机制棒自燃内热式炭化窑及其炭化工业试验
2010-06-04庄晓伟吴丽芳陈顺伟郑炜曼蒋应梯
庄晓伟,吴丽芳,陈顺伟,潘 炘,郑炜曼,蒋应梯
(1. 浙江省林业科学研究院 浙江省森林资源生物与化学利用重点实验室,浙江 杭州 310023;2. 浙江省义乌市廿三里街道农业服务中心,浙江 义乌 322013;3. 华北电力大学经济与管理学院,北京 102206)
当前我国仍以原木炭窑为主要机制棒炭化窑,烧制的方法与木炭烧制方法相近,根据机制棒的特点,在火候和时间上进行了适当的调整。为克服土窑生产周期长、消耗薪材多等缺点,参照日本较先进的改良土窑,结合自有专利“自燃移动床干馏炭化炉”和国内农村的实际,开发了间歇式自燃型炭化窑,建成年产400 t机制炭中试生产线[1]。
该窑的最大特点在于完成初次烘窑后,以机制棒炭化过程中产生的可燃性气体在窑内的燃烧作为热源,通过控制空气的流入量来控制窑内温度,连续操作不需要添加其它燃料;生产的机制炭质量高、均匀度好;生产效率高,不需要较多专业知识即可操作;自动化程度不高,建窑投资少,特别适合农村推广。
1 炭窑概述
1.1 设计思路
根据机制棒具易吸湿膨胀、开裂的特点,因而,要求炭化窑在炭化初期时水蒸汽的排放上要做到以下两点:一是水蒸汽的排放速度不能过快,否则易导致窑内湿度过大引起机制棒的吸湿反应;二是排放尽量不要对着机制棒,以减少机制棒吸湿的机会。我们的设计思路是:把窑内的出气口置于窑的偏下部,基本与轨道车的炭架处于同一水平面。同时,烟囱的高度尽量降低。不同容积、不同通风口面积、不同拱高的炭化窑,应有相应的烟囱高度配合,才能达到理相的炭化效果。通过选择试验,提出窑容积与烟囱高度的线性关系为[2]:

式中,s为通风口最大面积(m2),h1为窑内高(除拱顶)(m),h2为拱高(m),x为窑体容积(m3),y为烟囱离地面高度(m)。
针对当前生产上以土窑烧制机制炭存在的生产效率低、机制炭产率低且品质参差不齐、薪材消耗多等缺点,结合机制棒的特点,借助“自燃内热式移动床干馏炭化炉”和“列管移动床干馏炭化炉”自有专利及其应用开发技术成果,提出了“机制棒自燃式炭化窑”。
1.2 炭窑结构与基本参数[2]
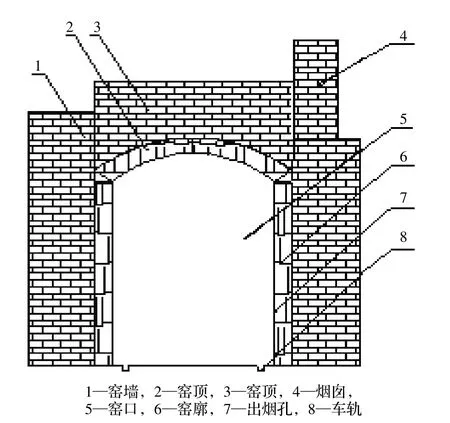
图1 自燃内热式炭化窑结构示意图Figure 1 Structure of spontaneous combustion and internal-heated carbonization furnac
该炭窑的基本结构如图1所示,炭化窑的窑体前方有窑口及配套的窑门,窑底有车轨,车轨内端有小车定位坎,窑廓内壁有出烟孔,出烟孔连接烟囱,窑顶为拱形顶,窑墙、窑顶为双层之间带保温层的夹墙。本机制棒炭化工艺及其设备具有间歇式生产优质机制炭的能力,其生产周期为4 ~ 6 d,该炭窑利用干馏过程产生的可燃性气体在窑内可控燃烧作为炭化过程本身能源。在预炭化阶段,进气孔保持固定状态;进入炭化阶段后,封闭烟囱,通过窑门上部开口的大小来调节窑内空气的流通;精炼阶段,封闭窑门底部的预留气孔,只通过窑门上部开口处燃烧排出窑内的气体,达到精炼的目的。
该炭化窑的窑内宽、窑内深、窑内高(除拱顶)的尺寸比例为1.32∶1.71∶1.36,窑容积为2.5 ~ 5.0 m3,拱高为0.3 ~ 0.5 m,烟囱高度为0.8 ~ 1.2 m,烟囱通风面积为0.5 m2,产炭480 ~ 720 kg/窑。
