提高无旁路脱硫塔可靠性的措施
2010-06-07徐华春
徐华春
(中环(中国)工程有限公司,南京市,210008)
0 引言
火力发电厂烟气脱硫系统(flue gas desulfurization,FGD)中的旁路烟道是为了在锅炉点火、FGD故障停运或临时检修时,烟气可以通过旁路烟道直接排入烟囱,保证主体发电机组正常安全运行。国内已投运或在建的湿法脱硫装置一般都设有100%旁路烟道。但是,设有旁路的脱硫装置在运行中也出现了一些问题,如部分脱硫设施难以高效稳定运行。已建成投产的烟气脱硫设施实际投运率不足,减排二氧化硫的作用没有完全发挥[1]。为严格保证火力发电厂烟气污染物达标排放,HJ/T 179—2005《火电厂烟气脱硫工程技术规范石灰石/石灰—石膏法》[2]中5.3.2.5在2008年修改为“新建发电机组建设脱硫设施或已运行机组增设脱硫设施,不宜设置烟气旁路”。
取消旁路后,FGD成为主体机组不可解列的一部分,只要锅炉烟气系统运行,FGD就必须同步运行。为了减少故障点,提高脱硫系统的可用率,取消旁路后一般不再设增压风机和烟气加热器,这样整个脱硫系统中的设备故障点集中在吸收塔上,吸收塔安全可靠运行直接影响到主体发电机组的连续运行,因此,吸收塔设计时必须从各个方面提高其运行后的可靠性。以下结合某电厂无旁路脱硫塔在设计过程中,对提高吸收塔运行可靠性方面所采取的措施,探讨提高无旁路脱硫塔可靠性的方法。
1 吸收塔本体结构设计
脱硫吸收塔的本体结构尺寸主要包括塔体直径、吸收及除雾区域高度和氧化浆池容积。这些结构尺寸由烟气量、烟气流速、液气比等参数确定,而这些参数的确定又直接由厂燃用的煤种决定,与煤中含硫量密切相关。当电厂燃用煤含硫量超出吸收塔设计值时,会导致吸收塔超负荷运行,塔内件及其附属设备就会受到破坏。目前国内燃煤电厂设计燃煤硫分还得不到充分保证,无旁路脱硫塔结构尺寸设计一定要考虑燃用煤含硫量的增加。吸收塔整体尺寸设计裕度比常规设计要大一些,其中包括吸收塔直径、塔内烟速、液气比、浆池容积、烟气停留时间等参数,防止因锅炉燃用煤种的含硫量增加造成吸收塔内浆液pH值无法控制,机组降负荷运行或停炉。特别是吸收塔浆液池容积增大后,可增加SO2吸收、氧化、石膏结晶可靠性,提高对烟气量、SO2浓度增加、石灰石品质变差时运行工况的适应性,对石灰石浆液供应和石膏排出、废水排放出现临时故障也有缓冲作用。
吸收塔每层喷淋层采用单独浆液循环泵供浆。浆液循环泵长期运行不可避免会有磨损,在数量上可备用1台,防止浆液循环泵磨损后检修时间较长,循环泵因检修停运而使主体机组降低负荷,减少发电量。增加备用循环泵后相应增加1层喷淋层,塔体高度也相应增加。
当锅炉点火用油枪助燃时,会有未燃尽的油滴随烟气一起进入吸收塔,污染塔内浆液,加速吸收塔内壁橡胶衬里老化[3],因此在吸收塔内最高液位处专设观察孔和排油口。
