液压系统管路在线循环清洗的尝试
2010-05-11李宝安孙俊杰郑雪苹
李宝安 孙俊杰 郑雪苹
(包头市液压机械有限公司,内蒙古 包头 014010)
引言
管路的酸洗和冲洗是保证液压系统工作可靠性和元件使用寿命的关键环节之一,必须足够重视[1]。液压系统管路在线循环清洗是滤除管路施工(安装)过程所造成的污染物,提高系统清洁度,使油液清洁度保持在系统关键液压元件的污染耐受度以内,是消除或最大限度地减少设备早期故障的必要措施。
本文以包头某钢铁公司CCS万能轧机区域液压系统管路的在线循环清洗为例,探讨在实际生产实践中如何对液压系统管路应用在线循环清洗。
液压系统管路的清洗主要分为两个大的步骤:酸洗、油冲洗。下面就这个两个步骤做详细说明。
1 在线循环酸洗
管路在线循环酸洗法具有酸洗速度快、效果好、工序简单、操作方便,减少了对人体及环境的污染,降低了劳动强度,缩短了管路安装工期,解决了长管路及复杂管路酸洗难的问题,并避免了经槽式酸洗的管路在装配时二次污染的问题。这种方法已在大型液压系统管路施工中得到了广泛应用[2]。
管路在线循环酸洗工艺设定不合理易造成钢管内壁氧化物不能彻底除净、管壁过腐蚀、管道内壁二次锈蚀及残留物反应沉积物等现象的发生。我们在包头现场在线循环酸洗的清洗工艺是:准备——漏水测试——清洗液冲洗——氮气吹扫——人工清理、检查——油冲洗。
(1)准备:在线循环酸洗之前将管径相当、走向基本一致的管路分为一组,管路总长度不宜超过300m[1]。先使用现场提供的压缩空气吹扫管道,将较大的杂物清理出去,然后按照图1连接成酸洗回路。
回路管道最高部位设置排气点(可利用测压接头),最低部位设置排空点(可利用测压接头或螺塞);回路中的死点宜处于水平位置,如若朝下,则需在酸洗各工序交替时松开死点接头,以便排净死点内上一工序留存的液体。
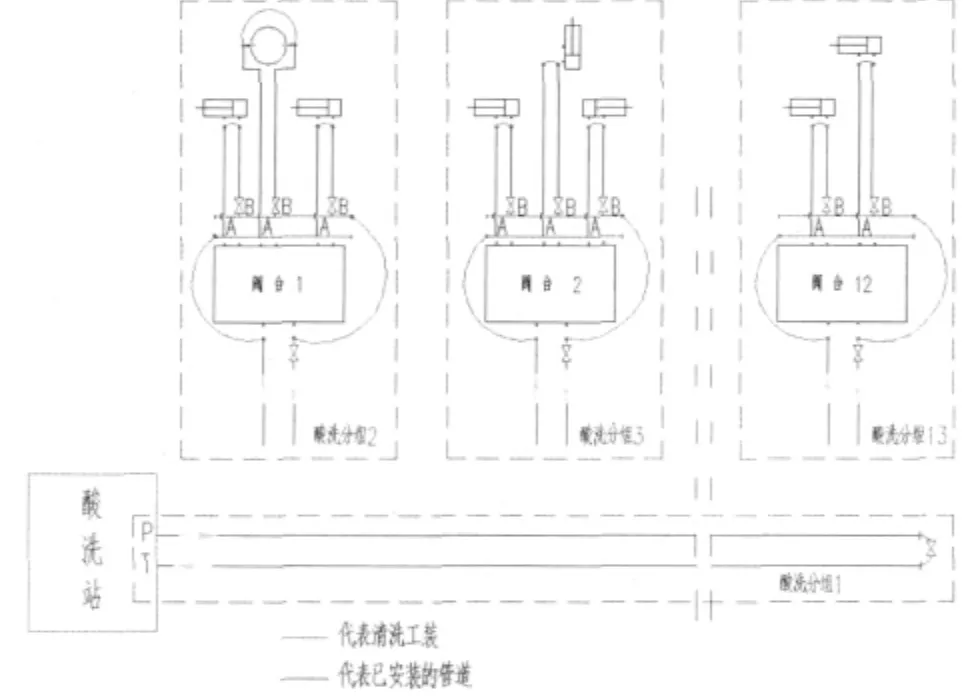
图1 CCS万能轧机区域液压系统酸洗回路分组
(2)漏水测试:用洁净水(生活用水或工厂脱盐脱钙中水)在管路内循环,检测液压系统管路内部是否存在渗漏现象,如有则需立即解决。酸洗现场附近必须有水源,并具备污水及零星废清洗液的排放设施。
(3)清洗液冲洗:由于采用了脱脂、酸洗、磷化三合一清洗液GR-927,省去了每一步之间的水冲洗过程,大大节约了时间。清洗液总量按照系统容水量的150%计算,将GR-927以1:15的比例加入到水中,清洗液的温度维持在60~80℃,每间隔半小时停泵一个小时,让清洗液充分浸泡管内壁。同时为了彻底清除粘附在管壁上的氧化皮、焊渣和杂质,可用木棒、橡皮锤或使用震动器沿管线从头至尾进行敲打震动。重点敲打焊缝、法兰、弯头和三通等部位。敲打时要环绕管四周均匀敲打,不得伤害管子外表面。震动器的频率选择50~60HZ,振幅为1.5~3mm[2]。
(4)氮气吹扫:在经过清洗液连续4~6个小时左右的冲洗后,使用现场提供的干燥氮气进行管路吹扫,将大部分清洗液排回清洗液站内备下次使用。打开排空点将残余的液体(中性的)排放至管沟废液坑中。
