高温超导电缆导体焊接工艺研究
2010-06-26张喜泽宗曦华韩云武
张喜泽, 宗曦华, 韩云武
(上海电缆研究所,上海200093)
在超导电缆系统中,带材的焊接是不可避免的,良好的焊接不仅能够降低系统的损耗,同时也有利于电缆系统的稳定;反之,不好的焊接不仅增加了系统的损耗,给运行于温度低达77 K甚至更低温度的制冷系统增加了巨大的负担,同时由于电流分布不均匀而引起超导电缆实际临界电流小于所有带材临界电流之和,以及交流损耗的增加等。这些都是对系统的稳定高效运行的挑战。
影响焊接质量的因素很多[1],其中最重要的有焊接材料、焊点长度以及焊接的紧密度等。另外,为保护超导带材,焊接温度的控制也很关键。纯铟以其低熔化温度以及良好的导电性能得到了很多国外文献的推荐。本文选取了3种不同的焊接材料,分别是纯铟和两种不同厂家生产的低温焊锡,以不同的焊点长度对超导带材和导体进行焊接,并对其焊点的电阻进行测量,经比较和分析,总结出高温超导电缆导体焊接工艺的一些参数和注意事项。
1 试验方案
样品选用美国超导公司生产的铜加强的Bi2223/Ag超导带材。焊接方式采用超导带材直接压接式焊接[2],焊接材料分别使用铟焊料与低温焊锡(不建议使用普通焊锡,因为普通焊锡的熔点一般在200℃左右,温度过高容易使超导带材产生分层现象,从而导致带材结构的破坏和临界电流退化);同时选择不同的焊接长度(0.5,1,1.5,2,2.5,3,3.5,4,4.5,5 cm)。最后通过试验结果分析,找出接头电阻与焊接长度的关系,以及不同焊接材料对接头电阻的影响,从而找出最佳的焊接方法。
2 试验过程
采用电压电流法(四引线法)测试[3,4](见图1)。
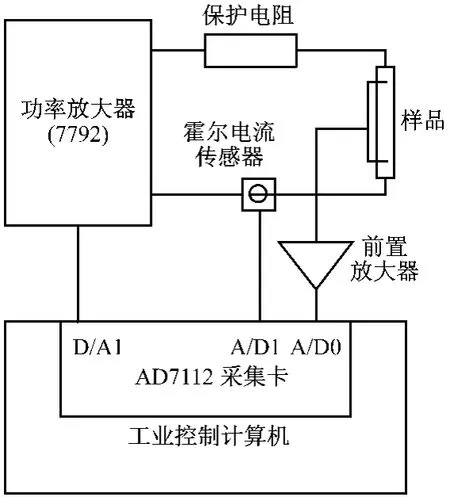
图1 实验线路图
由数据采集卡的模拟输出通道产生电压控制信号,控制功率放大器在超导体中产生由零缓慢上升的电流(0~50 A),使电流通过泡在液氮中的导体接头(图1所示的样品),电流大小由霍尔电流传感器检测并由数据采集卡的输入通道进入计算机;同时在导体接头两端焊接上电压引线,电压引线尽量接近焊点;接头样品上的电压由隔离前置放大器放大40 000倍后,由数据采集卡的输入通道进入计算机。因超导带材的零电阻特性,故认为此时测得的电压、电流值即为导体焊接接头的电压电流值。最后利用R=U/I特性,计算出导体焊接接头电阻。
3 试验结果
我们对3组分别采用了3种不同的焊接材料(一种为铟焊料,另外两种为不同厂家生产的低温焊锡)的试样进行了测试,测量焊接点电阻与焊接长度的关系,其结果如图2~图4所示。
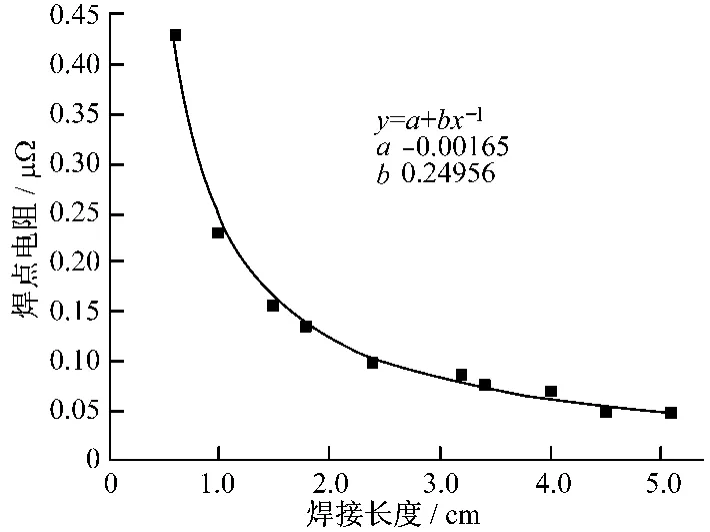
图2 铟焊料焊点电阻与焊接长度的关系曲线
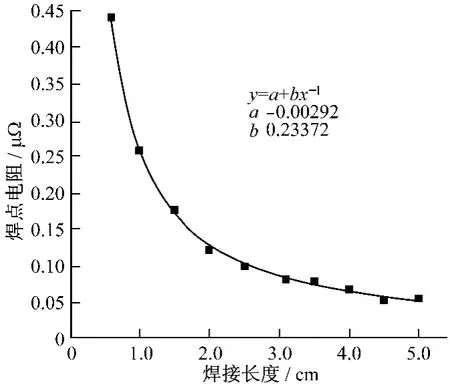
图3 A厂家低温焊锡焊点电阻与焊接长度的关系曲线