吸收塔液位在运行中的监视是非常重要的。溢流管堵塞时,浆液会倒流到吸风机出口,严重时会造成设备损坏和停机事故,吸收塔的溢流管在设计时,要做到液位低时不跑烟气,液位高时能及时排放浆液。
吸收塔入口烟道处设置事故冷却系统,防止故障时高温烟气对吸收塔内件(如除雾器、喷淋层、防腐内衬等)的损坏。
2 塔内件选型及设计
吸收塔内件主要包括除雾器、喷淋层及喷嘴、搅拌器及氧化空气管、滤网。这些内件在塔内布置要有合理的高度,同时其选型和选材要充分考虑其运行使用环境。
2.1 除雾器
除雾器的作用是将经过喷浆吸收SO2后的烟气中夹带的液滴和水雾分离下来,以控制和防止亚硫酸盐在后续塔壁、烟道、烟囱腐蚀结垢。
常用除雾器有2种结构型式:平板式和屋脊式。屋脊式除雾器设计流速大,经波纹板碰撞下来的雾滴可集中流下,减轻产生烟气夹带雾滴现象,烟气通路面积亦即除雾面积比水平式面积相应增大,因此,除雾效率高,出口排放的液滴浓度不大于50 mg/m3,但其盲区占面积的比例较大,从结构来看,塔径在φ13 m以上才能适用[4]。
一般常规设计要求除雾器出口排放的液滴浓度不大于75 mg/m3,对于无旁路脱硫吸收塔可要求高一些,设计时选择除雾效果相对好的屋脊式除雾器。
除雾器由本体和冲洗系统组成。冲洗系统的作用是定期清除除雾器叶片捕集的液滴、粉尘,保持叶片表面清洁,防止叶片结垢和堵塞。除雾器结垢严重时会导致除雾器变形、坍塌和折断。正常的二级除雾器冲洗方式是对第1级粗除雾器前后两个端面,第二级细除雾器前端面进行冲洗,第2级除雾器后端面仅在必要时才进行冲洗,以避免烟气携带太多液滴。旁路取消后,为避免浆液在第2级除雾器上部沉积引起堵塞,增加二级除雾器后端面手动冲洗系统,防止除雾器堵塞时无法进行清除。
除雾器冲洗水阀门是动作十分频繁的阀门,质量要可靠。取消旁路后,除雾器冲洗水宜用干净的工艺水。
2.2 喷淋层及喷嘴
喷淋层中喷淋管的材料目前大致有2种∶玻璃钢(FRP)和钢管内外衬橡胶。全玻璃钢喷淋层根据玻璃钢的材料特性,一般需要在喷淋管底部设置支撑梁。在实际工程运行中,这些支撑梁存在被上部喷嘴喷出的浆液击穿破坏的可能。为避免由此带来的隐患,取消旁路后,吸收塔喷淋层底部不设支撑梁。采用1根碳钢主管两侧连接FRP喷淋支管的形式(图1),喷淋支管两端分别连接在主管和塔壁上,当吸收塔塔径较大时,喷淋支管长度相应较长,可以通过增加喷淋支管的厚度或在支管上加肋,提高喷淋支管的强度和刚度。

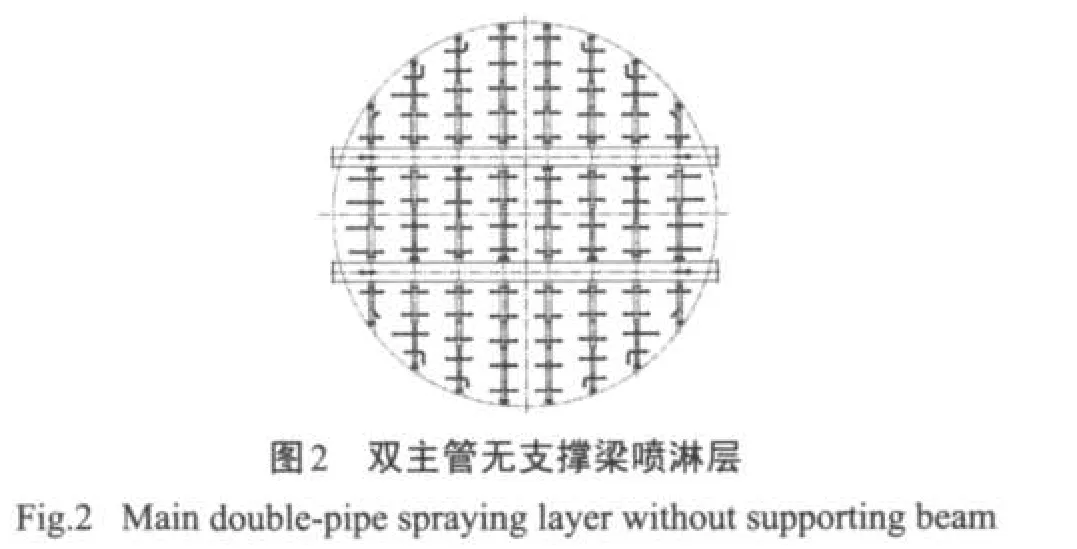
