基于PIC16C73的电子束焊机电视监视系统设计
2010-05-18陈江彬韦寿祺
陈江彬,韦寿祺
(桂林电子科技大学 机电工程学院,广西 桂林 541004)
电子束焊机具有能量密度高、加热面积小、电子束穿透深、焊接速度快、工件变形小、电子束控制方便等优点,经过几十年的发展,已经成为精密的焊接设备,从上个世纪80年代开始,已经从尖端工业领域逐步应用到民用工业,目前已应用到汽车工业、造船、能源等许多领域。在电子束焊机对工件的焊接过程中,必须对焊接室中的工件进行合适的移位、瞄准和实时监控,因此需要电视监视系统完成这些必要的操作,用摄像头对焊接室中工件的实时情况进行摄像,然后将视频信号送到监视器中实时监视。由于工件的待焊点必须精确对准束流的下束点,因此需要对工件进行准确的移位,为此监视器上须有一个参考标记。所以电子束焊机监视系统需要在视频信号中叠加一个可移动的参考信号与焊接室图像同时在监视器中显示出来。
传统的电子束焊机监视系统多采用计数器等纯硬件电路实现,具有使用器件多、电路复杂、功能简单、易受干扰等缺点,与当今数字时代的高能焊机渐渐不能匹配。为了满足新时代电子束焊机监视系统的功能需求,提出一种基于PIC16C73单片机及字符叠加芯片UPD6453的电子束焊机电视监控系统并实现了该方案。该系统带有参考标记可编程功能,可在不同环境下手动更换参考标记,实现了参考标记的1/4 096高分辨率数字移位,与上位机通讯,显示重要实时数据,并具有设计简单、成本低廉、可靠性高等特点。为电子束焊机监控系统的发展提供参考。
1 叠加原理
在视频信号中,一个行(列)同步脉冲表示扫描一行,而一个行(列)同步脉冲上所叠加的大小不同的模拟量则表示一幅画面在这一行(列)中不同的灰度值,模拟电压值越大灰度越小;因此若要在监视器中某列(行)显示一个亮点,则只需要在该同步脉冲的一个周期内将指定列处的模拟电压值变大即可。先考虑简单的图形叠加情况,如叠加一横线及一竖线。当电子束在屏幕上从左到右扫描时,如果在某一行的电视信号上加一白色或黑色电平脉冲,则在屏幕上相应点会出现一白点或黑点。如果在某一行扫描正程上加上宽度合适的黑或白电平,则会在屏幕上产生一条横线。若连续多行都加上同一宽度的脉冲,则在屏幕上形成一条垂直线。为此,如果从某行同步开始,每个行同步脉冲延时T时刻,加一白或黑电平脉冲,则在屏幕上将产生一条垂直线。从上述原理可知,定位十字线的像素点,然后在其像素点上叠加一白电平信号,就能在屏幕上产生一个十字光标瞄准信号。
综合考虑,采用十字光标对准的方式比较容易实现精确对准,因此电子束焊机监视系统需要在视频信号中叠加一个可移动的十字光标信号与焊接室图像同时在监视器中显示出来。且用户可以通过键盘手动控制光标的移动。按此要求,在图像传送过程中,截取从摄像头传出的视频信号,叠加了十字光标图像后再传送到接收端(本系统中为监视器)。所谓叠加实质上是在像素级为每个像素点选择电信号。这其中有两个问题:一是精确定位像素点,即确定它的行、列位置;二是定位之后控制电信号的输出,即在监视器上选择某一像素点为显示现场图像像素的电信号,还是叠加图形的像素电信号[1]。利用OSDC(On screen dis2play cont roller)视频叠加芯片进行视频信号场叠加可有效解决上述问题。其基本原理是按照像元显示位置与行场扫描有相同的映射关系,把每一个图形或者字符抽象成m×n(m和n一般为偶数,决定了图形显示的大小)的字模,在RAM空间开辟对应点阵,用黑白电平覆盖对应像元点,然后将多个字模组合拼接,在同一场叠加实现视频信号叠加。
2 系统硬件电路设计
系统采用PIC16C73单片机作为主控器,用于实现UPD6453的控制及焊接操作人员的相关操作功能,通过串行通讯模块与上位机(PLC)通讯,对焊接相关参数进行实时显示。系统硬件结构框图如图1所示,CD4538双单稳电路对LM1881分离出的行场同步信号进行单稳态延时以完成分划线的二维可控定位,暂稳态时间由数字电位器控制,延时输出后送入OSD芯片中进行十字线的同步叠加,由UPD6453串行输出具有相对同步延时的视频脉冲叠加控制信号,触发开启模拟开关74HC4053来切换视频信号与白电平信号,屏幕上就会在视频信号中叠加出现可移动瞄准十字线图形。
2.1 行场同步分离单元
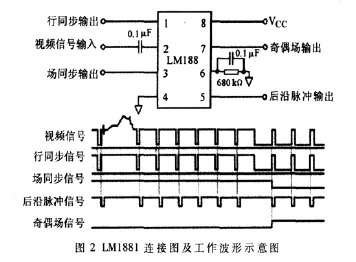
在电视系统中,为了能正确地重现图像,要求收端(监视器)与发端(摄像头)同步扫描,因此,在视频叠加过程中需要把同步信号分离出来实现同步叠加。在本系统中,选择专用芯片LM1881将行、场同步脉冲分离出来。LM1881是正极性图像信号输入、TTL电平输出芯片,从而简化了电路。图2是LM1881的连接图以及工作波形示意图。

