纳米TiC粉末改性钎料钎焊CBN磨粒的结合界面和磨损特性
2010-05-05陈珍珍徐九华丁文锋傅玉灿颜士肖
陈珍珍 徐九华 丁文锋 傅玉灿 颜士肖
(南京航空航天大学机电学院,南京,210016,中国)
INTRODUCTION
Cubic boron nitride(CBN)superabrasives wheels have become the internationally accepted tools in the grinding process of difficult-to-cut materials,such as nickel-based superalloys,titanium alloys and carbon fiber reinforced ceramics.This is mainly owing to the high hardness,strong chemical inertia and good heat conduction of CBN abrasive grains[1-4].Nowadays,great progresses have been made on the development of monolayer brazed CBN wheels.Relying on the chemical reaction at the interfaces among CBN grains/active filler layer/tool substrate,the CBN grains are ponded firmly to the substrate during manufacturing brazed CBN tools.However,some shortcoming has also been fully exposed with further investigations.The chemical reaction of CBN grains and Ag-Cu-Ti alloy is always so drastic that the sharp edges of the grains are destroyed.Moreover,the difference of thermal expansion coefficients of CBN grains,Ag-Cu-Ti alloy and steel substrate are so large that the residual stress exists on the bond level of grain-filler.These problems make the CBN grains break prematurely during the grinding process,which seriously hinder the further development and application of the monolayer brazed CBN wheels.
For effectively solving the problems above,Chattopadhyay et al have studied the performance enhancement of monolayer CBN wheels using CFUBS-deposited TiN coating[5].Ding et al paid much attention on the brazing experiments of CBN grains and AISI 1045 using Ag-Cu-Ti alloy reinforced by TiC,TiN and TiB2particles as composite filler[6].Due to the special characteristics and excellent performance,nano particle materials become the hotspots.The nano-TiC modified cermets technology has been investigated in recent years,and the results showed that the gener-al performance of cermets is well improved[7-9].
In this paper, a new kind of composite fillers,composed by Ag-Cu-Ti alloy and nano-TiC powders,is utilized to braze CBN grains and AISI 1045 steel substrate at 920°C for 8 min.The main objective of the paper is to research the influences of nano-TiC powders in the bondingsystem of the brazed CBN grains,including the microstructure,the reactive products,and the resistance-to-wear behavior of the brazed grains.
1 EXPERIMENTAL DETAILS
1.1 Materials
The substrate is 0.45%C steel(AISI 1045).The sizes of original CBN grains are 400—500 μ m.The constituents of active brazing filler are 95(72Ag-28Cu)-5Ti alloy powder with particle sizes of 1—2μ m.The size of nano-TiC powders is about 40 nm,as shown in Fig.1.Compared with micro-TiC particles,nano-TiC powders have a larger specific surface area[6].According to previous investigations,the optimal weight fraction of nano-TiC powders added into the composite filler is 1% (in weight).
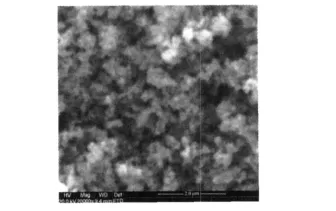
Fig.1 Micrograph of nano-TiC powders
1.2 Specimen preparation
Steel substrate and CBN grains are cleaned with acetone and air-dried.The specimens are assembled in the sequence of the steel substrate/composite filler/CBN grain.Then,the brazing process is conducted at the heating temperature of 920°C for the dwell time of 5 min in the vacuum furnace with vacuum levels higher than 1×10-2Pa.Both the heating and cooling rates are 10°C/min.The brazed specimens using nano-TiC modified composite filler are shown in Fig.2.
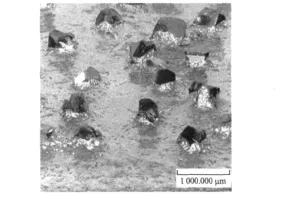
Fig.2 Brazed CBN grains
1.3 Observation methods
The brazed specimens are cut and mechanically polished perpendicularly to the bonding interface between CBN grain and steel substrate.The morphology characterization ofnano-TiC powders in the filler layer is carried out using back-scattered electron(BSE)imaging technique in Quanta 200 scanning electron microscope(SEM).The micrograph of the reactive products on the surface of the brazed CBN grains is characterized via SEM.The wear appearance of CBN grains is observed using KH-7700 optical microscope.