塔径更大时,喷淋层也可以采用双主管形式(图2),通过降低FRP支管的长度来满足喷淋支管强度和刚度要求。图2中,双主管之间的喷淋支管一端与主管上法兰贯通连接,一端封闭放置在另一喷淋主管上的支座上。由于喷淋支管底部无支撑梁,它的设计要充分利用受力分析软件(如有限元分析软件ANSYS等)进行模拟分析,在制造过程中,必须对各个生产环节进行认真监督检验。
喷淋管中的大量石灰石浆液通过喷嘴转化为与烟气有足够接触面积的雾化细小液滴,脱除烟气中的SO2。喷嘴的性能对脱硫率有重要影响。常用的脱硫喷嘴有2种形式:螺旋型实心锥喷嘴(图3)和空心锥切线型喷嘴(图4)。


螺旋型实心锥喷嘴是随着连续变小的螺旋线体,石灰石浆液不断地经螺旋线相切后改变方向呈片状喷射成同心轴状锥体。空心锥切线型喷嘴是石灰石浆液从切线方向进入喷嘴的旋涡室内,然后从与入口方向成直角的喷孔喷出,形成无数雾滴组成的空心锥喷雾群。螺旋型实心锥喷嘴结构易碎,且液滴均匀性也有待提高[5]。空心锥切线型喷嘴,自由畅通直径大,具有自清洗功能,应用最为普遍[6]。
脱硫喷嘴采用的材料主要有反应烧结碳化硅(RBSC)和氮化硅结合碳化硅(SNBSC)。反应烧结碳化硅属于精细陶瓷,气孔率小,弯曲强度大,适用于制作精细的螺旋型喷嘴。氮化硅结合碳化硅主要用于制造空心锥类喷嘴。目前,脱硫喷嘴的国产化率仍然很低,国内已有一些原生产金属冶炼用的耐温耐磨碳化硅产品的厂家正在开拓脱硫喷嘴业务,但是,目前的制作还处于模型仿制阶段[7]。从国外公司的供货情况看,SNBSC是喷嘴的主导材料。
在喷淋层布置喷嘴时,最外层喷嘴与塔壁要保持合理距离,防止塔壁穿孔漏浆。
2.3 搅拌器及氧化空气管
吸收塔侧进式搅拌器是为避免浆液在浆液池中沉淀结垢,保证氧化空气与亚硫酸盐充分接触与反应,让浆液处于不停的流动状态。搅拌器应选择质量可靠、性能优良的产品。
氧化空气管一般设置在搅拌器桨叶的前方,氧化空气通过此管道喷入到浆液池中。氧化空气管向塔内喷出氧化空气时,管道会有颤振现象,而且塔内浆液一直在被搅拌,采用1.4529合金的氧化空气管容易折断。吸收塔内壁有防腐层,氧化空气管的固定支架与塔壁的连接要牢靠。
2.4 滤网
为保护吸收塔浆液循环泵,防止吸收塔浆液池内大直径固体颗粒进入泵体,引起泵体的磨损及喷嘴和旋流子的堵塞,吸收塔内浆液循环泵吸入口设置过滤网。滤网网孔面积应为泵吸入口面积的3倍以上[8],网孔在筛网上按比例布置,滤网材料选用1.4529合金。
3 吸收塔防腐
吸收塔本体不同部位及零部件,因承受多种化学品、温度、湿度的腐蚀和烟尘、浆液的冲刷、磨损等苛刻的工况条件,防腐材料应满足较高的力学性能、良好的化学稳定性和热稳定性、优良的抗渗透性和耐磨性等要求,同时应结合降低成本、施工可靠、安全运行时间长等因素综合考虑[9]。目前,用于吸收塔的防腐材料有橡胶、玻璃鳞片和镍基合金3种,其中镍基合金价格昂贵,主要用在吸收塔入口干湿界面处比较恶劣的工况。
