冲击式水轮机转轮水斗整体数控加工工艺及编程技术的研究
2010-07-02刘献礼杜金成岳彩旭
王 波 , 刘献礼, 杜金成, 徐 雷, 岳彩旭
( 1. 哈尔滨电机厂有限责任公司,哈尔滨 150040; 2. 哈尔滨理工大学,哈尔滨 150080 )
1 概述
冲击式水轮机具有结构简单、效率平缓、使用水头高、抗泥沙磨蚀性能好等优点,因此,国内外在100-1770m水头范围内,广泛选择冲击式机组。冲击式水轮机转轮也称水斗(如图1所示),目前国内外水斗有三种制造工艺:整铸打磨、整铸数控加工、整锻数控加工。以往,国内生产厂家大都采用整铸打磨成型,其水斗型线误差大,性能难以保证。由于制造缺陷,断斗现象时有发生,给水电站造成巨大损失。转轮整体锻造后数控加工,不仅可以保证水斗的型线和尺寸公差,保证其水力性能,还能有效防止断斗现象,延长转轮的使用寿命。
2 冲击式转轮制造的发展历程
2.1 非数控加工
在上世纪70年代前,受铸造技术的限制,水斗式转轮常见的形式为装配组合方式,如图2a所示。其优点是容易铸造、个别水斗损坏时换修方便。但把合螺栓承受巨大的脉冲载荷,容易断裂。随着焊接技术的发展,逐渐出现了铸焊转轮,如图2b所示。但是焊接质量直接关系到转轮的寿命,在使用过程中易出现裂焊或者应力集中等现象。铸造技术的发展促进了整铸转轮的出现,如图2c所示。其加工过程为先铸造转轮毛坯,然后利用样板手工打磨转轮的水斗。铸件的强度和质量决定水斗的使用水头,在运行过程中,往往会出现断斗现象。

图1 冲击式水轮机转轮的水斗
随着CAD/CAM技术、刀具技术、金属切削技术和数控机床的发展,数控加工的水斗结构应运而生。
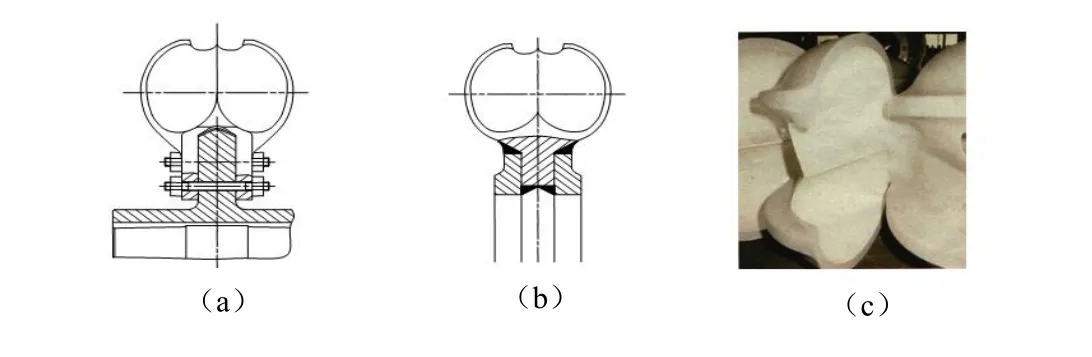
图2 水轮机转轮非数控加工结构
2.2 数控加工
在数控加工转轮技术出现初期,由于尺寸限制,水斗不能一次成型,经历了分铸和微焊两个过程,即数控加工和焊接组合,如图3a所示。这种结构虽然降低了数控加工的难度,但必须留有较大的微焊余量二次数控加工,且焊接部分的应力控制很困难。随着数控技术的发展,水轮机转轮实现了整体数控加工,如图3b所示。这种方法不但提高了水斗型线的准确性,而且能够解决断斗问题。目前,锻造毛坯或铸造毛坯整体数控加工已代表冲击式转轮制造发展的主流方向。
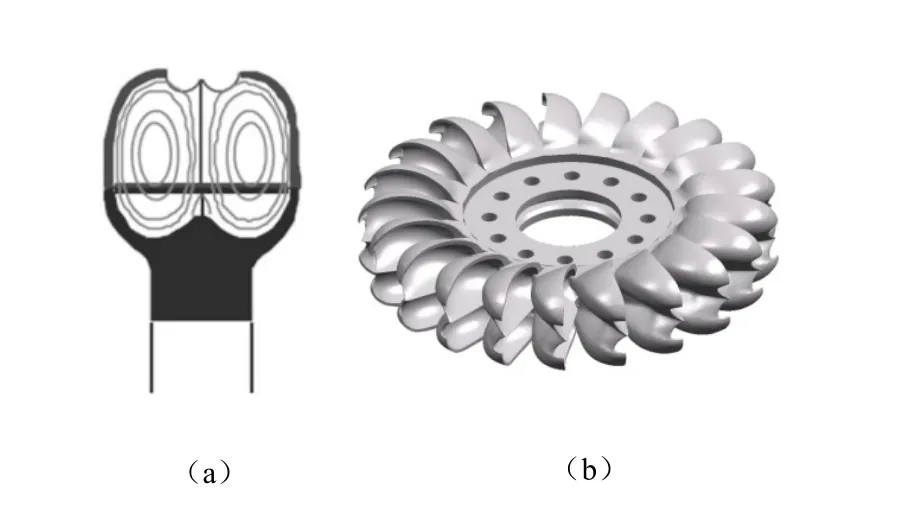
图3 水轮机转轮结构
3 冲击式转轮整体数控加工方案
国外锻造后整体机械加工转轮多采用专用水斗转轮加工机床---数控转台结合五轴数控加工。限于国内没有专用机床以及国内三轴设备较多的现状,研究直接使用普通转台的三轴机床来加工水斗转轮具有很重要的意义。一般情况下,自由曲面都采用五轴加工,对于含有诸多自由曲面且形状极其复杂的水斗转轮的整体数控加工用三轴机床来实现,要完全达到五轴机床相同的加工结果,是实现整体数控加工水斗需要解决的关键技术,转轮整体加工制造技术方案如图4所示。

