24 点夹紧液压夹具在加工汽车制动毂中的应用
2010-04-24温华栋
王 帅 邱 岩 温华栋
(沈阳第一机床厂,辽宁 沈阳 110142)
随着世界汽车行业的不断发展,对汽车各部件零件的加工要求也在不断的提高。制动毂在汽车制动中可以说也是一个重要的部件,加工质量的好坏直接决定着制动的各项指标,零件加工是否能达到设计精度要求,直接影响产品质量。为了保证加工能够达到的各项精度要求,提高成品的合格率,多年来制动毂加工中人们想了不少的办法来满足加工精度要求。但始终跳不出三爪自动定心夹紧的范畴。因为大批量生产中三爪卡盘卡爪与工件接触频繁容易磨损。磨损后定心精度下降,整套夹爪就重修或是报废,修复较为繁琐。另外,三爪的夹紧力都集中于三点(如图1 所示),力小夹不紧,力大使工件变形。虽然在机床上检测各项指标是合格的,但卸下检测往往超差,致使废品率降不下来。后将卡爪改进为宽爪,但宽爪始终没有跳出三点夹压的范畴,看是多点压紧实际上还是三点受力。自车宽爪对工件尺寸要求很严,由于制动毂外圆本身是铸造毛坯面,用自车宽爪效果也不显著。为什么现实生产中还在使用宽爪,主要是利用卡爪和工件在夹压中有微小变形的特点,实现多点夹紧。


从零件结构尺寸来看,制动毂属于薄壁易夹压变形零件。为解决上述固定宽爪在夹压中存在的问题,我们巧妙地利用了杠杆的基本原理,将固定的宽爪改为浮动压板,使六个压点都能有效地和工件接触,而六个点对工件在同一圆周上的压力保持一致。还利用了胶皮压缩变形的特性,设置了夹爪在松开时能自动复位机构(如图2 所示)。将原来的一个夹紧点分为两个夹紧点,每一个夹紧点的作用力f=F/2。式中,F 是单个卡爪的夹紧力。
同时将三点固定夹紧改为六点浮动夹紧,使六点都能有效地和工件接触。这样的设计取得了一定的效果,但还是没有达到零件的尺寸精度要求。

针对较大、薄壁零件加工的需要,在六点浮动夹压的基础上,我们设计研制出了12 点浮动夹压的夹具。进一步分散了单个夹压点对工件的作用力。经使用,得到用户的广泛认可。汽车制动鼓零件规格繁多,绝大多数的零件是铸件。精度技术条件要求越来越高,批量大、要求加工效率高。为了满足加工的要求大家想了很多办法,不断的实践取得到了一定成功。近年来我们在12 点浮动夹压的基础上进一步改造,将三爪卡盘从单层改为双层夹压。这种(如图3 所示)24 点夹紧液压夹具在加工汽车制动毂中应用后,取得了良好的效果。
1 结构特点
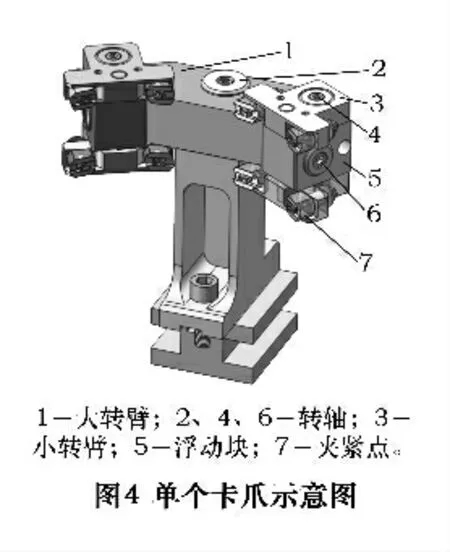
该卡具结构是卡盘上有三个卡爪,每个卡爪体(如图4 所示)上安装一个大转臂1。每个转臂两端是浮动块5,浮动块又有上下两个小转臂3,每个小转臂上有两个夹紧点7。每个卡爪最终分为8 个夹紧点,三个爪一共分为24 个点,以30°角均布在制动毂的外圆夹持面上,工件夹紧时,各点受力均匀,很大程度地减小了工件的变形。另外,该卡具采用浮动夹紧,转臂与浮动块上都有转轴2、4、6,使24 点的每一点都能有效地夹紧工件,解决了因毛坯面圆度不好面引起的受力不均问题。24 点浮动卡具结构合理,多点均匀卡压,卡压时虚点能有效补偿,松开时各点自动复位,满足了用户的需要。
2 工作原理
24 点夹紧液压夹具(以下简称24 点夹具)利用8点来分散单个卡爪作用力,三个爪的夹紧力将分散到24 个点来夹紧工件。例如:单个卡爪的夹压力是10000 N 分为8 点,每点的夹压力则是:

将制动毂装夹在24 点浮动夹具上,当工件表面圆柱度较大时,大小转臂将随着转轴旋转一个很小的角度,使每一个夹紧点都能有效地夹紧工件,解决了因毛坯面圆柱度不好引起的受力不均问题。每个夹紧点是可以调整长度的,操作者只要根据工件外圆调整好,就不要自车了,大大增加了每个夹紧点使用寿命。
3 24 点夹紧液压夹具的应用
多年来,此类24 点夹紧压具已做有数百套,随机床出厂用于生产。已应用于山东青岛青特、青岛海通、浩信及朝阳飞马的汽车制动毂加工线上,对提高零件加工质量、降低废品率发挥着应有作用。用户及我们机床服务人员的反馈信息为:此卡具设计合理,没有出现过大问题。近期机床订货为薄壁零件的用户指明工装要配24 点夹压的液压夹具。可见我们最近几年研制的24 点(多点)夹压的液压夹具是成功的,得到了人们的认可。