1.4 Resistance-to-wear experiments
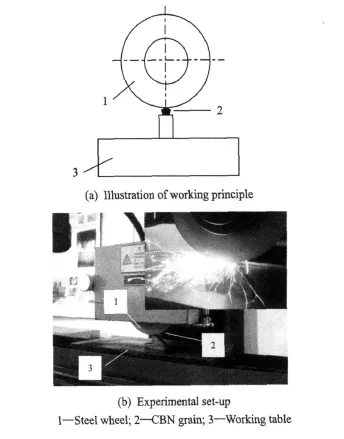
Fig.3 Working principle and set-up of resistance-towear experiments of brazed CBN grains
Fig.3 shows the working principle and the experimental set-up.The experiments are conducted in a reciprocating surface grinder(HZY150)with a spindle rotating speed of 3 000 r/min. The workpiece is the AISI 1045 steel wheel with 120 mm in diameter and 10 mm in width.The brazed tool with a CBN grain is placed on the working table with a lengthway feed.The operating parameters are as follows:grinding velocity of 30 m/s,table lengthway feed of 0.7 mm/s and cutting depth of 5μm.No cooling liquid is applied. The wear appearances of three grains are observed for every 8 passes.
2 EXPERIMENTAL RESULTS AND DISCUSSION
2.1 Microstructure of bonding interface
The CBN grains brazed by using the Ag-Cu-Ti alloy and the composite filler reinforced by nano-TiC powders are shown in Fig.4(a)and Fig.4(b),respectively. Compared with CBN grain brazed using Ag-Cu-Ti alloy,the edges of CBN grains brazed by using composite filler in Fig.4(b)are clear.The grains are not covered by the filler layer,which indicates that the nano-TiC powders have controlled the overspreading of Ag-Cu-Ti alloy.This is helpful for the full use of grinding potentials of CBN grains.
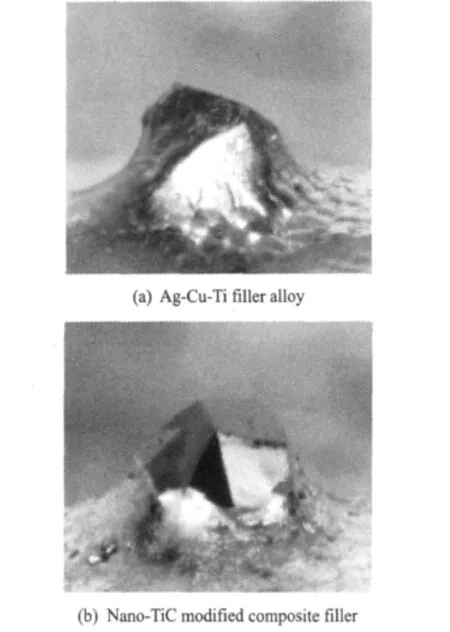
Fig.4 CBN grains brazed with different fillers
BSE imaging, unlike secondary electron imaging,uses high-energy elastic electrons to detect differences in atomic number[10]. The elements with large atomic number reflect more electrons along the primary electron axis,while the elements with small atomic number absorb more electrons and appear dark on electron micrographs.Therefore,the image with BSE is the result of atomic number contrast and contains compositional information.The typical BSE image of the brazed composite filler layer containing 1%(in weight)nano-TiC powders is exhibited in Fig.5(a). TiC particle appears darker than T phases in bright area(mainly Ag elements)andU phases in grey area (mainly Cu elements).Fig.5(a)shows the magnified SEM micrograph of the composite filler.Obviously,the nano-TiC powders almost uniformly distribute around or in the Cu-based compounds(grey area)of the filler layer. Moreover,the filler layertightly surrounds the nano-TiC powders with particles size of about 400 nm,as shown in Fig.5(b).No micro-crack and pores are found.

Fig.5 Micrographs of nano-TiC modified composite filler
In addition,compared with the microstructure of Ag-Cu-Ti filler alloy[11],it is found from Fig.5(b)that microstructure of the filler layer is refined by the incorporation of nano-TiC powders. Because nano-TiC powders are easy to spread and dissolve in the molten phase,and always distribute along with the interface of grains,which decrease the solubility and the dissolution of hard phases in binder. Consequently,the growth of alloy phases in the filler is hindered.
The typical interfacial morphology of CBN grain and composite filler containing 1% (in weight)nano-TiC powders is demonstrated in Fig.6.It reveals that the compounds ininterfacial layer are compact and uniform,and the grow th direction of the new compounds is in order.Moreover,the nano-TiC particles evenly distribute in the filler layer without pores so that the compounds grow compact on the grain surface.