图4 整体数控加工水斗转轮制造技术方案
以某电站节圆直径 1.74m,最大外径 2.048m的21个水斗的原型机转轮为依托,其材质为0Cr13Ni4Mo的实际转轮进行示范验证。该转轮的理轮重量2.43t,毛坯重约9t,加工量为整个毛坯重量的73%,这样大的加工余量必须提高数控加工的效率,因为过长的加工周期对企业来说是难以承受的,因此,合理的加工工艺对整体数控加工转轮至关重要。
3.1 夹具设计
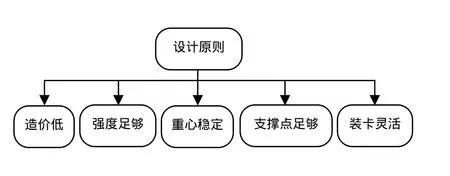
图5 夹具设计原则
图5及图6显示了本项目夹具实际的原则和优势。
图6 夹具设计优势

图7 插铣现场加工
3.2 切削方式的选择
3.2.1 插铣加工法
插铣法(plunge milling)又称为Z轴铣削法,是实现高切除率金属切削最有效的加工方法之一。对于难加工材料的曲面加工、切槽加工以及刀具悬伸长度较大的加工,插铣法的加工效率远远高于常规的端面铣削法。事实上,在需要快速切除大量金属材料时,采用插铣法可使加工时间缩短一半以上[1]。
插铣法由于其在技术上的不断成熟和其优点,近年来在机械加工中应用越来越广泛。因此,在加工整体转轮大余量的去除和粗、半精加工过程中非插铣刀不可。
但插铣刀只有刀具外径具有刀片的部分参与切削,必须有进刀的空间,进刀和走刀方式都极其严格,因此编程相当困难。
3.2.2 高速切削加工法
小切深大进给是现代快速去除大余量的发展方向,得到工业界越来越广泛的应用,它相对传统加工具有显著的优越性,具体来说有以下特点:
(1)可提高生产效率:高速切削加工允许使用较大的进给率,比常规切削加工提高5~10倍,单位时间材料切除率可提高3~6倍。
(2)加工能耗低,节省制造资源:由于单位功率的金属切除率高、能耗低、工件的在制时间短,从而提高了能源和设备的利用率,降低了切削加工在制造系统资源总量中的比例[2]。这些特点正符合整体水斗加工的需要,因此,高速加工切削法也是水斗加工的一种选择。
上述两种方法的合理结合是提高整体水斗加工效率必不可少的工艺方案。
3.3 刀柄设计及优化
本项目所研究的水斗的尖部到根部的距离465mm,而最底部只能容纳φ20 mm的刀具,加工过程中所需刀具的长度和直径比已达到了1:14.9,为此,本项目通过不锈钢插铣实验,对比了不同加工条件下刀柄震动和插铣加工表面质量,为减小刀具挠曲变形和防止发生振颤提供了原始数据;通过建立切削条件和切削力的数学模型,建立了切削条件与刀具和刀柄强度之间的关系,为加工条件的优化和刀柄结构的优化的设计奠定了基础;应用振动学及金属切削理论和CAD/CAM/CAE技术,优化刀具的选择和切削参数的配匹。通过理论计算并依据刀具在切削过程中切触点的位置和受力方向进行了有限元分析,定制了特殊材质的锥度刀柄。图8所示出了由于刀柄过长所产生的振动造成了刀具的损坏。
图9和图10显示了刀柄受力有限元分析情况,从图中可以看出刀柄根部受到的应力最大,但始终是在加工过程中受到的最大应力范围之内,说明自主设计的刀柄符合加工要求。

