磨煤机旁路风改造
2010-05-31邸若冰
王 震,邸若冰
(阳城国际发电有限责任公司,山西 阳城 048102)
阳城国际发电有限公司6×350MW机组采用双进双出球磨机,一次风机正压直吹式制粉系统。D-10-D型双进双出钢球磨煤机是由美国福斯特-惠勒公司制造的,适用于哈氏可磨系数为55的无烟煤。由于实际使用哈氏可磨系数为38或48的无烟煤,造成磨煤机出力不足,锅炉带满负荷时燃烧不稳定,经常需要投油稳燃。针对以上问题在2007年进行了磨煤机衬瓦和磨煤机分离器改造。改造前各台锅炉风煤比一般在1.3~1.6 之间,改造后风煤比一般在 1.0~1.1之间,有时甚至低于1.0。风煤比过低,一次风携带煤粉能力增强,导致了进入磨煤机的一次风量下降,磨煤机干燥出力不足,磨煤机出口一次风粉温度降低。尤其在高负荷阶段风粉温度低于设定值较多,有时可低至83℃左右。由于着火阶段,温度是保证煤粉着火的重要条件,一次风粉温度的降低,直接影响了煤粉着火,严重影响锅炉运行的经济性。锅炉低负荷运行时,由于一次风带粉能力增强,一次风需求量减少,磨煤机负荷调节挡板开度小于15%, 负荷调节挡板进入了工作的非线性区,造成燃料量、二次风量、机组负荷大幅摆动,协调难以控制,需要解除部分磨煤机自动运行,严重影响锅炉运行的安全性。
为了解决磨煤机分离器改造后出现的新问题,2008年公司决定对磨煤机进行旁路风改造。由西安院对旁路风管道进行了设计,见图1。
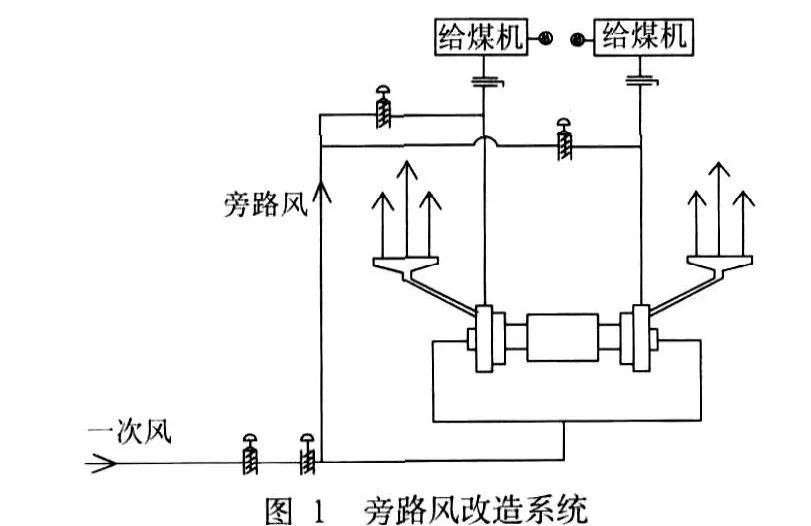
从磨煤机入口引一路热风,接至给煤机出来的落煤管上,以满足磨煤机干燥出力的要求,并控制磨煤机风煤比在合适的范围之内。旁路风随原煤一起进入制粉系统,旁路风从落煤管口直接向上进入粗粉分离器,不通过磨煤机,不会对磨煤机料位产生太大影响,对磨煤机出力影响也不大。
1 控制系统
1.1 控制任务
该系统的控制任务是在系统正常运行时,控制一定的热一次风来加热2个落煤管道,间接提高磨煤机出口风粉混合物温度和风煤比,从而优化煤粉的燃烧。
(1) 控制设备:旁路风调节挡板。
(2) 被调量:旁路风流量。
1.2 调节器入口偏差信号的形成
该调节器为单回路定值PID调节器,即由设定值回路生成旁路风调节挡板阀位设定值,经限制回路后形成最终阀位设定值,与实际阀位比较后形成偏差信号进入调节器。调节器偏差形成回路由3路信号叠加而成,第1路为燃料主控给该磨的实际负荷指令;第2路为磨煤机出口风温控制回路的偏差信号(设定值与实际值之差);第3路为操作员通过画面手动设定的偏置指令。
磨煤机负荷指令函数为一多段变斜率函数,其参数设定如表1所示。从表1可知,磨煤机负荷指令使旁路风的阀位设定值在40%~60%内变化。
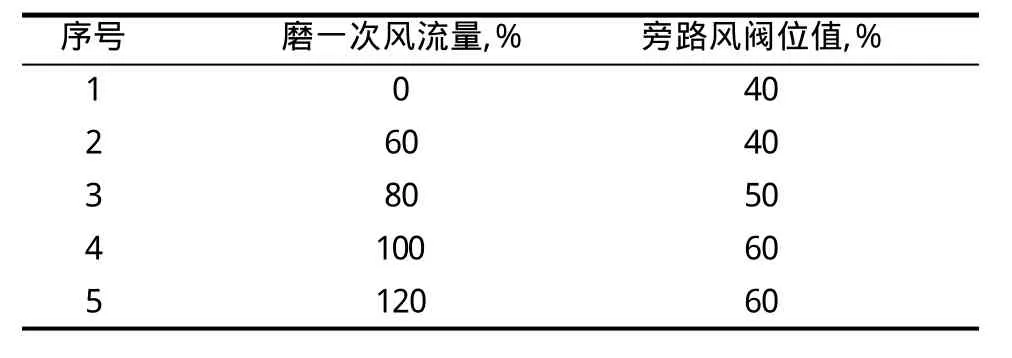
表1 磨煤机负荷指令参数设定
磨煤机出口风温控制回路的偏差信号经过死区限制器,即偏差信号在死区(-2°~5°之间可调)时该回路输出指令为0。当偏差大于死区设定后,回路将输出“实际偏差-死区”值。