1.3 炭化原理
新砌或闲置一段时间的窑体中含有一定水分,在使用前必须进行烘烤,窑内温度需达到 100℃左右,烘窑时间一般在24 ~ 48 h。机制棒的炭化主要经历预炭化、炭化、精炼3个阶段[1~3]。
1.3.1 预炭化 机制棒进窑后待烟囱冒烟,关窑门,留底部通气孔,关闭其余窑门上的通气孔,保持适量的空气流通;窑温渐升,机制棒水分蒸发,随烟气一同排出,半纤维素分解,发生放热反应,窑温继续上升,纤维素与木质素分解,温度升至 300℃后,受空气流通量的制约,炭化进展缓慢,产热与散热量基本相持平,窑温维持300℃左右达2 ~ 3 d,烟囱从排白烟至黄烟,最后至青烟,完成预炭化[4]。
1.3.2 炭化 炭窑排青烟后,封闭烟囱,逐渐扩大窑门通气量,使机制棒进一步炭化,并产生大量可燃气,通过空气助燃,使窑温上升至500℃。
1.3.3 精炼 窑温升至 500℃,窑门通气量增加引起燃火,物料炭化产生的大量可燃性气体与空气充分燃烧,产生一种抽力,使得初级机制炭发生自发脱除氢、氧的芳构化过程,有机气体快速流走,产生真空吸力,窑温进一步升高至650 ~ 700℃,使初级机制炭(经初步炭化的机制棒)内有机物急剧丧失(减少),体积收缩,固定碳含量上升,精炼完成[5]。
2 试验仪器与方法
2.1 生产和试验仪器设备
工业生产设备:滚筒气流式连续烘干机,干燥效率400 ~ 600 kg/h;高密度成型机:每台2.5 t/d,保持2台正常工作;自燃内热式炭化窑,总容积3.07 m3;除尘环保装置。
试验仪器:上海欧锐 WELL8000型多用量热仪,马弗炉 Nabertherm L9/11/SKM,数显鼓风干燥箱(GZX-9140)。
2.2 机制炭制备方法
2.2.1 备料 木屑预处理:采购已袋装的松木屑和杉木屑,运回试验地仓库堆放半个月到1个月,对木屑起到一定的软化作用,有利于机制棒的成型。配料及搅拌:将松木屑和杉木屑按一定的比例进行配料,配料后搅拌均匀即可。原料过筛:选用合适网孔的滚筒筛,将所需原料经过简单的机械筛选,去除其中的树皮、粗大颗粒、石子等杂物。
2.2.2 干燥成型 进料:将准备好的原料铲入畚箕,再倒入进料口,通过传送带进入干燥设备;通过进料斗的出口阀门控制原料的流出量。干燥:以木材碎料燃烧产生的烟气为热源,在离心风机的带动下,原料和烟气同时在管道内流动,最终达到原料干燥的目的。成型:干燥后流经贮存槽,稍加冷却后直接进入成型机,在高温、高压的作用下压制成型。
2.2.3 炭化 机制棒装车:将机制棒冷却到室温后进行装车,要求中间6根纵向放置,两边横向放置,关键是每层机制棒紧密排列。最上面6层纵向放置,并逐层减少机制棒根数,使其与炭化窑圆弧顶保持一致。炭化基本操作步骤如图2所示。

图2 机制棒炭化操作流程Figure 2 Operational flow of machine-made rod carbonization
2.3 检验方法
2.3.1 机制棒的含水率 参照GB/T1931-1991木材含水率测定方法。
2.3.2 机制炭直径收缩率 用游标卡尺直接测得。
2.3.3 机制炭的挥发分、灰分 按GB/T17664-1999《木炭和木炭的试验方法》测定。
2.3.4 机制炭燃烧值 按GB14402-1993建筑材料燃烧热值试验方法测定。
