出从以上现状分析我们可以看出,在机床加工中钻床的加工工作量在总制造工作量中占有很大的比重。长期以来我国的机械机械制造业中孔类加工多数由传统钻床来完成,但是传统的钻床在大批量生产时存在许多的不足之处:自动化程度低,很难进行大批量的生产;工人劳动效率低,并且工人的工作环境非常恶劣;占用的人力较多,操作固定不变容易出错;精度低,工件装夹浪费时间;加工的产品质量低[3]。针对以上的传统钻床的不足之处以及生产中存在的问题,我们有必要对传统钻床进行自动化的改进。
2 Z4116台式钻床的自动化改造的整体方案
根据生产的要求,现对由大连某机械制造有限公司生产的Z4116型台式自动钻床进行整体改造。Z4116型台式自动钻床的工作流程:启动(电源或控制器)—主轴快进—主轴工进—主轴停留—主轴快退—主轴快退停止—主轴电机和液压泵电机停转。普通钻床的主运动是主轴的旋转运动,从电动机经由皮带轮传送给主轴;钻床的进给运动由齿轮齿条系统完成。改造后的钻床主运动依然从电动机经由皮带轮传送给主轴,但进给运动采用液压传动进给,如图1所示。
总体设计的构思与方案的拟定,关系到产品的功能的齐全、性能的优良、经济效益是的显著。因此,我们要确定良好的总体设计思想,确保产品的功能、经济效益和实用性能[4]。总体设计的内容主要包括:执行系统的设计;原动机类型的选择和传动系统的设计;控制系统的设计;总体布局设计;辅助系统的设计;为了完成普通台式钻床的改造及进给系统的设计,我们依循机床设计的一般步骤来制定自动钻床的总体设计方案。普通钻床的自动化改造是以某五金工具厂钢丝钳生产线的自动化改造为背景的。如,已知加工对象为钢丝钳,加工工序为在钢丝钳上钻削直径为Φ2 mm(钻床最大钻削直径)的通孔,钢丝钳材料为Q235。改造后的全自动钻床应满足:满足自动连续生产,且生产率为3把/min;自动化改造应是机械、电气和液压的有机结合;传动系统设计应包含切削力计算、电动机选择、传动装置设计、床身结构设计等;设计重点为钻床液压进给系统之进给油缸设计;自动控制系统应以PLC与手动相结合的方式实现。