为了使操作员能够根据煤种变化以及实际燃烧状况进行修正,在OM画面设定一手动偏置设定值块。操作员可根据具体工况手动设定回路输出在-100至100之间变化。
正常工况时,旁路风挡板主要根据磨煤机负荷回路设定值调节。当出现磨煤机出口风粉混合物温度超过设定值太大时,磨煤机出口风温控制回路参与共同调节。操作员可随时设定偏置值对自动调节回路的输出做出修正。
1.3 旁路风调节限值回路和跟踪回路
为保证旁路风正确提高磨煤机出口温度,必须对旁路风挡板开度做出限制。过大的挡板开度并不适合所有工况,在个别工况下只能适得其反,因此在3路设定值出口设置一限值回路,使3路设定值最终只能在0~60%之间输出。即旁路风挡板无论怎么调节(手动除外)都只能在0~60%之间变化。
当旁路风挡板为手动控制时,PID调节回路入口偏差自动切为0,调节回路进入跟踪状态,手动偏置回路自动跟踪磨煤机负荷设定值回路与磨煤机出口温度控制设定值,使3路输出相加后一直为0。
1.4 负荷挡板控制参数优化
因旁路风取在负荷调节挡板后,所以一次风流量中必须扣除旁路风流量才是真正的携粉流量。旁路风改造后,由于一次风携粉能力增强,锅炉指令较改造前有明显减小,实际运行中锅炉指令和机组负荷指令偏差较大。为了保证机组负荷指令和锅炉指令的匹配,对协调中一次风流量折算的燃料量进行了修正和补偿,使其基本能够代表实际的锅炉负荷。同时由于改造后一次风中风煤比变化较大,实际测得的一次风流量所代表的一次风量也有偏差,对其所折算的一次风量系数也进行了修正,使其能正确反映实际的一次风量。由于改造后一次风量降低,负荷挡板开度变小,升降负荷时负荷挡板的开度变化容易造成系统参数的大幅扰动,所以对4台磨煤机的负荷挡板控制参数也进行了优化,以保证系统能全程投入自动。
2 试验结果
(1) 在5号机C磨煤机增加旁路风后,维持磨煤机通风量在41500Kg/h时,调整旁路风调节挡板,随着旁路风量增加,风煤比可以从1.07调节到1.27;随着旁路风量增加,磨煤机出力由38.75t/h下降到32.97t/h,其主要原因是:由于磨煤机入口总风量不变,而旁路风量,增加减少了进入磨煤机的风量,从而使磨煤机携带出的煤粉减少,造成磨煤机出力降低,随旁路风量增加煤粉逐渐变细。
(2) 当磨煤机出力固定在35t/h左右时,通过调整磨煤机旁路风调节挡板开度,风煤比可以在1.04~1.24范围内调节,随旁路风量增加煤粉逐渐变粗,但煤粉细度变化较小。
(3) 在磨煤机旁路风调节挡板固定在60%时,磨煤机通风量从25000Kg/h增加到40000Kg/h,风煤比在1.66~1.24范围内变化。随磨煤机通风量增加,旁路分量占磨煤机通风量的份额逐渐减少,因此在磨煤机通风量增加时,风煤比在逐渐减小。
从试验结果可以看出,磨煤机出力在35t/h时,磨煤机旁路风调节挡板全开,最大的风煤比可调到1.24左右,实现了调整风煤比的目标,同时对煤粉细度、出力影响不大(在制粉系统出力35t/h,风煤比为1.24时,煤粉细度R75<15%)。在磨煤机旁路风调节挡板固定在60%时,随着磨煤机通风量增大风煤比从1.66降低到1.24,旁路风占磨煤机通风量的比例从0.38降低到0.23,磨煤机出口的煤粉细度也随着磨煤机通风量的增加逐渐变粗。