2.3.5 机制炭密度 参照GB/T217-1996煤的密度测定方法测定。
3 试验结果和讨论

表1 自燃窑炭化工业试验结果Table 1 Results of industrial tests of machine-made rod carbonization in spontaneous combustion furnace
3.1 炭化工艺调整
2008年9月13日开始进行了前期设备运行调试,由表1试验数据表明,9月13日烘窑开始至适应性调整结束,之后实现正常稳定生产。在此期间,主要对不同原料混合比例及其成型温度对机制棒质量的影响、加料速度和干燥温度对原料干燥及其机制棒成型的影响、炭化工艺对炭化得率及机制炭质量的影响、除烟气装置对烟气流量及排放的影响进行了试验和调整,提出了相应的工艺参数,即松木屑和杉木屑的比例在3∶7进行配料,成型温度350 ~ 420℃,干燥设备炉膛入口温度280 ~ 350℃,干燥设备炉膛的出口温度控制在130 ~ 140℃,加料速度以满足成型机生产能力为宜,炭化时间5 d,冷却时间1 ~ 2 d等基本技术参数。
10月15-27日,按上述技术参数转入正常运转,对不同炭化时间和精炼时间对炭化得率及机制炭质量的影响进行了对比研究。
3.1.1 炭化时间的选择 机制棒在间歇式自燃炭化窑内的炭化依次经历炉内熏烟、排烟初炭化和导入空气煅烧精炼三个工艺阶段,达到完全炭化的目的。炭化时间分别为101 h、126 h、153 h的升温干馏温度变化曲线如图3所示。其中升温时间基本为24 h左右,保温初炭化时间较长,炭化时间分别为101 h、126 h、153 h的曲线保温时间区间分别为24 ~ 90 h、24 ~96 h、24 ~ 132 h,总炭化时间的长短对各初始升温曲线、保温初炭化曲线的影响较小;而精炼炭化段的温度变化曲线区别较明显,说明保温炭化时间的长短影响第二次升温的时间;但其精炼最高温度基本一致,精炼时间基本相同。
其中,进窑时窑温过高以及机制棒放置时间过长吸水都将引起轨道车正中间竖放的机制炭产品严重开裂。轨道车在窑内位置不正也易引起炭化不均匀,而导致精炼效果差,直接影响机制炭的质量。

图3 炭化过程窑内温度变化曲线Figure 3 Variation curves of the temperature in the furnace during carbonization

表2 不同炭化时间的机制炭生产试验结果Table 2 Results of different carbonization duration of machine-made charcoal
应用间歇式自燃型炭化窑就保温初炭化时间(2 ~ 5 d)对机制炭的得率和质量的影响作了试验,结果如表2,炭化时间153 h的炭化得率最低,为33.63%;炭化时间为101 h和126 h的炭化得率相差不大,分别为34.38%、35.00%,这跟炭化时间较短有关,炭化时间101 h的炭化窑开窑升温时还冒较大的烟,使得点火消耗的时间较长,引起机制炭的部分过炭化和炭化不均匀。炭化时间为101 h的样挥发份含量最高,为8.08%;炭化时间为153 h的样灰份含量最高,为5.07%;炭化时间为126 h与炭化时间为153 h的样固定碳含量、燃烧值相差很小;而炭化时间为101 h的样固定碳含量、燃烧值相对偏小。