(5)人工清理、检查:请业主代表及工程监理在各连接口处检查清洗结果,符合要求后按照图2连接成油冲洗回路。
2 在线循环油冲洗
由于CCS系统是德国公司设计的液压伺服系统,要求系统油液的清洁度需要达到NAS1638中6级的要求(相当于ISO4406中15/12级)。按照外方的要求,采用壳牌专用冲洗油,冲洗时油液流速不低于6m/s。
我们在现场使用的油冲洗泵站参数为:油箱有效容积5m3、泵组最大排量2200L/min、泵组最大工作压力10MPa。回油过滤采用二级过滤方式,粗级过滤滤芯采用PALL公司KS级滤材,过滤精度12μm(β12≥200);精级过滤采用双筒过滤器,滤芯为PALL公司KP级滤材,过滤精度 3μm(β3≥200)。二级过滤的方式可以节约精级过滤滤芯,双筒过滤器可以保证在不停机情况下更换冲洗滤芯。
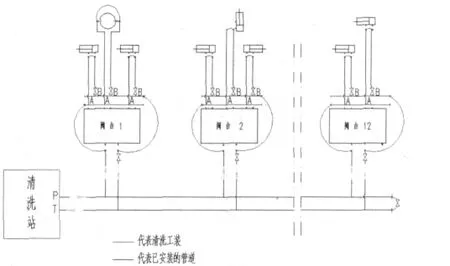
图2 CCS万能轧机区域液压系统油冲洗回路
(1)性能验证:
①计算满足系统冲洗速度要求的最低流量Q:
已知冲洗流速V=6m/s,管路最大管径为φ89x5;则

油冲洗泵站流量满足要求。
②计算系统雷诺数Re,验证冲洗时油液是否呈紊流状态:
已知冲洗流速V=6m/s,管路最大管径为φ89x5,冲洗油运动粘度v=0.39cm2/s(20℃时);则

以6m/s流速冲洗管路时,冲洗油液呈紊流状态。
③计算管路沿程压力损失δp:
已知冲洗油密度 =927kg/m3,系统冲洗管路长度300m;则
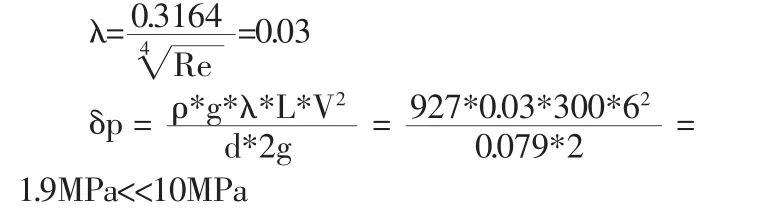
油冲洗泵站压力满足要求。
(2)油冲洗步骤:
①冲洗主管线,按图2连接后,关闭所有B油口的球阀,将P、T构成回路冲洗。
②冲洗支管线:
CCS液压系统共有12个阀台,每次只清洗一个阀台所对应的管线。比如清洗阀台ITEM1108,其余11个阀台的B油口的球阀必须关闭。同一个阀台上小管径的进出油管线可以并联起来清洗。
(3)清洗检验:
当回油过滤器处的压差2小时无变化时,从冲洗油箱的回油管取样口取样化验(可以是在线检测也可以是离线检测,但是液压伺服系统必须采用颗粒计数法检测[1]),符合NAS1638中6级规定时即为油冲洗合格。
3 清洗后
待清洗合格后,将断开的管路及元件连接好,将其它液压元件调整到工作状态。注意在安装时,应保证管路和元件等的清洁度。
4 结束语
上述方法在包头某钢铁公司CCS万能轧机区域液压系统管路的在线循环清洗中应用成功后,相继在酒泉某钢铁公司热轧厂、冷轧不锈钢厂及包头某钢铁公司宽厚板项目上推广应用,均取得了良好的效果,获得客户的一致肯定。
[1]成大先等.机械设计手册(第四版)[M].北京:化学工业出版社.2002:17-774~775、18-126.
[2]何席兵.液压系统管道酸洗处理工艺[J].人民长江.2008,39(10):37-38.
[3]路甬祥.液压气动技术手册[M].北京:机械工业出版社.2005.