在欧洲,塔体的防腐主要使用橡胶衬里,在日本几乎全部采用玻璃鳞片涂层,在美国则均有使用。玻璃鳞片具有优良的防渗透性和结合良好的机械强度,即使在180℃条件下,短时间里仍能集良好的化学稳定性和抗渗透性于一体,施工维修方便,但不能承受较大的温差。橡胶衬里具有弹性和受力变形能力,可吸收固体物料的冲刷力,耐一定程度的温度变化,发生一定限度变形时随着基体一起变形而不产生裂纹,并具有良好的耐磨性能。其缺点是当衬层起层开裂时,会产生扩散性腐蚀,施工要求高,维修不易。
丁基橡胶防腐在国内外获得了广泛的应用,能很好地满足对浆液和烟气抗渗透性与耐磨要求。吸收塔采用内衬丁基橡胶防腐时,从吸收塔底板到搅拌器桨叶上端和喷淋层段塔内壁的区域内有浆液运动或冲刷,对衬胶有着很大的磨损,因此,此区域采用双层衬胶,其他部位采用单层衬胶。防腐的施工应严格按照相关标准和规程进行,特别是要保证合理的工期。
吸收塔入口处为高温原烟气,吸收塔入口上方塔壁设有挡液板,但仍然不可避免会有喷淋浆液落到上面,造成入口段表面的防腐材料经常处于热胀和冷缩两种状态间不断变化,时间一长,防腐材料会出现龟裂。同时,吸收塔入口处在干湿界面,容易结露,浆液也容易富集、结垢,腐蚀条件恶劣。因此,该区域全部衬C-276合金。
4 结论
取消旁路后,脱硫系统的安全性要求远高于传统有旁路的脱硫系统,对电厂机组能否长期、安全、稳定、经济运行产生直接影响。无旁路脱硫塔设计时,选材需要提高材质等级,塔内件必须选择质量可靠,性能优良的产品,对它在运行后可能出现的各种问题,必须在设计中消除或在以后的运行中有应对措施,以保障电厂主发电机组安全运行。
[1]陈创社,赫向辉,王军平.无旁路烟气脱硫装置运行可靠性探讨华[J].电技术,2009,31(7):6-8.
[2]HJ/T 179—2005火电厂烟气脱硫工程技术规范石灰石/石灰—石膏法[S].北京:国家环境保护总局,2005.
[3]蒋丛进,封乾君.国华三河电厂脱硫装置取消烟气旁路的研究[J].电力建设,2008,29(2):61-63.
[4]王祖培.火电厂烟气湿法脱硫装置吸收塔的设计[J].煤化工,2002(5):44-48.
[5]姚丙东,蒋金宝,兰清敏,等.湿法脱硫用喷嘴的研究与进展[J].化工机械,2006,33(4):194-197.
[6]孙克勤.电厂烟气脱硫设备及运行[M].北京:中国电力出版社,2007.
[7]傅文玲,刘鹏.烟气脱硫用碳化硅喷嘴的国产化探讨[J].电力设备,2007,8(2):50-52.
[8]孙琦明.湿法脱硫工艺吸收塔及内件的设计选型[J].中国环保产业,2007(4):18-22.
[9]游春桃,林海波,黄海涛,等.石灰石-石膏法脱硫装置吸收塔衬里橡胶的应用[J].压力容器,2006,23(7):19-23.