图8 振动造成的刀具损坏
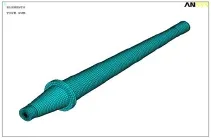
图9 有限元网格剖分

图10 整体与局部放大应力分布
4 数控加工程序编制
冲击式水轮机转轮有着紧凑的斗式结构和单个水斗狭长的特点(如图11所示),在整体数控加工过程中,出现很多工艺难点和数控编程难点,因此需要对传统的三轴铣削加工方式做出改进和优化,以能更好地和更安全地整体加工出冲击式水轮机转轮。

图11 紧凑的斗式结构和单个水斗的狭长结构
加工转轮水斗曲面时,除了刀具与被加工水斗之间发生干涉外,刀具极易与相邻水斗发生干涉,怎样处理多约束面的干涉问题,是数控加工的第一步,优化加工程序和刀具路径以改变刀具切削过程的受力状态,抑制刀具切削过程的振动是提高加工效率和加工质量必不可少的手段,大于73%的材料去除量也使得必须优化编程工艺。
4.1 多约束面的干涉处理
冲击式水轮机转轮结构复杂,开放性差,勺型水斗紧密分布在转轮周边上,水斗与水斗之间在根部紧密相连,理论模型显示它们成一种互相咬合的形态。编程处理时采用多区域干涉检查,同时加入刀柄和机床主轴防撞干涉检查,解决了这种复杂区域处狭窄通道的数控加工编程的第一步。
如图 12所示分析了各种不当的多约束面干涉处理方式,图13则为正确的多约束面干涉处理方式。
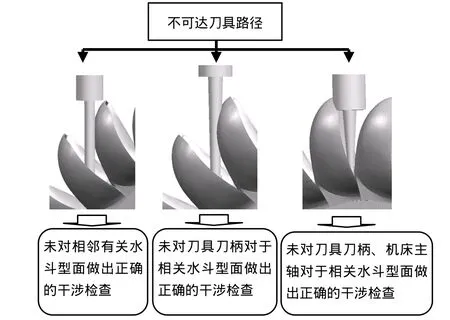
图12 多约束条件下不当的干涉处理方式
4.2 曲面与刀具切触点匹配加工法抑制加工过程的振动
利用曲面与刀具切触点匹配加工法,通过控制刀具切触点的位置从而控制刀具加工过程的受力状态,有针对性地减少引起刀具加工过程中的径向力,提高加工效率和加工质量。

图13 多约束条件下正确的干涉检查方式和实际加工效果
图14 曲面与刀具切触点示意图

图15 曲面与刀具切触点匹配实际加工效果
4.3 数控编程过程不规则毛坯的频繁顺序继承调用
针对整体转轮毛坯加工余量大,形状不规则等加工难点,实现三轴加工中的毛坯频繁顺序继承调用,大大减少了数控加工过程的空走刀现象,提高了加工效率。毛坯的继承调用可以多层次的调用,每一次加工完成三维模拟后形成新的毛坯都可以作为下一序列加工的理论毛坯。

