3MZ203D数控轴承内圆磨进给工作台结构和装配工艺的改进
2010-03-28李景涛王付涛
李景涛,王付涛
(洛阳风动工具有限公司,河南 洛阳 471000)
数控轴承磨床作为轴承加工的现代化装备,是轴承磨削加工向自动化、高效化、高精度化发展的重要设备。3MZ203D数控轴承内圆磨床,是加工P4、P5级角接触球轴承内圈内径的数控磨床。进给工作台部件、往复工作台部件,为该数控磨床传动系统重要的组成部分。其中进给工作台部件由滚珠丝杠、伺服电机等组成,往复工作台部件由油缸、活塞系统组成。往复工作台部件中工作台的工作状态,只是直线往复运动,而进给工件台部件为工件的进给系统核心,该部件的设计结构、安装精度,是轴承内圈内径磨削后尺寸公差、形位公差是否合格的首要保证。
1 原设计结构和装配工艺
(1)原进给工作台结构。如图1所示,丝母座安装在工作台的底面,滚珠丝杠的丝母装在丝母座内孔中,并通过螺钉相连;支承滚珠丝杠的丝杠轴承,装在轴承座中,轴承座与轴承支座通过螺钉相连,轴承支座安装在底座上,滚珠丝杠轴肩靠在丝杠轴承的内圈端面上;伺服电机的电机轴,通过膜片联轴器和滚珠丝杠尾部相连,伺服电机安装在电机底座上,电机底座和其下的垫板安装在底座上。工作台通过十字交叉滚柱导轨副和底座相连接,工作台上安装工件箱,工件箱前端为电磁无心夹具,夹具磁吸盘上是所加工的轴承内圈(如图2)。
(2)进给工作台传动原理:伺服电机接伺服驱动器信号,伺服电机电机轴旋转通过膜片联轴器带动滚珠丝杠旋转,带动工作台沿十字交叉滚柱导轨副方向移动,带动工件箱前端电磁无心夹具上的轴承内圈进给。

图1 原进给工作台结构图

图2 工件箱结构图
(3)轴承支座安装方法。如图3所示,十字交叉滚柱导轨副已安装在底座上,工作台已和十字交叉滚柱导轨副连接,并且导轨已预紧。丝母座已安装在工作台底面。将工装芯轴1安装在丝母座中,通过螺钉和丝母座相连,工装芯轴2插入到工装芯轴1尾部的内孔中,工装芯轴2其上夹杠杆百分表,百分表表头和轴承支座A面接触(轴承支座的A面和其B面已刮至垂直),通过打表和刮A面修正,最终校正A面跳动0.01 mm以内,上紧轴承支座和底座间螺钉,打定位销。

图3 轴承支座安装图
(4)轴承座安装方法。如图4所示,将轴承座用螺钉安装在轴承支座上(轴承座的安装基面和自身内孔的垂直度已通过机械加工达到0.003mm),工装芯轴2其上的杠杆百分表表头和轴承座内孔接触,通过打表找正内孔,最终校正内孔跳动0.01mm以内,上紧轴承座和轴承支座间螺钉,打定位销。经过以上步骤后,保证了轴承座内孔和丝母座内孔的同轴。

图4 轴承座安装图
(5)电机底座安装方法。如图5所示,首先拆去轴承座和轴承支座。再磨电机底座下的垫板,使安装后电机底座内孔与丝母座中工装芯轴1轴线等高,使用杠杆百分表,通过打表、刮修C面(电机底座的底面)和电机底座右端面,最终校正电机底座右端面跳动和电机底座内孔跳动均为0.01mm以内,上紧电机底座、垫板和底座间螺钉,打定位销。最终保证了丝母座内孔和轴承座内孔、电机底座内孔的同轴。

图5 电机底座安装图
2 改进后的设计结构和装配工艺
(1)对进给工作台部件中丝杆和伺服电机的支承部分进行设计改进(如图6)。不再使用轴承支座、电机底座,添加连接座、大端盖零件。丝杠轴承装入轴承座,大端盖的左端外圆装入连接底座左端内孔,两者为定位配合,用来定位。装入丝杠轴承的轴承座通过螺钉和连接座连接,两者之间打定位销。伺服电机安装在连接座右部内孔中,中间通过膜片联轴器连接丝杠尾部和伺服电机轴头。连接座和其下的垫板,通过螺钉和底座相连接。

图6 进给工作台部件的改进设计
(2)改进后结构的安装方法。如图7,先磨连接座下的垫板,使安装后的连接座内孔中心线与丝母座中工装芯轴1轴线等高,使用夹在工装芯轴2上杠杆百分表,通过打表和刮修D面(连接座的底面),分别校正连接座右端内孔跳动0.01mm以内,连接座右端面跳动0.01mm以内,上紧连接座、垫板和底座间螺钉,打定位销。经过以上步骤,保证了丝母座内孔和连接座内孔的同轴。
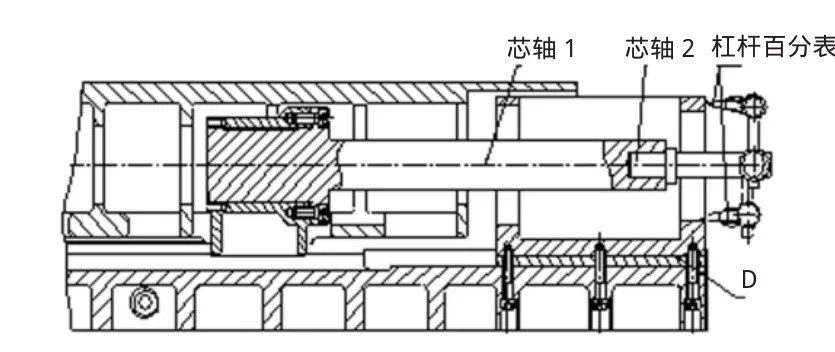
图7 改进后的结构安装图
3 改进后的突出优点
(1)简化了结构。改进后的设计去掉了轴承支座和电机座,增加了连接座。相当于将轴承支座、电机座合并成连接座,减少了1个零件。
(2)便于加工、安装和更好的保证精度。改进前轴承支座、轴承座和电机座在机械加工时,各零件分别加工,装配时需要通过打表和修刮,分别校正轴承支座的A面、轴承座的内孔、电机座的内孔和C面,最终找正轴承支座、轴承座、电机座。
改进后连接座的左端内孔(定位安装已安装上丝杆轴承的轴承座用)和轴承座安装基面、连接座的右端内孔(定位安装伺服电机用)和伺服电机安装基面,这4者为一次装夹加工,并且以连接座的底面为基准,很好的保证了左端内孔、右端内孔的同轴度;左端内孔轴线对于轴承座安装基面的垂直度,右端内孔轴线对于伺服电机安装基面的垂直度;左端内孔轴线、右端内孔轴线相对与连接座底面的平行度。在装配时,通过刮修连接座底面和打表,分别校正连接座右端内孔和右端端面跳动0.01mm以内,即可将连接座的位置找正。
(3)降低成本和提高生产效率。改进后每台3MZ203D机床可节省机械加工工时10 h,装配工时30 h,每台一共降低成本800元,每年节省将近7万元费用;使得每台机床的生产周期缩短了近3 d,提高了生产效率。
4 结束语
通过对3MZ203D数控轴承内圆磨床进给工作台结构和工艺改进,降低了生产费用、提高了生产效率,增强了产品在市场的竞争力,获得了良好的经济和社会效益。