综上所述,炭化时间为101 h时,机制炭的性能不稳定、冒黑烟污染环境、机制炭性能相对较差;炭化时间为126 h与炭化时间为153 h生产的机制炭性能基本一致,且炭化时间的延长使炭化得率降低,不利于生产效率的提高。因此,合适的炭化时间为126 h。
3.1.2 精炼时间的选择 精炼时间对炭化得率及机制炭质量影响较大,同时易导致机制炭质量不均匀。由表 1可知,炭化直径收缩率随精炼时间的延长而增大,机制炭密度也随之增大。由表3表明,随精炼时间的延长,机制炭的挥发分含量降低,燃烧热值、固定碳含量、密度、炭化均匀度和机制炭直径收缩率均上升;但机制炭的灰分含量上升、得率降低、成本上升。精炼时间6 h与7 h生产的机制炭性能较接近,考虑到成本问题,6 h的精炼时间为较佳选择,制得机制炭挥发份含量为5.32%,固定碳含量为90.35%,热值34 293 kJ/kg,炭化得率35.0%,直径收缩率23%。

表3 机制炭不同精炼时间对比试验结果Table 3Comparison of results of different calcining time
3.2 炭 化窑炭化 均 匀性分析
11月6日开始正常稳定生产,为检验炭化窑运行过程中产品性能的稳定性,对同一窑的不同取样点的产品的均匀性、连续生产时不同时间生产的产品性能的稳定性进行了对比试验。
3.2.1 同一窑产品的均匀性分析 随机取3个窑,分别为窑A、窑B、窑C,每窑的中间部位加上两边的上下共计5个取样点,分别为采样点1、采样点2、采样点3、采样点4、采样点5。从炭化均匀性来看(表4),固定碳含量为91.19% ~ 93.11%,均值为92.05 %,指标变化较小,最大相差1.92%。3个窑采样点1的挥发份都明显低于其它4个采样点,分别为3.37 %、3.28 %、3.04 %,窑A、窑B、窑C的采样点2 ~ 5的挥发份含量分别为4.12% ~ 4.59 %、3.74% ~ 4.54 %、3.34% ~ 3.53 %,总体都在5 %以内,挥发份含量的大小主要与机制炭的精炼炭化程度相关。灰份含量均值在3.94% ~ 4.35 %,主要与原材料的灰份含量和炭化过程中的灰化程度有关。

表4 同一窑内不同采样点样品指标分析Table 4 Comparison on quality indexes at var ious sampling points in the same furnace
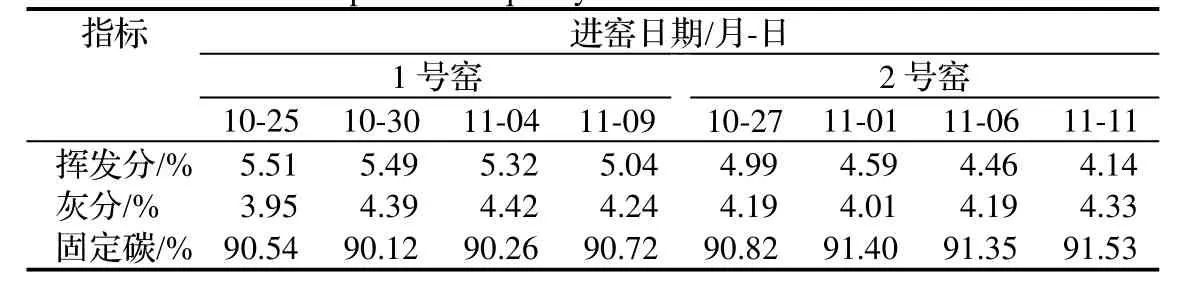
表5 两只不 同 窑 生产 的 机 制炭样 品 指 标对比 分析Table 5Comparison on quality indexes in two different furnaces
3. 2.2 炭 化产 品 性能 稳 定性 分 析 为 了 解 试验过程机制炭质量变化情况,随机抽取已正常生产的两个窑,对其产品机制炭进行质量变化情况的分析。由表5测定结果表明,同一窑运行过程相关质量指标变化较一致。其挥发分含量分别在5.04% ~ 5.51%和4.14% ~ 4.99%,1号窑比2号窑的挥发分高1%左右,主要可能是2号窑干燥程度 更 好且受地下湿气的影响 较 小、精炼能够达到 更高的温度等原因。两窑的原料一样,所以其灰分含量基本一致,在3.95% ~ 4.42%;由于两窑在挥发分上的差异,固定碳含量方面稍有差异,1号窑在90.12% ~ 90.72%,2号窑在90.82% ~ 91.53%。同时由表6结果还表明,随着时间的推移,两窑受湿气的影响进一步减小,挥发分相应的也有变小的趋势,最后将会趋于稳定。
