响应面法与遗传算法相结合的注塑工艺优化
2010-05-30孙宝寿吴真繁
孙宝寿 吴真繁 陈 哲
1.宁波大学,宁波,315211 2.南京工业大学,南京,210009
0 引言
基于有限元方法的计算机辅助工程(computer aided engineering,CAE)技术在注塑成形行业的应用已非常广泛,但这些应用还只是限于代替人工反复试模,计算机模拟注塑流动过程的分析结果仍然依赖于人的经验,更由于工艺模型及几何模型的复杂性,CAE分析时间较长、效率低,CAE模型用于注塑过程的实时控制非常困难[1-2]。因此,如果能基于注塑模流分析结果,建立合适的数学模型来替代复杂的注塑CAE分析过程,将其应用于注塑成形工艺优化和制品质量控制具有重要意义。
为了减少优化过程中的计算量,模拟工艺参数和翘曲变形之间关系的代理模型(替代函数)已见于注塑成形质量优化研究的报道中,响应面法(response surface method,RSM)即是代理模型中的一种。响应面法是通过一系列有限元数值计算拟合一个响应面以代替未知的、真实的极限状态曲面。选用响应面法建立注塑成形工艺代理模型就是用一个简单的数值模型来替代复杂的注塑成形工艺过程,减少优化算法的运算量,提高计算速度,使之可以满足在线控制的要求[3-5]。
遗传算法是基于自然选择和群体遗传机理的随机优化算法,是一种适用于复杂形态函数的全局寻优方法,响应面法与遗传算法相结合的方法已经应用于化工、制药系统建模和工艺优化[6-7]。本文采用响应面法,建立注塑成形工艺优化与制品质量控制的理论模型,并采用混合遗传算法实现注塑成形的工艺优化。
1 注塑成形翘曲工艺分析
翘曲变形是注塑制品常见的一种缺陷,产生翘曲变形的机理主要有三个方面:①不均匀冷却。不均匀冷却导致制品二次收缩相差很大,从而导致弯曲力矩的产生而使制品发生翘曲。②区域收缩。因不同区域之间的收缩不同而导致制品翘曲。③分子取向。分子取向会导致平行流动方向和垂直流动方向的收缩不一致,便会导致翘曲。
影响翘曲变形的因素很多,与整个注塑成形过程有关。注塑全过程所涉及的主要工艺参数有模具温度、熔体温度、注射时间(注射速度)、注射压力、保压压力、保压时间和冷却时间等。这些工艺参数对翘曲的影响程度不同,因此构建一个合适的、能明确表达的数学模型,建立工艺参数与翘曲变形的关系函数,可减小工艺参数优化计算量,节省时间,提高优化设计的时效性,这对提高翘曲优化设计效率和产品质量具有重要意义。
2 Taguchi试验设计及试验数据
2.1 模拟试验模型
图1为音箱外壳前盖网格模型,材料为GE Plastic(Europe)公司生产的ABS+PC非结晶型塑料,牌号为Cycoloy C1000HF。