3 运行注意事项
(1) 机组正常运行过程中,当原煤水分大或机组负荷高时,磨煤机出口风粉温度低、干燥出力不足,使煤粉着火困难、着火点推后,煤粉整体燃烧时间缩短,煤粉不易燃尽,不完全燃烧损失增加,同时造成炉膛温度下降,燃烧稳定性下降。此时应及时调节磨煤机旁路风调节档板,提高磨煤机出口风粉温度,使其维持在 93℃左右,保证磨煤机干燥出力,以及锅炉燃烧的经济性和安全性。
(2) 机组运行过程中,通过调节磨煤机旁路风调节挡板,提高风煤比后发现,一个合适的风煤比,能使锅炉的燃烧明显变好,煤耗下降。通过长期调整总结得出,煤质着火特性好、原煤的哈氏可磨系数高、煤粉细度好时,较高的风煤比对燃烧是有利的;否则,旁路风只要满足干燥出力即可。因此,当煤质着火特性不好时,如果干燥出力能满足,冷风调节挡板有较大开度,则应适当关小磨煤机旁路风调节挡板。风煤比调节范围要求不超过 1.4,一般维持在 1.0~1.2 之间。
(3) 当干燥出力达到要求后,通过调节磨煤机旁路风挡板可保证磨煤机两侧出力平衡,使炉膛燃烧均匀,避免火焰偏斜造成炉膛结焦,保证锅炉两侧烟气温度平衡。
(4) 实践证明,多台磨煤机同时大幅调节磨煤机旁路风挡板,对锅炉燃烧有较大影响。为防止调节时对燃烧扰动太大,各台磨煤机应逐步进行调节,避免大幅度操作,以便在保证机组安全稳定运行的前提下,最大程度地降低供电煤耗。
(5) 磨煤机运行时,若其中1台处于停运状态的给煤机下闸板开启,而磨煤机旁路风挡板未关闭,则通过旁路进入的热风会上窜进入给煤机。由于旁路风温高达280℃~330
℃,易造成给煤机皮带烧毁事故。为防止此类事故发生,给煤机停运时,应及时关闭给煤机下闸板;或在给煤机运行正常后,才逐渐开启旁路风。
(6) 磨煤机启动暖磨阶段,要谨慎投入磨煤机旁路风。如果磨煤机内存煤少,或给煤机停运,旁路风有造成磨煤机耳轴温度升高的可能性。因此,应在磨煤机启动正常后,逐渐开启磨煤机旁路风调节挡板。停运磨煤机过程中,应逐渐关小磨煤机旁路风调节挡板,防止出现给煤机皮带烧毁和造成耳轴温度高现象。
4 改造效果
(1) 磨煤机旁路风改造后,通过调节磨煤机旁路风调节挡板,得到一个合适的风煤比例,获得较大的火焰传播速度,利于稳定着火;另一方面一次风所提供的氧气,能满足挥发分着火燃烧的需要。调节磨煤机旁路风旁路挡板提高了磨煤机出口风粉温度,减小着火热需要量,从而可加快燃料的着火。由于该厂烧的无烟煤挥发分含量仅为5.7%,采用较高的磨煤机出口风粉温度有利于挥发分析出燃烧;风煤比例提高后,使单位煤粉卷吸烟气量相对增加,利于着火,使锅炉的燃烧变好。磨煤机改造前该锅炉和相邻机组在同负荷、同煤种情况下比较,煤耗明显偏高,改造后明显低于相邻机组。
(2) 通过调节磨煤机旁路风调节挡板,增大一次风量,在低负荷时控制磨煤机负荷调节挡板开度大于15%(使其进入线性区),使燃料量、二次风量、机组负荷大幅摆动现象明显减少,协调控制稳定,锅炉运行的安全性得到了可靠保障。
(3) 磨煤机低负荷运行时,风煤比提高后使磨煤机出口管道积粉可能性大大降低,避免了由于积粉导致磨煤机出口管道出力降低、甚至堵死的现象发生。