Fig.6 Typical interfacial morphology of CBN grain and composite filler layer
2.2 Morphology ofinterfacialresultantsof CBN grains and composite filler
Fig.7(a)and Fig.8(a)display the SEM micrograph of the CBN grains brazed by using Ag-Cu-Ti alloy and composite filler containing 1%(in weight)nano-TiC powders,respectively.Seen from Fig.7(a),many compounds are formed on the surface of the brazed grains using Ag-Cu-Ti alloy so that the grain edges are seriously destroyed.This corresponds to the drastic chemical reaction of the grains and Ti in the filler during brazing. Previous researches have discovered that,the reactive products at the interface between CBN grains and Ag-Cu-Ti alloy are compounds of TiN, TiB and TiB2[11]. To observe clearly the micrograph of the reactive products,the brazed CBN grains are pressed.The micrograph of the typical survival of brazed CBN grains are shown in Fig.7(b).Fig.7(c)is the magnified image of the compounds in Fig.7(a).The reactive products grow perpendicularly and compact on the surface of CBN grain.However,there are some micro-cracks on the surface of grains,which weaken the mechanical strength of brazed CBN grains.The reason is that the different thermal expansion coefficients of CBN grains,Ag-Cu-Ti alloy and steel substrate result in the residual stress on the bond of grain-filler.

Fig.7 Micrograph of reactive products brazed by using Ag-Cu-Ti filler alloy
By comparison of Fig.7(c)and Fig.8(c),it is observed that the thickness of the reactiveproducts layer on the surface of grain decreases from about 5μ m to 2μ m when nano-TiC powders are added into Ag-Cu-Ti alloy.This is mainly attributed to the influence of the addition on the chemical activity of the corresponding elements of the reaction system[10].In the current work,the activities of Ti and B in the molten fillers are greatly decreased once nano-TiC powders are added into Ag-Cu-Ti alloy.Under such circumstance,the most important reaction among all the interfacial reactions of CBN and Ti,i.e.,Ti+BN→TiN+B,is restrained in the forward direction. The reactive products are therefore decreased,as displayed in Fig.8.The clear grain edges are shown with a thin layer of resultants,which could still provide enough bonding strength of brazed CBN grains during grinding.

Fig.8 Micrograph of reactive products brazed using nano-TiC modified composite filler
2.3 Wear pattern of CBN grains brazed byusing nano-TiC modified filler
Fig.9 shows the total grinding passes of the three grains brazed with nano-TiC modified filler and Ag-Cu-Ti alloy respectively after grinding.Seen from Fig.9(a),the average total grinding pass of grains brazed with nano-TiC modified filler is about 100.The reason of the fracture failure of grain No.3 seems to be the experimental errors and self-defection of the grain[4].The former two grains are almost the same.For Grain No.1,the micro-fracture happened in the 84th pass.For Grain No.2,the micro-fracture hap-pened in the 64th pass,and macro-fracture took place in the 80th pass.Compared with Fig.9(a),the average total grinding pass of three grains brazed with Ag-Cu-Ti alloy is about 50,as shown in Fig.9(b).
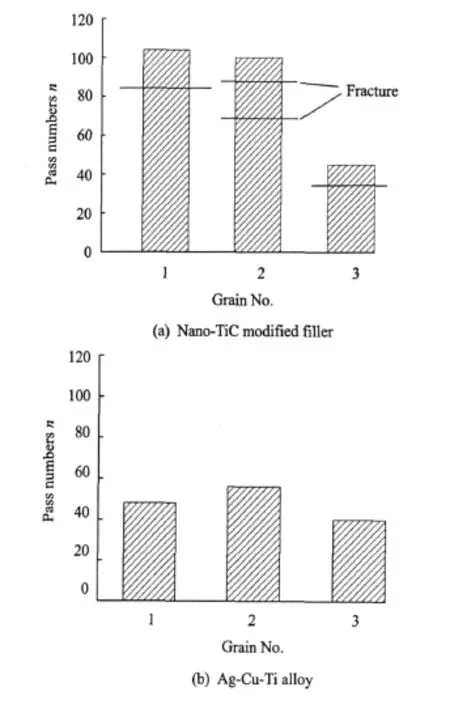
Fig.9 Service life of typical grains brazed with different fillers
The typical appearances of grains in the whole grinding process are observed using optical microscope,as displayed in Fig.10 and Fig.11.The wear process is composed of initial mild wear,abrasion wear,grain micro-fracture and abrasion wear,and grain macro-fracture(happening in some grains,see Fig.11(d)),and finally they failure.It is concluded that the CBN grains are worn smoothly and the fracture is found in the last period of grinding process before failure.No grain pull-out is observed.