图1 音箱外壳前盖网格模型
2.2 Taguchi试验安排
2.2.1 Taguchi试验设计
Taguchi试验设计是采用正交矩阵对多个试验因素进行优化的方法,又称正交试验设计方法。它是根据正交性从全面试验中挑选出部分有代表性的点进行试验,这些有代表性的点具备了均匀分散、齐整可比的特点。一个三因素三水平的试验,按全面试验要求,须进行27种组合的试验,且尚未考虑每一组合的重复数。若按L9(33)正交表安排试验,只需作9次,显然大大减少了试验工作量,因而Taguchi试验设计在工程研究中得到广泛应用。正交表的设计是正交试验的核心,本文采用拉丁方来构建正交矩阵,拉丁方是一个 N×N的矩阵,其中N表示N个不同的拉丁字母,拉丁方DOE方法是一种基于拉丁方构建正交矩阵而安排正交试验的方法[8]。
2.2.2 试验因素及水平组合
选择模具温度 T d、熔体温度T l、注射时间t j、保压压力pp和保压时间tp作为影响翘曲的主要工艺参数,各取9个水平,根据拉丁方方法设计正交表,得到总组合数为 81,正交表表示为L(92,5,5,2),各工艺变量因素水平如表1所示。
2.2.3 模拟试验及结果
本文采用正交试验法与Moldflow仿真试验相结合,对塑件注射成形过程中工艺参数进行多因子优化设计,以减少翘曲变形,提高成形精度。本文正交试验的结果如图2所示,图中横坐标表示正交试验的次数,总数为81,纵坐标表示各次试验所对应的翘曲值。因本文选用的正交表较大,受篇幅所限,正交表及相应试验结果略。
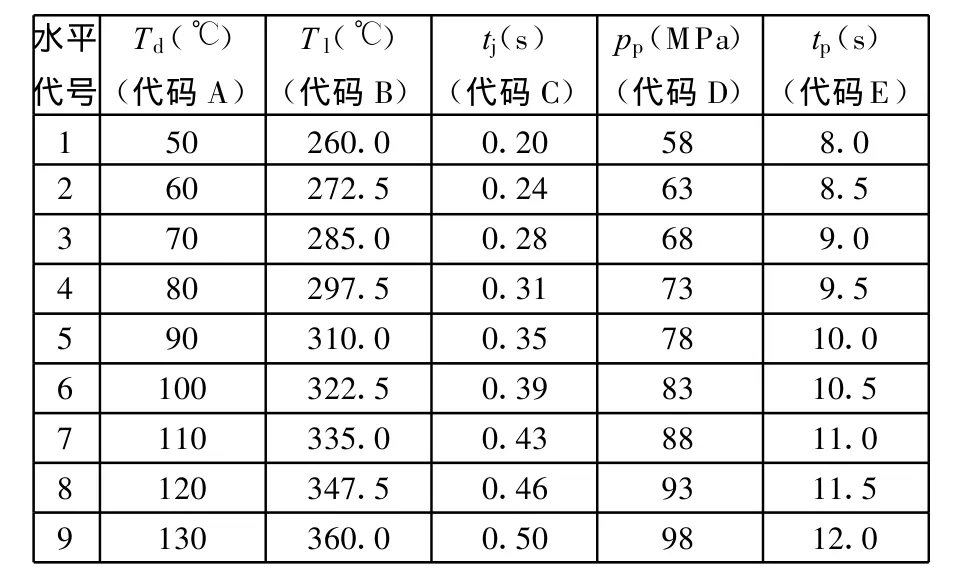
表1 试验因素及水平
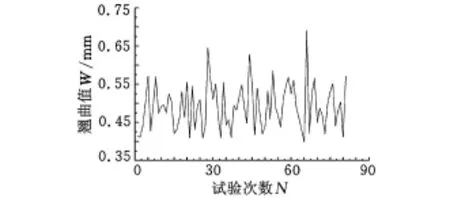
图2 正交试验Moldflow分析翘曲值
2.2.4 试验结果的方差分析
本文利用信噪比η衡量和确定各因子在不同水平情况下的产品质量水平,信噪比为

式中,Yi为不同噪声条件下的观测样本值;n为样本总数。
本文的方差分析结果如表2所示。表2中,F值为表征各因素影响的显著水平的比值,F=其中,S为各因素的离差平方和;f为各因素的自由度;Se为误差e的离差平方和;f e为误差e的自由度。F的临界值F 0.01(8,8)=6.03,F0.1(8,8)=2.59,F≥6.03表示该因素对试验结果的影响非常显著,用 **来表示;6.03>F≥2.59表示该因素对试验结果的影响显著,用*表示。从表2中各因素的F值可得出,各工艺参数对翘曲的影响度大小排列次序为保压压力、注射时间、保压时间、熔体温度、模具温度。其中保压压力、注射时间和保压时间属显著因素,其他工艺参数为非显著因素,图3为信噪比翘曲效应图。

