客运专线60 kg/m钢轨18号可动心轨辙叉的组装及质量控制
2010-05-04刘皓
刘 皓
(中铁轨道系统集团有限公司 道岔分公司,湖南 株洲 412005)
1 18号道岔可动心轨辙叉的特点
客运专线60 kg/m钢轨18号道岔适用于直向容许通过速度250 km/h及以上、侧向容许通过速度80 km/h的有砟或无砟线路。
1.1 可动心轨辙叉结构特点
①辙叉全长20 992 mm;辙叉角 3°10′47.39″;辙叉趾端开口距436.5 mm,跟端开口距633.6 mm。②可动心轨辙叉为钢轨组合心轨单肢可弯形式,长心轨跟端为弹性可弯,短心轨后端为滑动斜接头形式。③长心轨、短心轨采用60D40钢轨制造;长心轨、短心轨为拼接形式,心轨尖端的结构见表1。④翼轨采用60TY轧制特种断面钢轨制造。⑤心轨设二个牵引点,采用钩型外锁闭装置。⑥长心轨和叉跟尖轨跟端采用胶结间隔铁与翼轨连接。⑦垫板为整体硫化形式,扣件为客运专线道岔专用扣件。可动心轨辙叉结构见图1。

表1 心轨尖端结构

图1 可动心轨辙叉结构
1.2 技术要求
可动心轨辙叉的零部件数量多,结构复杂,按照工管技[2008]7号《客运专线道岔制造验收暂行技术条件》的要求,辙叉组装和厂内试铺的主要技术要点:
1)咽喉宽度尺寸偏差为 ±1 mm;趾端、跟端开口距偏差为±1 mm。
3)辙叉沿工作边的长度偏差为±4 mm。
4)可动心轨辙叉直股工作边直线度为0.2 mm/1 m、1 mm/10 m;心轨尖端前后各1 m范围内不应抗线;可动心轨辙叉曲股工作边应圆顺,不应出现硬弯,支距偏差为±1 mm,相邻支距差的偏差为±1 mm。
5)心轨15 mm断面至降低值起点范围内,各检测断面相对于翼轨的降低值偏差为±0.5 mm。
6)可动心轨轨底应与滑床台板的缝隙 ≤0.5 mm,且0.5 mm缝隙不应连续出现 。
7)可动心轨与翼轨密贴段内,心轨尖端至第一牵引点范围内缝隙≤0.2 mm,其余部位缝隙≤0.5 mm。
8)顶铁与可动心轨轨腰、叉跟尖轨轨腰的间隙≤0.5 mm,防跳顶铁与轨肢上表面的间隙为3~5 mm。
9)各部紧固件按设计要求扭矩紧固。
2 可动心轨辙叉的组装、铺设
2.1 辙叉组装
辙叉组装是指在专用组装平台上进行辙叉部件的组装、调试和检测。
专用组装平台按照辙叉的设计要求预制了垫板定位孔和定位平面,具有定位精度高、装夹方便的特点。因为可动心轨辙叉结构复杂,采用专用组装平台可有效地提高组装效率和质量。
组装的具体步骤:辙叉在组装前,首先确认心轨组件、翼轨等关键零部件合格,特别注意工序流转吊运时易发生的扭曲和弯折等现象;按照设计要求摆放垫板;摆放过程中要轻拿轻放避免损伤弹性垫层;按直股翼轨趾端至第一块垫板中心的尺寸为基准放置翼轨;然后放置曲股翼轨,可适当调整位置与直股咽喉位置对正;安装咽喉间隔铁和翼轨扣件,使翼轨形成较稳定框架;采用弦线法对翼轨方向、密贴、框架尺寸进行检查和确认。
辙叉关键点和关键尺寸见表2和图2,检测方法是检测两翼轨间咽喉尺寸 C1。以点 D1和间隔C2尺寸为基准设置直股弦线,通过其中的段可检测直股翼轨的直线度和直股方向。通过检测心轨50 mm对应位置的弦高,可预测心轨直股的密贴。在第二牵引点处,检测弦线到两侧翼轨框架的C3、C4尺寸,确定两翼轨后段位置的正确性。以点D3和D4为基准设置弦线,测量其中的段密贴可预测曲股翼轨与心轨的密贴情况。检测弦线在第二牵引点处的间距尺寸C5即为心轨二动动程。通过以上步骤,确认翼轨状态良好后,即可准备吊装心轨和叉跟尖轨。
1)吊装心轨时以心轨实际尖端为基准,确保实际尖端至直股翼轨趾端尺寸,而后复核辙叉直股全长尺寸。叉跟尖轨以尖端到曲股翼轨趾端尺寸来控制位置,然后复检辙叉侧股全长尺寸。
2)连接心轨与翼轨、叉跟尖轨与翼轨,预紧固后,进行心轨转换,分别检测心轨两侧空掉板情况。
3)以心轨与两侧翼轨的密贴、直股开通心轨直线度为标准,先修配第二牵引点前后的顶铁,然后复检第二。牵引点的动程和框架尺寸(图 2中的 C3、C4尺寸),确认合格后修配其余的顶铁。
4)安装其余间隔铁、扣件等零部件。
5)辙叉调整完毕后进行检测,合格后即可进行厂内试铺。

