提高齿轮刀具工艺性的新方法*
2010-06-13李士晓王鹏飞
李士晓,王鹏飞
(河南机电高等专科学校,河南 新乡 453002)
目前,制造齿轮常用的方法有成形法和展成法两种。成形法多采用成形齿轮铣刀,同一把刀具只能加工一定齿数范围的齿轮,而且加工一个齿需要分度,因此加工精度和生产率较低,仅用于单件小批生产及修配时用。当生产批量大、精度要求较高时,多采用展成法齿轮刀具(如滚刀、插齿刀和剃齿刀等),这种刀具通用性强,同一把刀可加工同一模数不同齿数的齿轮。但这种刀具制造时,齿背需铲磨,制造较困难,磨损后,刀齿刃磨不方便。且多采用整体高速钢制造,如果有一个刀齿损坏,整把刀可能就会报废,浪费刀具材料。另一方面,也不利于高速切削刀具材料的应用。
1 提高齿轮刀具工艺性的传统方法
改善刀具工艺性的传统方法主要是采用装配式结构的滚刀。常用的结构有:镶齿滚刀、圆磨齿轮滚刀和硬质合金滚刀等。
1.1 镶齿滚刀
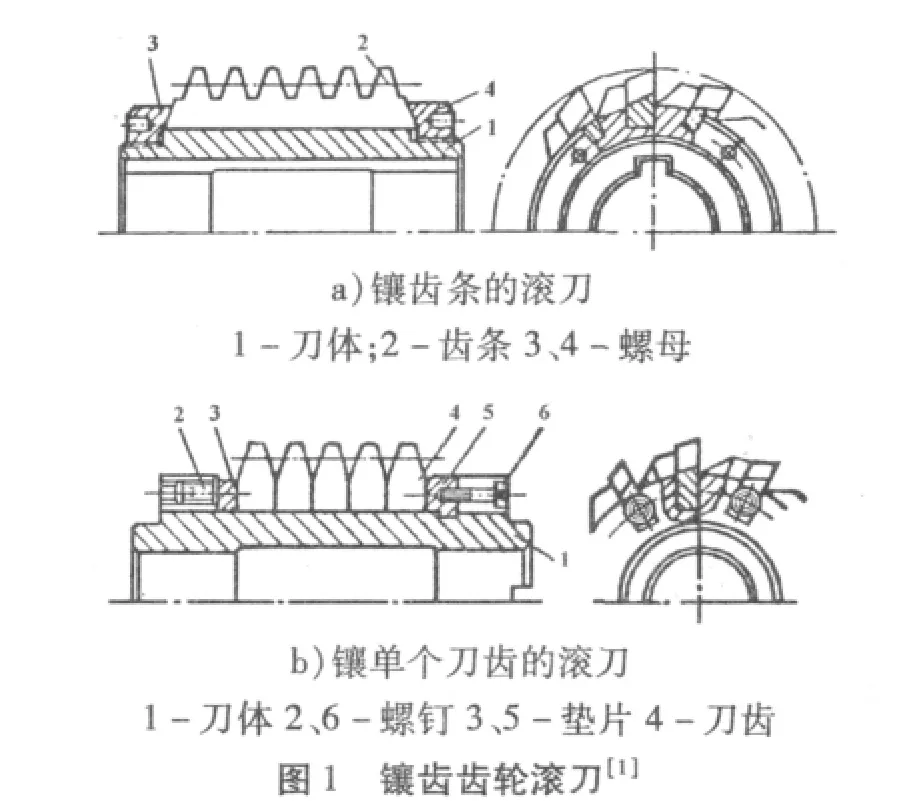
当齿轮滚刀的模数较大时,可做成镶齿结构。常用的有镶齿条的齿轮滚刀和镶单个刀齿的齿轮滚刀两类。
图1a所示的镶齿条的滚刀,主要用于中等模数的滚刀。高速钢齿条2装在刀体1的矩形槽内,槽的宽度和齿条的厚度需有较高的配合精度。齿条两端磨成锥形,用螺母3和4的锥面压紧,装配后,再磨滚刀的前刀面和后刀面。这种滚刀结构简单,工作可靠,容易制造,且可节约高速钢,同时也因为镶齿滚刀刀片锻造容易,可得到细化的金相组织,热处理易于保证整体质量,因而这种滚刀的切削性能好,且刀具寿命高,但刃磨不方便[1]。
图1b为镶单个刀齿的滚刀,刀体1上的槽平行于滚刀轴线,其宽度做得很精确。单个的刀齿4可插在槽内,并由螺钉6压紧在刀体1的垫片5上。刀齿4在轴向的夹持由螺钉2通过垫片3来实现。刀齿预先磨好齿形,再装到刀体上。这种滚刀的优点是:单个齿做成尖齿的(不是铲齿的),侧后刀面单独刃磨,与齿顶后刀面之间没有固定联系,可按需要刃磨出合理的后角,同时,由于采用了具有互换性的刀齿,可增加滚刀的使用寿命,但由于刀齿要求非常精密,制造困难,目前应用不多[1]。
这两种镶齿滚刀在工艺性上已较整体滚刀有了很大的改进。
1.2 圆磨齿轮滚刀
这种滚刀在制造时采用蜗杆磨床磨制齿面,而不用铲磨。所以也叫不铲磨滚刀,如图2所示。刀片刃磨时装在工艺刀体上。刀体上夹持刀片的刀槽偏离中心,刀片装上后,前刀面离开中心有一段距离a,在蜗杆磨床上刃磨成形,磨完后,卸下刀条,再将其装在滚刀的刀体上,由于前刀面在滚刀中心线上,因而刀齿有了后角,而不需要再铲磨齿形。圆磨滚刀由于用蜗杆磨床刃磨齿面,因而可以采用大直径的砂轮刃磨,与铲磨相比,不仅可提高磨削效率和表面质量,而且容易保证在滚刀全齿长上的齿形精度。圆磨滚刀刀齿的有效长度较长,大大增加了滚刀的可重磨次数。但这种滚刀的刀体和刀片精度都要求较高,制造困难,成本较高,目前应用得也不多[2]。