表2 翘曲值的方差分析
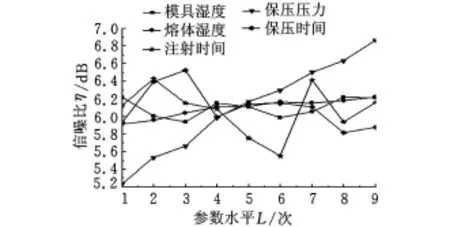
图3 信噪比翘曲效应图
3 响应面模型构建和验证
3.1 响应面模型构建
上述正交试验得到的翘曲结果仅为此映射空间中的若干个离散点,基于正交试验的参数优化是在离散的点集中寻找具有最优值的点,但并不能保证这个点就是连续空间中使翘曲量最小的工艺参数组合点。要找到这个更优的参数组合,这就需要对工艺参数空间做更多次仿真试验,而CAE仿真需要花费大量的时间,不利于优化设计,而响应面模型能够建立起目标函数与设计变量之间非线性映射关系,进一步结合寻优算法,寻找更精确的最优解。
响应面法是一种数据处理方法,具体的拟合方法是根据观测数据在坐标纸上描出n个采样点坐标(xi,yi),i=1,2,…,n,构建响应面函数:

式中,c0为常数;c1、c2、…、cm均为待定系数;φk(x)为某类简单函数(k=1,2,…,m)。
为了使构造函数φk(x)更好地反映响应面函数f(x)的整体形态,要求φk(x)函数使其在各点偏差的平方和R为最小:

本文应用最小二乘法拟合响应曲面,并将其应用到研究注塑件的翘曲优化,利用正交试验采集的81组工艺参数以及对应的翘曲值的试验数据,采用响应曲面法近似设计变量与目标之间的关系,用于预测不同工艺参数组合对应的翘曲变形值。选择三次完全多项式作为构造函数φk(x),则响应面模型一般形式为

式中,k为工艺参数的个数,本文取 k=5。
式(4)中包括交叉项共计常数项1个,一次项5个,二次项15项,三次项 35项,共 56个待定系数。利用上述正交表和翘曲结果数据,编制MATLAB程序求得系数的最小二乘解(为保证计算精度,先将正交表中的模具温度T d、熔体温度 Tl、注射时间tj、保压压力 pp和保压时间 tp等因素正规化到区间[-1,1]),得到响应面模型:

3.2 响应面模型精度验证
在利用响应面模型进行优化运算之前,须验证其准确度。验证标准参数是均方根差Rmse、最大绝对误差E max以及可决系数ζ2[9]:
Rmse、Emax值越小,对应模型的近似程度越好。其中,R mse可表征模型在整个空间上近似程度,E max可表征小范围内的近似程度。ζ2的取值在[0,1]区间内,它越接近于1,表明模型拟合的效果越好。
根据正交表设计,在采样空间随机均匀产生30组验证采样点,并输入Moldflow中进行翘曲分析获得实际的翘曲值,同时利用式(5)响应面代理模型调用函数,预测30个采样点对应的预测值。据30组验证采样点数据,计算得 Rmse=0.002mm,ζ2=0.91。R mse值与相对误差都较小,ζ2接近于1,说明式(5)响应面模型在全局上近似程度较好,能满足优化要求。
4 应用遗传算法搜索最优工艺参数
本文基于上述已经拟合好的响应面代理模型,利用MATLAB软件建立一个用于遗传算法的适应度函数@rsmfit,应用MATLAB遗传算法工具箱进行优化搜索。
适应度函数为@rsmfit,变量个数为5,优化范围是:模具温度 T d为 50~130℃;熔体温度 T l为260.0~360.0℃;注射时间tj为0.20~0.50s;保压压力p p为58~98MPa;保压时间 t p为8.0~12.0s。种群的规模为50,终止代数为100,交叉概率和变异概率取默认值。迭代寻优过程如图4所示,图中大圆点表示遗传算法迭代得到的平均翘曲值,小方点表示得到的翘曲最佳值,经过25次迭代后,最终得到最优的个体,即优化的工艺参数组合是,模具温度为 70.5℃,熔体温度为270.5℃,注射时间为 0.375s,保压压力为98MPa,保压时间为 9.5s,对应的翘曲值为0.360mm。
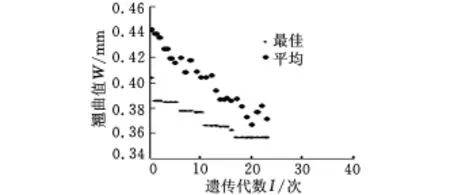
图4 翘曲优化GA迭代过程
将优化得到的工艺参数输入Moldflow中进行实际的翘曲变形分析得到翘曲变形值为0.3622mm。如图5所示,与正交试验的81个样本点的翘曲值以及验证模型精度的30个随机样本点的翘曲值相比较,可看出基于响应面模型优化工艺参数所对应的翘曲变形值较小,这说明优化结果可靠,CAE分析结果与模型预测的结果相近,所建立的响应面代理模型是准确可靠的。