2.2 十字线移动控制模块
电子束焊机电视监视系统与一般视频监视系统的区别就是叠加十字光标,并对手动可控二维满屏定位,使十字线在水平和垂直方向移动。根据上面介绍的视频叠加原理,各种图像叠加的位置是以场同步信号和每场第一行同步信号为基准的,即初始位置的偏移将导致整个图像的移位,如图3所示。
利用这种关系,系统十字光标位置调节电路由两个单稳态电路组成,一个控制场同步信号为低电平的时段,另外一个控制复合同步信号为低电平的时段,从而决定了被叠加的十字光标在显示器上显示的位置。单稳态电路暂稳态的时间宽度tw由RC电路充/放电时间决定,考虑到十字线在屏幕上的叠加主要出现在中间区域,需要预先定位在此区域中,然后再进行细分移位,所以在电位器之前串联了预定位电阻Rb。以水平方向移动为例,标准视频行同步时间为 5 μs,行正程扫描时间为 52 μs,由行同步低电平触发的单稳态电路的暂稳延时tw(单位为μs)需满足 5≤tw≤57,根据单稳态芯片 CD4538手册[4]提供的参数可计算出:


式中Ri为数字电位器可调节最小步进值,使用拥有4个可调电阻,每个阻值为50 kΩ的数字电位器X9241AUP,每个电位器分64级抽头。
从式(3)可以看出,随着n取值的不同,可实现对行同步信号上升沿出现时间的控制。每按键一次,触发数字电位器调节一个最小步进值,为了提高十字线的移动分辨率,将X9241AUP中的电位器按图4所示电路接法,采用软硬件结合的方式,实现两个4 096抽头的25 K电阻(Ri=0.00614 kΩ),即:


假设按照密位进行统计计算,每次最小移动量占显示器一行的m%,则可计算出固定电容C的值为:

进一步假设叠加的分划线显示在显示屏最左端的位置为屏幕的w%处,则可计算出预定电阻Rb为:

2.3 十字线产生及叠加模块
该模块主要通过PIC16C73单片机和视频叠加芯片UPD6453实现字符信号与视频信号的叠加,如图1所示。PIC16C73单片机拥有精简的指令集 (RISC)和独特的哈佛(Harvard)结构,同时可运用两极流水线指令进行取数和执行,运行速度比一般单片机如ATMEL89C51快4倍,拥有I2C总线可方便控制数字电位器X9241,采用PIC16C73作为主控机更加符合系统设计的要求。有关单片机的应用详见参考文献[2]。
UPD6453是日本NEC公司推出的专用字符叠加芯片,该芯片显示编辑功能强,可以在屏幕上显示12行24列的字符,每个字符为12×18点阵。UPD6453芯片为用户提供了英文、数字及日文等240个字符的字模,同时为用户提供了未定义的16个字符RAM空间,可以自定义汉字和进行瞄准具拼接。
PIC16C73单片机通过I/O口与UPD6453进行伪SPI串行数据发送,经其内部处理后,在上一场消隐时间内把叠加分划线矩阵点放入视频RAM中,在下一场扫描时间内将RAM中的数据并串转换后按其内部时钟节拍输出。由于本设计是针对黑白视频图像的,故只需要选用VCB通道作为输出。输出的序列叠加信号直接接到模拟开关的选通逻辑控制端。视频输入信号和视频白电平信号分别接入74HC4053的两路通道,通过切换通道的方法,在现场视频信号和叠加图形(十字线)信号之间切换,从而实现视频信号的十字线叠加。十字线信号可以为视频黑电平和白电平。在焊接室环境下,白电平视觉效果更明显,因此选择叠加白电平。白电平产生电路实际上是一个电压可调的分压电路。
2.4 串行通信模块
单片机与PLC采用无协议传输通讯的全双工模式,波特率选择标准为9 600 b/s。微处理器的RX和TX端与MAX232或MAX485芯片的ROUT和TIN端口相连接。具有完善的串行通信接口SCI,利用RX和TX两个引脚作为通信线的二线制串行通信接口,将其定义为全双工异步方式。外接一片MAX232或MAX485芯片将TTL电平转化为RS232或RS485标准电平,可以实现远距离传输与上位机PLC通信,由上位机下传瞄准符号点阵数据和当前时间数据,可实现瞄准点阵数据的更新并可下传当前时间数据及其他相关实时焊接数据,使焊接人员能方便地从屏幕上获取焊接相关参数,对工件进行实时焊接操作。
3 系统软件设计
系统软件包括PIC16C73单片机对UPD6453控制命令的操作及手控键盘完成十字线的二维移动、叠加图形的大小及形状控制等功能的实现,以及与PLC通讯的实现。UPD6453的串行接口采用了非标准的4线接口,将PIC16C73的端口 RA0~RA3接至 UPD6453的4条串行线上,然后用软件模拟UPD6453时序,把每个12×18点阵数据写进UPD6453视频RAM中进行十字线拼接,最后对十字线数据按字符进行定位和显示控制。有关UPD6453的控制命令及控制时序详见NEC公司的数据手册[3]。其中数字电位器 X9241是 I2C通讯模式,其 SCL和 SDA端口分别与PIC16C73的I2C功能口RC3(SCL)和 RC4(SDA)连接,外接 10 kΩ上拉电阻,可实现I2C串行读写操作,其中数字电位器X9241按高分辨率数字电位器的软件设计,有关X9241读写操作详见INTERSIL公司数据手册[5]。PIC16C73具有完善的串行通讯接口SCI,将其定义为全双工异步方式,与PLC实现无协议通讯,有关PIC16C73的串行通讯控制详见参考文献 [3]。为使系统操作简单,设计了两个键盘,其中一个键盘有4个分键,作为十字线位置控制键,分别为UP、DOWN、LEFT和 RIGHT键,可以实现十字线的满屏控制。另外一个键盘用于瞄准具图形的转换键和其他功能设定键。根据功能要求可得到系统软件流程图如图5所示。

图5 系统软件总体流程图
基于电视行场扫描的原理和电子束焊机电视监视系统的特点,本系统采用UPD6453专用视频叠加芯片,利用软硬件结合的方式,配上所选的各种硬件,大大减少了硬件电路,同时提高了系统的灵活性,实现了参考标记的1/4 096高分辨率精确定位,已成功应用于THDW系列电子束焊机中。该系统能完成工件的实时监视,叠加的十字线能精确地将下束点瞄准工件待焊点,实现了精确高质量电子束焊。同时该系统还可方便地显示其他如高压、焊接束流、聚焦电流等实时信息,并可以对瞄准信号线进行编辑。实践表明,该系统具有操作方便、设计简单、可靠性高、实用性好等优点,提高了焊接效率和焊接质量。
[1]茹海燕,顾子天.通用工业视频图像叠加的设计与实现[J].电子技术应用,2000,26(2):13-16.
[2]窦振中.PIC系列单片机应用设计与实例[M].北京:北京航空航天大学出版社,1999.
[3]NEC electronic device Co Ltd.CMOS LSI for 12 lines×24 columns character display on screen data sheet[DB/OL].http://www.21icsearch.com/searchpdf/default.asp.admin,1990.
[4]FAIRCHILD semiconductor Co Ltd.74HC4538 double precision monostable user’s guide[DB/OL].http://www.21icsearch.com/searchpdf/default.asp.admin,1987.
[5]INTERSIL DATA SHEET-Low Power/2-Wire Serial Bus X9241A,2005(9).