一种小型细长阶梯轴的制造工艺
2010-03-01王青成
王青成
(中国空空导弹研究院,河南洛阳 471009)
小型细长阶梯轴零件,在精密机械行业的应用越来越广泛,但在其加工中同轴度难以保证的问题,一直困扰着现场的生产。该类零件直径小,中间粗两端细,长径比在25~50之间,加工过程中,由于其直径小、长度大的影响,零件同轴度很难达到图纸要求。为了保证图纸要求,加工过程中需要解决的问题,是减少车削过程中的振动和变形,工艺安排上需要从工件装夹方式、工序安排、切削参数、刀具选用等多方面进行优化。
1 工艺性分析
零件如图1所示,长度为85mm,外径为Φ3.5mm,最细处外径为Φ1.6mm。Φ2.4mm要求与外圆同轴度0.04mm,直线度0.08mm,零件材料为结构钢,来料毛坯为Φ4mm的棒料。该零件为典型的直径小、中间粗两端细、长径比大的零件,具有大长径比、高精度、低刚性特点。加工中最需要解决的问题,是减少车削过程中的振动和变形,造成工件车削过程振动和变形的主要因素是受力变形,因工件直径小,长径比大,强度弱,在卡盘上夹紧时,切削力会使零件产生振动和变形,造成零件的同轴度、直线度超差,从而影响工件的尺寸精度和形状精度。因此必须采用合适的夹紧方式来减少变形。

图1 小型细长阶梯轴零件
2 加工时需考虑的两个问题
影响零件车削过程振动和变形的主要因素,有毛坯的选择和装夹定位基准的选择。
(1)毛坯的选择。一般选择符合设计图纸要求的棒料或丝材,毛坯直径选择不宜过大或过小,过大时,加工余量大,产生的内应力大,零件变形大;过小时,容易造成局部无加工余量。一般以零件最大外径为参考,其余量在0.3~0.5mm之间比较适宜。
(2)装夹定位基准的选择。小型细长阶梯轴车削时,一般采用一夹一顶的装夹方式进行,选择主定位基准,应选择一个较长的外径和中心孔作为辅助定位基准,选择主定位基准时,应尽量保证零件安装伸出机床部分长度最短,这样刚性最好,定位可靠。当零件的表面的尺寸精度、同轴度有较高的要求时,定位外径和中心孔必须有较高的同轴度要求。以防止零件车削中产生振动和变形。中心孔不宜重复使用,否则造成零件车削中产生振动和变形,影响零件的同轴度。
3 工艺路线安排
根据零件的特点,我们设计了先左后右的加工方案。备料→车→无心磨→车工→车工→检验→表面处理→入库。通过无心磨加工Φ2.4mm外圆,然后通过以Φ2.4mm外圆为定位基准,使用夹具夹紧的方式,加工中心孔为辅助定位,通过一夹一顶的方式,加工图1右边的尺寸;采用一夹一顶的定位夹紧方式加工时,装夹位置尽可能使零件伸出部分短些,尾顶施力适当,防止零件弯曲变形。最后进行检验、表面处理、入库工作。
4 夹具设计
如图2所示,设计了夹紧夹具,夹具以ΦD定位、MDXp螺纹固定于车床主轴,夹具安装前,主轴先装上与零件定位外径基本相同的弹性夹头。零件定位前,后端分别由夹具定位衬套(开口式)、弹性夹头两处定位,后端弹性夹头起辅助支撑作用;夹紧时先轻轻拉紧弹性夹头,再拧紧前端的压紧螺母,这样就能防止零件因定位面过短而产生偏斜,从而保证零件加工的同轴度要求。
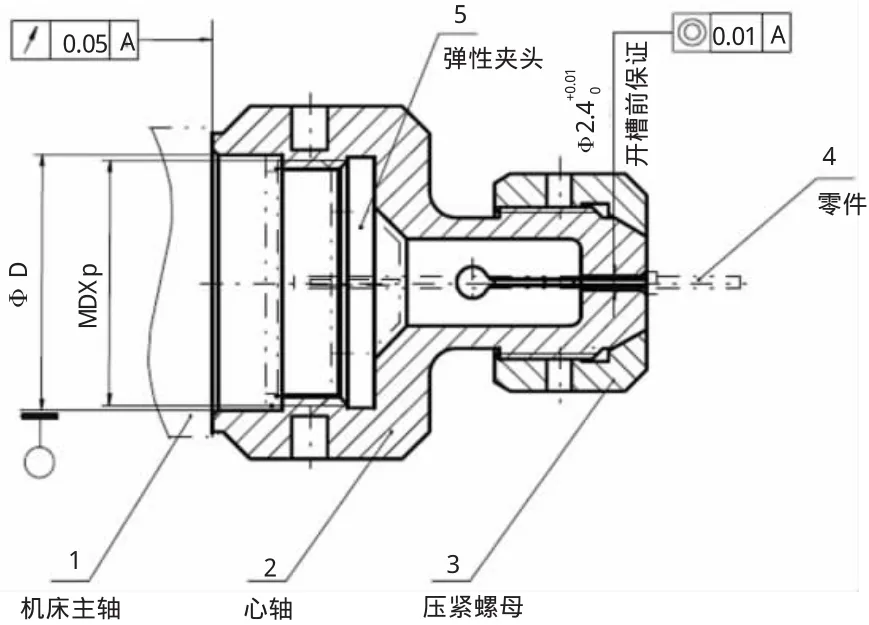
图2 夹紧夹具
5 结束语
通过上述的工序安排和夹具使用,使得本单位的小型细长阶梯轴零件的加工顺利进行,缩短了加工流程,效率大大提高,产品的合格率也有很大的提高。