表2 辙叉关键点和关键尺寸

图2 辙叉关键点和关键尺寸示意
2.2 厂内试铺
根据技术条件的要求,在厂内铺设道岔岔枕,然后按照铺设要求进行道岔零部件的安装、铺设,检验合格后方可出厂。铺设、调整好岔枕,确保岔枕间距、方正、水平合格,严格控制岔枕间距。铺设直外股、曲内股的导曲线钢轨,逐跟岔枕位置检测直外股到曲内股的框架尺寸Si,若框架尺寸偏差过大则会影响到直股、侧股轨距。
1)以直外股为基准调整方向及高低。
2)吊装合格的可动心轨辙叉组件,如果辙叉垫板个别钉孔位置有偏差可进行适当的调整,但不建议拆解辙叉组件或进行较大的调整。
3)心轨开通直股,检测密贴、直股轨距,弦线检测心轨直线度,同时复检相应顶铁的间隙。
4)心轨开通侧股,检测密贴、心轨曲股支距Yi(见图3),确保道岔曲股线形正确,同时复检相应顶铁的间隙。
5)整组辙叉的检测、验收。
2.3 质量控制重点
客运专线道岔直向通过速度达到250 km/h或以上,高速道岔的控制重点是高平顺性和高安全性。因此辙叉组装时依据《客运专线道岔制造验收暂行技术条件》,对各类影响道岔平顺性、安全性的因素进行重点控制。

图3 辙叉部分尺寸检查
2.3.1 平顺性控制
组装平顺性主要是控制钢轨轨顶面和工作边的平顺。
1)确保心轨相对翼轨降低值,提高翼轨至心轨过渡的平顺性。心轨降低值在单件加工时可适当地控制在正公差,在组装时可对相对降低值进行修配,如有必要可以更换翼轨下不同厚度的橡胶垫板配合调整。
2)心轨在直线度检测时在保证全长直线度的同时,不应出现相邻测点的直线度的突变;在容易出现弯曲的心轨弹性可弯范围,钢轨应平直。
3)心轨跟端间隔铁数量多,要确保间隔铁加工精度,避免间隔铁紧固后,心轨出现的“硬弯”。
4)通过支距控制心轨的曲股线形,保证心轨位置正确和曲线的圆顺。
2.3.2 稳定性和可靠性控制
辙叉零部件数量多,零件间的组合方式也各不相同,稳定性主要是指零部件间间隙的控制,按其作用可分为两种形式:
1)为了提高组装稳定性,需要消除的间隙。心轨与翼轨、叉跟尖轨与短心轨的密贴不出现连续或超标间隙。轨撑、间隔铁受力部位不允许有超过有效接触面1/3的间隙。顶铁后部尽量不设置或避免设置多片调整片。垫板台板与轨肢的间隙不应过大;轨距块不应离隙。长心轨和短心轨在拼接时轨底面应在同一平面。心轨组装时出现连续空掉板或空掉间隙过大时,应及时返修;因垫板厚度偏差造成的空掉板,可选配更换垫板。
2)为保证辙叉在复杂环境下可靠运转设计的间隙。防跳间隔铁与心轨尖端应保持3~5 mm的间隙,防止心轨转换卡阻。防跳顶铁底部与心轨轨肢要预留3~5 mm间隙。心轨使用的单、双边扣板与轨肢上表面、侧面应有1~2 mm间隙,有利于减小心轨转换阻力,见图4。

图4 扣板间隙
2.3.3 电务部分
组装完毕后,对电务安装部位的尺寸、空间、动程等进行复检。
1)复检心轨第一牵引点两翼轨轨底间内侧最小尺寸C8满足锁闭钩安装要求,见图5。
2)检查二动动程,同时检测心轨转换柄尺寸 C9、C10满足设计要求,见图6。
3)严格控制各牵引点动程,同时动程的偏差宜为同一方向,保证转换时不出现转换力不足或位移过大的现象。

图5 翼轨轨底空间
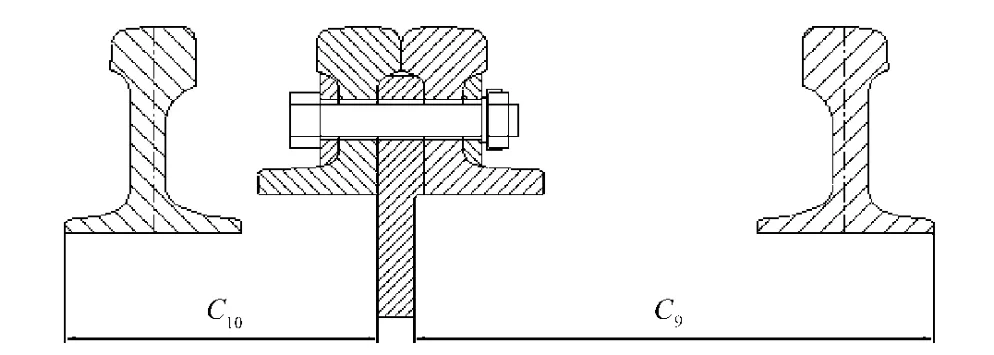
图6 第二牵引点相关尺寸
3 结语
结合道岔设计相关理论和技术标准,在客运专线可动心轨辙叉组装、试铺工作经验的基础上,总结了可动心轨辙叉组装、试铺工艺及检测和质量控制的重点,希望对道岔的制造、施工、养护、维修提供一定的参考。
[1]范钦爱,苏自新.提速道岔的铺设与养护[M].北京:中国铁道出版社,2004.
[2]沈相宙,倪剑靖,鲁希孔.铁路道岔养护[M].北京:中国铁道出版社,2004.
[3]中华人民共和国铁道部.工管技[2008]7号 客运专线道岔制造验收暂行技术条件[S].北京:中华人民共和国铁道部,2008.