图16 不规则毛坯频繁顺序继承调用编程及实际模拟加工效果
4.4 螺旋线曲面精加工法
建立近似螺旋线的走刀轨迹三轴精铣加工复杂曲面,使刀具轴向受力从而减少刀具加工过程的振动,提高加工效率和加工质量。
螺旋线曲面法向加工,是一种数控精铣的新工艺。在对所加工区域进行数控编程处理优化时,保证刀具的中心在与每一处加工区域的接触点始终位于加工区域型面的法向上;同时刀具在每一段刀位轨迹上都要体现在刀轴方向上的进给,同时把正常的进刀轨迹融入加工的刀轨之中。经过优化处理后的刀位轨迹,在实际加工过程中,加工的稳定性显著增强,型面的粗糙度明显改善。

图17 优化计算出的螺旋线刀轨
利用本项目的研究成果对转轮模型进行实际加工,得出了优化的各种加工参数。
5 结论
试加工的水斗转轮直径φ1740mm,水斗内表面最大宽度为440mm,水斗转轮按GB/T10969-1996《水轮机通流部件技术条件》给定的允许偏差范围进行检测,主要参数见表1所示。由表1可以看出,整个水斗的加工质量比设计要求提高了一个精度等级。
整锻转轮斗数越多,斗与斗之间的空间越狭窄,制造难度越大。本项目的整锻转轮的斗数是21个,难度等级高于20个,在加工精度相同的情况下效率对比如表2所示。从表2可以看出,单个斗的加工效率提高20%。
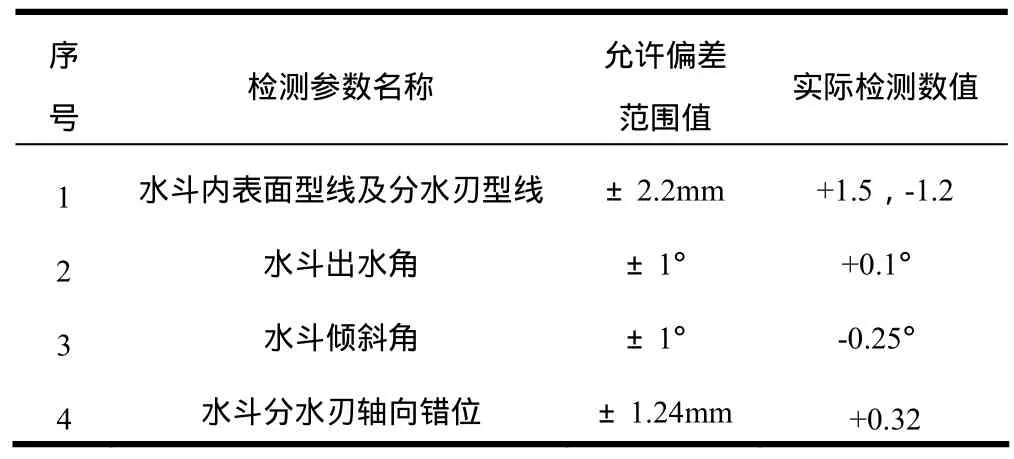
表1 水斗加工精度数据

表2 水斗加工效率数据
哈尔滨电机厂有限责任公司采用三轴联动数控机床加工冲击式水轮机整体转轮,填补了国内空白。在市场竞标中占据了主动地位。解决的主要问题有:
(1)采用三轴联动数控机床实现了冲击式水轮机整体转轮多干涉、复杂曲面(密排水斗)的加工,达到了与五轴联动同样的加工功能。
(2)提出了一整套冲击式水轮机整体转轮加工工艺方案,开发了专用工装,优化了加工工艺参数。
(3)实现了数控编程过程不规则毛坯的频繁顺序继承调用,从而大大减少了数控加工过程的空走刀现象,提高了加工效率。
(4)利用曲面与刀具切触点匹配加工法,通过控制刀具切触点的位置从而控制刀具加工过程的受力状态,有针对性地减少引起刀具加工过程中的径向力,提高加工效率和加工质量。
(5)通过建立近似螺旋线的走刀轨迹三轴精加工复杂曲面,使刀具轴向受力从而减少刀具加工过程的振动,提高加工效率和加工质量。
(6)应用振动学及金属切削原理结合CAD/CAM/CAE技术,解决了超长刀柄切削的振动抑制,刀位规划时的约束及轨迹干涉问题。
[1]齐文国, 孙建军, 等. 铝合金插铣铣削力建模与分析[J]. 设计与研究, 2007, (1):32-34.
[2]唐立山. 高速切削工艺[J]. CAD/CAM 与制造业信息化, 2005,(9):64-65.