图5 优化工艺参数对应翘曲值
5 结论
(1)本文运用代理模型技术,建立了工艺参数与翘曲变形的响应面模型,并基于所获得的响应面代理模型,应用遗传算法确定了工艺参数的最优组合。经验证研究,表明响应面模型是准确、可靠的。
(2)遗传算法可用于复杂函数的全局寻优化,能适用于具有复杂非线性的注塑成形工艺优化,但如果直接采用Moldflow CAE分析的结果进行寻优,则会因为CAE分析的耗时导致优化运算的效率不高。利用响应面代理模型技术,可有效提高运算速度和优化效率,因此,将Moldflow CAE技术、响应面代理模型技术和遗传算法相结合,是研究注塑翘曲变形及工艺参数优化的有效工具。
(3)采用Moldflow推荐的工艺参数运行CAE分析,得到的翘曲值为0.505mm,经工艺参数优化后的翘曲值为0.3622mm,在优化因素水平下,制品翘曲量降低了28.3%,翘曲变形得到了明显的改善。
[1] 申长雨,王利霞,张勤星.神经网络与混合遗传算法结合的注塑成形工艺优化[J].高分子材料科学与工程,2005,21(5):23-27.
[2] 李吉泉,李德群,郭志英.基于特征翘曲度优化的注塑模浇口位置设计[J].中国机械工程,2008,19(2):242-244.
[3] 桂劲松,康海贵.结构可靠度分析的改进BP神经网络响应面法[J].计算力学学报,2005,22(1):127-130.
[4] Ozcelik B,Erzumlu T.Determination of Effecting Dimensional Parameters on Warpage of Thin Shell Plastic Parts Using Integrated Response Surface Method and Genetic Algorithm[J].Int.Commun.Heat Mass.Transf.,2005,32(8):1085-1094.
[5] Hou T H,Su C H,Liu W L.Parameters Optimization of a Nano-particle Wet Milling Process U-sing the Taguchi Method,Response Surface Method and Genetic Algorithm[J].Powder Technology,2007,173(3):153-162.
[6] Shen C Y,Wang L X,Li Q.Optimization of Injection Molding Process Parameters Using Combination of Artificial Neural Network and Genetic Algorithm Method[J].Journal of Materials Processing Technology,2007,183(2):412-418.
[7] Öktem H,Erzurumlu T,Kurtaran H.Application of Response Surface Methodology in the Optimization of Cutting Conditions for Surface Roughness[J].Journal of Materials Processing Technology,2005,170(1):11-16.
[8] 庞善起.正交表的构造方法及其应用[D].西安:西安电子科技大学,2003.
[9] Wang G G,Shan S.Review of Metamodeling Techniques in Support of Engineering Design Optimization[J].Journal of Mechanical Design,Transactions of the ASME,2007,129(4):370-380.