4 试验结果分析与总结
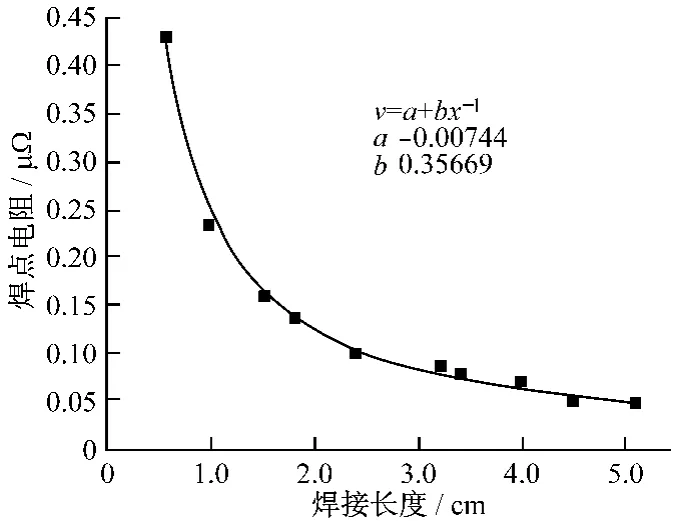
图4 B厂家低温焊锡焊点电阻与焊接长度的关系曲线
从试验结果不难看出,当焊点长度从0.5~5 cm变化时,3种焊料的导体接头电阻有逐渐变小的趋势。对此进行了分析:测量过程中超导材料一直处于超导态,因此,导体接头两端的电阻可视为两层导体之间搭接焊接面的电阻,焊点长度越长,搭接焊接面的通电横截面越大,而电阻与搭接焊接横截面的面积成反比,故而电阻随焊点长度变长而减小。以上数据图中的曲线是以函数y=a+bx-1拟合的拟合曲线,这里的a值为实验误差,b值是与焊接材料直接相关的,是衡量焊接材料好坏的标准。由图中可以看出实验结果与理论预测相当吻合。对上式求导可得:y′= -bx-2,若取 b=0.25,当长度 x=4 cm时,|y′|已经小于0.016,也就是说电阻随长度增大而变小趋势已经很不明显了,此时对导体接头电阻影响的主要因素转移到了焊接质量。从图中还可以看出,当焊点长度大于4 cm时,电阻的阻值为10-8量级,若每根带材通过100 A电流的话,其焊接接头热损耗为10-4W,这个量级相对于大电流的超导电缆的交流损耗来说还是可以承受的。
另外,焊接工艺对接头电阻的影响也很大,当焊接充分,两层导体之间焊接紧密时,接头电阻更小;当焊接不充分,两层导体焊接处有空隙,那么将使接头电阻变大。而3种不同焊接材料的接头电阻在焊点长度为4~5 cm时,焊点电阻随长度增大而变小趋势已很不明显。考虑到焊点太短将使损耗太大,太长又会给实际操作带来很多困难,对焊点质量也是一个很大的挑战。因此在超导电缆系统的接头焊接中建议采用一定压力的压接式焊接,焊接温度控制在140℃左右,焊接长度为4~5 cm,并保证焊接充分,导体之间不能留有空隙,并不破坏带材。考虑到纯铟焊接材料的成本较高,建议以低温焊锡作为焊接材料。对于良好的焊接材料,焊点长度可适当减短,而质量一般的焊接材料须适当加长。
[1]Jung Ho Kim,et al.Evaluation of joint resistance between Bi-2223/Ag superconducting tapes[J].IEEE Transactions on Applied Superconductivity,2006,16(2):1059-1062.
[2]Haseyama S.Jointing of Bi-2223 sintered bulk using superconductor paste[J].Physica C,2001,356(1-2):23-30.
[3]李景会.Bi2223超导带材交流损耗研究[D].沈阳:东北大学,2004.66-95.
[4]郭仁春,王金星,宗曦华,等.Bi2223/Ag带材超导接头的研究[J].东北大学学报(自然科学版),2004,25(9):863-865.