3.3 机制炭性能对比分析
由表1和表3可知,稳定生产后,精炼时间达到5 h以上时,炭化得率为33.5% ~ 35.7%,炭化直径收缩率为20.0% ~ 24.0%,固定碳含量87.60% ~ 91.47%,挥发份4.36%~ 8.07%。对机制炭的燃烧值进行了测定,该窑生产的机制炭的燃烧热值大于32 000 kJ/kg,明显高于国内现有的机制炭燃烧值20 000 ~30 000 kJ/kg。由表6还可知,由该窑生产的机制炭的主要指标挥发分含量、固定碳含量都达到较高要求,远优于市场常见的机制炭,灰分含量相差不大。
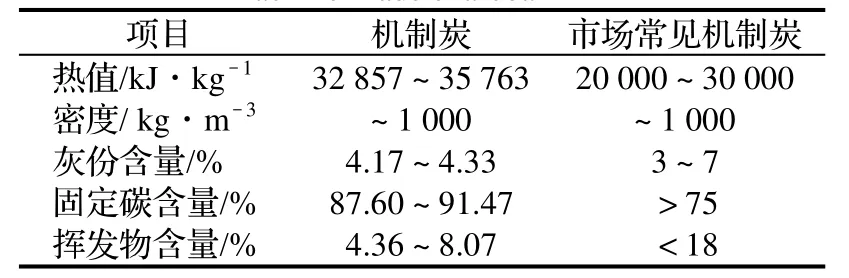
表6 机制炭的主要质量指标对照Table 6 Comparison of main quality indexes of machine-made charcoal
4 结论
根据机制棒具易吸湿膨胀、开裂的特点,研制出机制棒自燃内热式炭化窑,并进行了机制炭年产能力400 t规模的工业实验,结果表明:
(1)除烘窑消耗少量能源外,该炭窑不消耗薪柴或其它能源。该窑以机制棒炭化过程中产生的可燃性气体在窑内的燃烧作为热源,而土窑烧制机制炭时则需要消耗大量的阔叶杂木。
(2)在前期试验的基础上,参照工业试验中绘制的升温干馏窑内温度变化曲线,对炭化工艺进行调节,确定合适的炭化时间为126 h左右。机制棒炭化依次经历炉内熏烟、排烟初炭化和导入空气煅烧精炼3个工艺阶段,其中排烟初炭化时间的长短影响第2次升温的时间,但对机制炭的得率和质量的影响较小,煅烧精炼时间对炭化得率及机制炭质量影响较大,6 h的精炼时间为较佳选择,制得机制炭挥发份含量为5.32%,固定碳含量为90.35%,热值34 293 kJ/kg。
(3)炭化均匀性好,机制炭质量稳定。从工业试验的炭化均匀性结果分析表明,固定碳含量为 91.19% ~93.11%,指标变化较小,最大相差1.92%;灰份含量和挥发份含量都低于5%。同窑同样炭化工艺连续生产机制炭时,固定碳含量波动较小,为90.12% ~ 91.53%。
(4)机制炭产品质量好。机制炭的炭化得率为33.5% ~ 35.7%,炭化直径收缩率20.0% ~ 24.0%,固定碳含量87.60% ~ 91.47%,挥发份在8.07% ~ 4.36 %,燃烧热值大于32 000 kJ/kg,可以看出其主要指标均明显高于土窑烧制的炭,是国内现有炭化窑很难达到的。
[1] 胡福昌,陈顺伟等. 竹材列管移动床连续干馏炭化的工业试验[J]. 林产化学与工业,2005,25(2):47-51.
[2] 陈顺伟,庄晓伟,柏明娥. 机制棒自燃式炭化窑[P]. 中国:ZL200720004473.4,2008-01-09.
[3] 胡福昌,陈顺伟. 竹炭竹醋液连续化烧制技术[J]. 世界竹藤通讯,2005,3(2):37-39.
[4] 张文标,王伟龙,赵丽华,等. 机制炭理化性能的研究[J]. 浙江林学院学报,2003,20(2):215-218.
[5] 胡荣祖,史启祯. 热分析动力学[M]. 北京:科学出版社,2001.