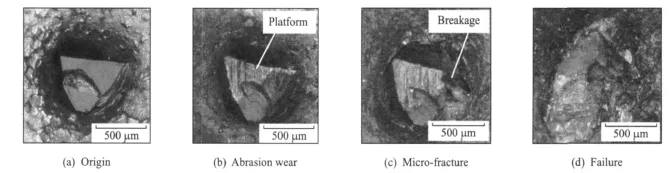
Fig.10 Wear appearances of Grain No.1 during grinding
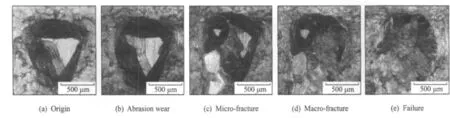
Fig.11 Wear appearances of Grain No.2 during grinding
Moreover,the breakage does not happen on the grain at bond level.The excellent wettability of the active alloy on CBN grains is visible,too.This implies that a chemical bond is established between each grain and the composite alloy.It is also worth mentioning that the absence of grain pull-out is contributed to the enough combination strength between the CBN grains and the modified composite layer.
3 CONCLUSIONS
(1)The nano-TiC particles distributed along the hard phases,easily spread and dissolve in molten phases.The microstructure of Ag-Cu-Ti alloy is refined by nano-TiC powders.
(2)The nano-TiC powders evenly distribute in the filler layer without pores so that the compounds grow compactly and uniformly on the surface of CBN grains.
(3)The CBN grains brazed by using nano-TiC modified composite filler are worn smoothly without grain pullout.The grains are fractured in the last period of grinding process.The average service life of single grain is increased to a large extent.
[1] Chattopadhyay A K,Chollet L,Hintermann H E.Improved monolayer CBN wheel for load free grinding[J].International Journal Machine Tools and Manufacture,1992,32(4):571-581.
[2] Chattopadhyay A K,Hintermann H E.On performance of brazed single-layer CBN wheel[J].Annals of the CIRP,1994,43(1):313-317.
[3] Ding Wenfeng,Xu Jiuhua,Lu jinbin,et al.Brazed CBN grinding wheel with Ag-base filler alloy[J].Materials Science Forum,2004,471:11-15.
[4] Teicher U,Ghosh A,Chattopadhyay A B,et al.On the grindability of Titanium alloy by brazed type monolayered superasive grinding wheels[J].InternationalJournal Machine Tools and Manufacture,2006,46:620-622.
[5] Ghosh A,ChattopadhyayA K.Performance enhancement of single-layer miniature CBN wheels using CFUBM S-deposited TiN coating[J]. InternationalJournal Machine Tools and Manufacture,2007,47:1799-1806.
[6] Ding Wenfeng,Xu Jiuhua,Chen Zhenzhen,et al.A study on effects of TiB2contents on reactive products and compressive strength of brazed CBN grains[J].Surface and Interface Analysis,2009,41:238-243.
[7] Xu Zhimou,Yi Xinjian,Zhen Jiasang,et al.A study of microstructure and performance of TiC nanopowder reinforced Ti(C,N)-based cermets[J].Journal of Functional Materials,2003,34(6):696-698.(in Chinese)
[8] Lin Guobiao,Huang Jihua,Zhang Jiangang,et al.Research ofmicrostructure ofcomposite-brazing joints of SiC ceramics and Ti alloy by using(Ag-Cu-Ti)-W as bonding material[J].Journal of Materials Engineering,2007,10:17-22.
[9] Yu Fuwen,Wu Yucheng,Chen Junling,et al.Microstructures and mechanical properties of nano-TiCp dispersion strengthened ultra-fine grained W-matrix composite[J].Journal of Functional Materials,2008,39(1):139-142.(in Chinese)
[10]Sriamornsak P,Thirawong N.Use of back-scattered electron imaging as a tool for examining matrix structure of calcium pectinate[J]. International Journal of Pharmaceutics,2003,267:151.
[11]Ding Wenfeng.Research and development of monolayer brazed CBN wheels for high efficiency grinding nickel-based superalloy[D].Nanjing:Nanjing University of Aeronautics and Astronautics,2006.(in Chinese)