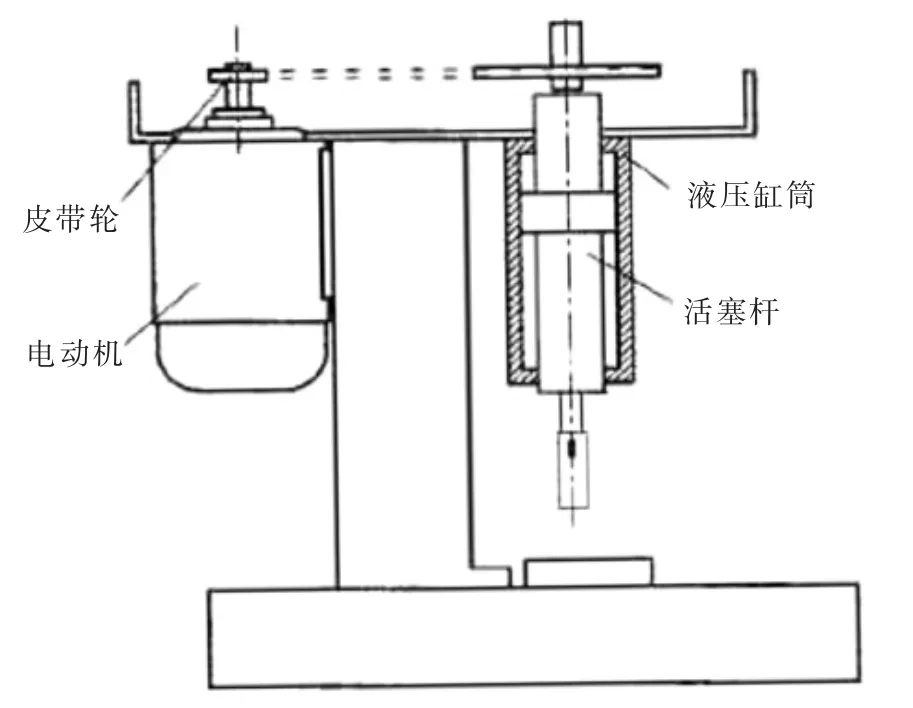
图1 改造方案
在Z4116型台式钻床的自动化改造中可以采用PLC控制系统对改造后的钻床进行控制。在控制系统上应以PLC控制系统与手动相结合,这样可减少多余劳动力的消耗和在生产制作零件的过程中误差的产生,从而减少生产材料、生产时间的浪费和消耗提高生产效率。
3 进给系统的改进设计方案
为了解决该钻床进给系统的问题,需要将液压进给系统进行改进。根据分析,决定对液压进给系统进行全面改造。最易引起故障的四只液控阀被去除,切入进给从原油路顺序控制改为电磁阀分别控制。控制切入进给的三位五通电磁阀与粗、细磨转换的二位三通电磁阀配合,可以轻松实现机床钻孔工件的快跳、快速趋进、粗磨进给、细磨进给、延时无进给钻孔的所有功能。改造后的液压控制系统,均采用独立功能液压件,只要各个液压件正常工作,系统则正常工作。因而即使发生故障也很容易判断和维修。液压配件采用国标标准易维修、易采购。经生产使用证明,液压进给系统,技术改造前的多发故障被彻底排除,几乎没有作稳定的可再出现因液压方面而停机维修的故障。
改造后的Z4116型台式机床可运用PLC操作系统和液压进给系统进行工作,如图2所示。
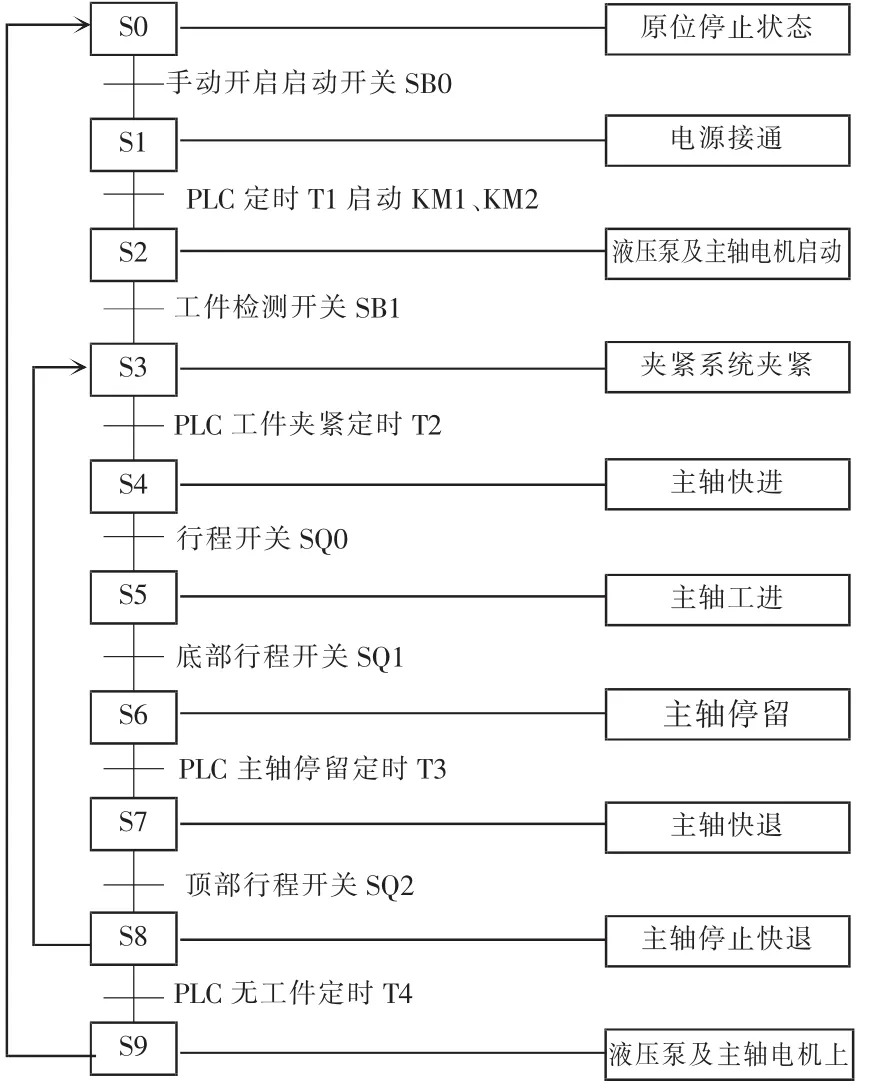
图2 改造后自动钻床的工作流程
4 总结
根据工件材料与孔径大小的不同,Z4116型台式钻床可以通过更换不同直径的皮带轮来改变转速、通过调节调速阀的通流面积来改变进给速度,以适应不同工件的加工要求;运用编程控制系统(PLC)进行自动控制编程更方便、程序更清晰直观、调试和查错更容易。该钻床的自动化改造是对机械、液压、电子技术的综合应用。经过改造后,保留了原钻床的基本结构和工作性能。
[1]史伞富.金属切削手册[M].上海:上海科学技术出版社,2003.
[2]成大先.机械设计手册[M].北京:化学工业出版社,2004.
[3]熊顺源,童幸生.台式钻床的自动化改造[J].机械工程师,2008,(11).
[4]王小玲,刘万军.磨床液压进系统的改造[J].轴承,2007,(5).
