齿条安装面修正装置的设计
2010-05-26安阳鑫盛机床股份有限公司刘天俊郑海燕
世界制造技术与装备市场 2010年5期
安阳鑫盛机床股份有限公司 刘天俊 郑海燕
齿条安装面修正装置的设计
安阳鑫盛机床股份有限公司 刘天俊 郑海燕
目前,国内对较长车床 (大、重型车床)的纵向进给一般采用齿条齿轮传动,其刚性强、稳定性好。但是,由于车床齿条安装面较长,它与Z向进给导轨导向面的加工非一次装夹完成,且床身结构复杂,易变形,由此造成导轨面和齿条安装面的位置公差超差。如CKH61125/8000重型数控车床较严重的一次超差,牙条安装面与导轨导向面间的平行度达0.25mm,而产品零件图纸要求的平行度为0.1 mm。对于这类问题,以往我们是通过钳工刮研的工艺手段来进行修正,但这样的操作方法比较落后,不仅工人的劳动强度大,生产效率低,还难以满足公司的生产进度安排和用户的需求。
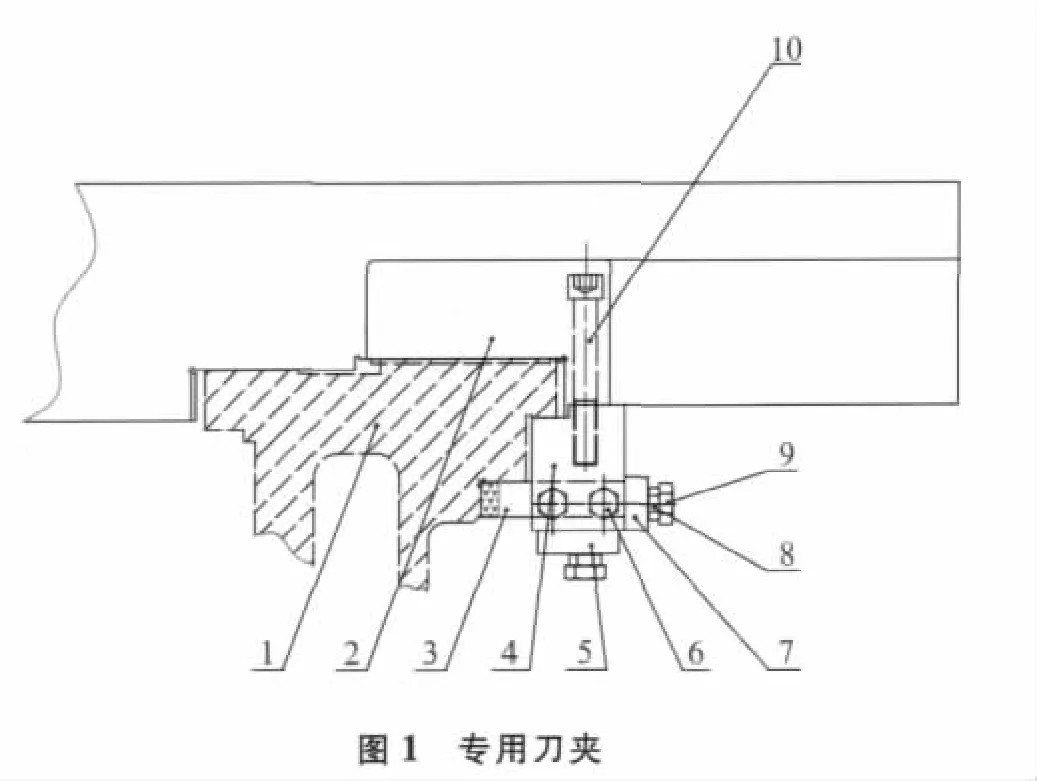
为了解决这一难题,我们设计了一种专用刀夹(图 1)。
将此刀夹安装在车床床鞍上通过溜板箱连接孔固定,使刀夹内的刀头刃部直接作用于要修复的齿条安装面上。此装置克服了原有加工设备的能力不足和因结构复杂而引起的变形造成的床身齿条安装面与基准导轨面位置精度超差问题,保证了被加工车床床身牙条安装面与导轨导向面的位置公差要求,方便安装调试、节约装配时间、提高生产效率,采用此装置修复后的床身牙条安装面与导轨导向面间的平行度在8m长度内达0.01mm,实际精度远高于零件图纸精度要求。按此检测数据,对于再长的车床床身的牙条安装面的位置度误差,均可利用此装置实现修复。
经验证,使用我们设计的这种刀夹有如下优点:
(1)修正过的床身齿条安装面与基准面间的位置公差可轻松保证。
(2)具有较高的加工效率。
(3)降低了工人的劳动强度。
(4)不会损伤工件的其它表面。