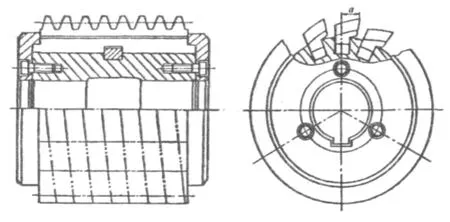
图2 圆磨齿轮滚刀
1.3 硬质合金滚刀
高速加工硬齿面齿轮时可用硬质合金滚刀。当模数较大时,为了便于制造和节约硬质合金,常以单个刀齿形式焊接在刀体上;当模数较小时,可采用整体式或以硬质合金刀条焊接在刀体上[3]。焊接式结构的硬质合金滚刀已经得到了使用,可转位结构也开始用于硬质合金滚刀。
以上几种结构的滚刀均是在刀体槽上安装上齿条或刀片。齿条、刀片由整体高速钢或硬质合金组成。这种结构如果在普通平面磨床上刃磨,刀头刃磨后会失去原来的尺寸精度。如何保持原来的尺寸参数,即原始参数与刃磨次数无关,必须寻找一种更好的工艺性方法,一方面使刀具本身的切削性能不低于装配式滚刀,另一方面还要在保证要求的精度和提高生产率的前提下,使刀具制造和使用中具有良好的工艺性。
2 提高齿轮刀具工艺性的新方法
为了改善其工艺性,可采用以下方法:按Z倍展成(Z为被切齿轮的齿数)方法形成齿面(按展成法切齿),切齿刀头均为直线切削刃,在进行切齿过程中,要有严格的展成运动,并且采用组装-可分式结构。刀头可采用不同的刀具材料,刀具整体可采用盘形结构,也可采用蜗杆形结构。
2.1 盘形齿轮刀具
图3a所示为盘形齿轮刀具,刀具直径为φ215mm,装有可更换的18把硬质合金刀头3。用专用心轴1安装在铣床主轴上,实现刀具的定心,并传递扭矩。刀头3安装在刀体2的端面径向分布槽上,用螺钉5旋紧将刀头3固定在盖4上,利用刀头3的球形面与刀体基准环6接触,来保证各刀头的悬伸量相等,刀头借助球形螺母7和锥形垫圈8固定。

2.2 蜗杆形齿轮刀具
图3b所示为蜗杆形齿轮刀具,刀具直径为φ315mm,刀具上安装有37把可更换的硬质合金刀头,该刀具的元件1~8和盘形齿轮刀具的一样,功能也完全相同。
3 结论
1)以上盘形、蜗杆形齿轮刀具,在使用过程中不仅可以保证刀具的原始参数不变,而且刀头可更换,因此刀头可根据工件材料不同,采用不同的刀具材料,便于高速切削刀具材料的应用,且刀头可集中刃磨,刃磨也比较方便,刃磨时可使用专用刃磨刀头的夹具在平面磨床上刃磨。
2)由于刀具直径较大,刀齿数较多,同时包络齿轮齿面的刀刃数较多,因此被加工齿轮齿形精度较高,齿面粗糙度较小。
[1]袁哲俊.金属切削刀具[M].上海:上海科学技术出版社,1984.
[2]李华.机械制造技术[M].北京:机械工业出版社,2003.
[3]乐兑谦.金属切削刀具[M].北京:机械工业出版社,1984.
