端度类量具接触法测量的要点
2010-04-26马浩慧上海市计量测试技术研究院
马浩慧/上海市计量测试技术研究院
0 引言
端度类量具作为实物标准被广泛用于社会公用标准和工作用标准器,在实际长度检测中担任重要角色。如量块是长度计量中最重要的计量标准器之一,很多量具和仪器就是通过量块作为标准器进行量值传递的,从而使各类产品的尺寸溯源到长度基准;量棒可做为各类外径千分尺的零位校准使用;内径千分尺用于测量各类工件和产品的内径、槽宽或两平行内表面间的距离;套管尺是另一种测量简单直接的内径测量标准器,通过刻度管的伸缩和缩紧装置,可以方便地调节到所需测量的尺寸,是用于铁路罐车、化工塔槽及储存液体的卧式罐内尺寸的专用量具。
对以上量具的实际校准测量中,都是在测长机上用接触方式进行的,左边是固定测头,在右边调节工作台的2-4个方向,寻找转折点来确定测量值。如何针对不同测量面的情况选择合适的测头,显得尤为重要,否则将直接影响测量结果,增加测量误差。通常测量面会遇到以下三种情况。
1 被测对象两工作面都是平面,如量块和量棒
左右两边都用球面测头,用螺丝刀拧动尾管右侧两互相垂直的螺钉,直到目镜里显示最大转折点。这样保证了两测帽的球面顶点共同位于测量轴线上。在比较测量量块时,是用相同名义值的高一等量块做标准,做艾利点(两支撑点分别离测量面距离为2/9处)固定在测长机上进行。测量时需要调节工作台的上下、前后、左右摆动及水平旋转方向,并在目镜里分别找到最小读数,即为被测和标准量块的尺寸差,通过计算可得出被测量块的中心长度偏差。同样读数方法可直接测量量棒的尺寸偏差。如图1。测量小于400mm量棒时,用中点支撑并固定,也是寻找以上四个方向的最小转折点。对尺寸大于400mm量棒的测量,则用艾利点进行固定,只在右端寻找上下、前后的最小转折点即可在目镜中读出量棒的偏差。
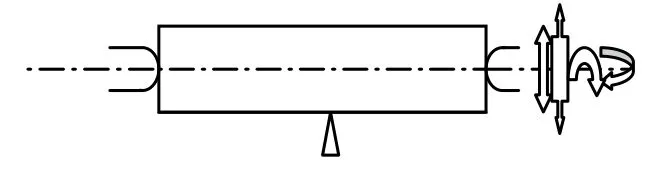
图1
2 被测对象两工作面都是球面,如内径千分尺和套管尺
在测长机上测量时,左边固定测头用平面测头,右边用球面测头。对于尺寸小于400mm的被测对象,需调节工作台的上下、前后、左右摆动及水平旋转方向,并在目镜里分别找到最大读数,即为偏差值。如图2。同样对尺寸大于400mm的被测量,用艾利点进行固定,只在右端寻找上下、前后的最大转折点即可读出偏差值。
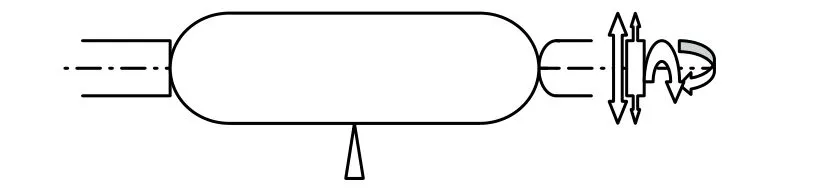
图2
3 被测对象两工作面一面是平面,另一面是球面,如部分量棒和一些非标准件
在测长机上测量时,左右两边都用球面测头,同样调整两测帽的球面至两顶点共同位于测量轴线上,为测量做准备。将量棒平面端置于左边,球面工作面和右边球面测头接触。当量棒尺寸小于400mm时,调节活动工作台的上下、前后、左右摆动及水平旋转方向,并在目镜里分别找到最大读数,即为偏差值。如图3。当量棒尺寸大于400mm时,用艾利点进行固定,只在右端寻找上下、前后的最大转折点即可读出偏差值。
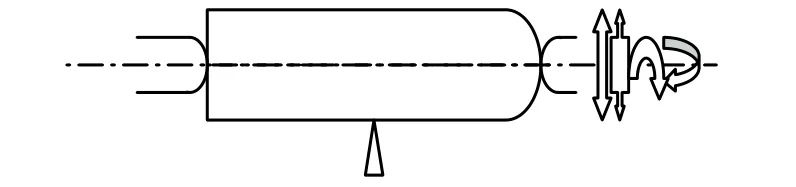
图3
综上所述,将各类方法总结如表1,以供检测人员在实际检测时参考。

表1
综上所述,被测右工作面和右测头如果是平面和球面接触,要寻找最小转折点;如果两者都是球面接触,要寻找最大转折点。用接触方法测量时,为减少接触方式不正确而引起的测量误差,应根据不同被测对象测量面的情况,选择正确的测头或测帽,并尽可能是测头和被测件成点或线接触。此外在比较测量中,为减少不同测力引起的变形不同,要保持测量力恒定。
[1]上海市计量测试技术研究院.长度计量[M].北京:中国计量出版社, 2007.
[2]全国几何量工程参量计量技术委员会.JJG22-2003[S].北京:中国计量出版社, 2003.
