MOTOMAN工业机器人示教编程方法探究
2010-01-24李天旭
李天旭
(北华大学 工程训练中心,吉林 吉林 132021)
目前,工业机器人已经逐渐完善并应用于工业的各个领域中,日本安川株式会社生产的MOTOMAN工业机器人,以其成熟的技术和优质的服务,在业界获得了良好的口碑,其销量位居世界前列.本实验室使用的MOTOMAN-HP6型六自由度机器人是一款通用型机器人,根据环境的不同可以更换末端操作器以及外围设备实现喷漆、焊接、码/拆垛等多种应用.机器人的编程研究经历了示教再现编程、离线编程和自主编程三个阶段,由于技术的不成熟性和应用环境的复杂性,现在的工业机器人编程主要使用的还是示教再现编程[1].MOTOMAN工业机器人的编程主要分为两种:在线示教与离线示教.结合本实验室的实际情况,本研究主要探讨MOTOMAN工业机器人的在线示教编程方法.
1 MOTOMAN工业机器人的语言与指令功能
机器人语言按照作业描述水平的高低可以分为三类:动作级、对象级和任务级.动作级语言一般是以机器人的动作行为为描述中心,由一系列命令组成,一般一个命令对应一个动作,语言简单,容易编程,但是不能进行复杂的数学运算;对象级语言是以描述操作物之间的关系为中心的操作语言;任务级语言是比较高级的机器人语言,只要按某种原则给出最初的环境模型和最终的工作状态,机器人可自动进行推理计算,最后生成机器人的动作[2].
MOTOMAN-HP6型机器人所使用的编程语言是INFORMⅢ,为动作级的语言,以点为单位记录机器人的动作,在程序点可以加入所需的控制命令.机器人指令可以分为运动控制功能、环境定义功能、运算功能、程序控制功能和输入、输出功能等等.运动控制功能是其中最重要的功能之一,机器人运动轨迹的控制方式有两种:CP(连续轨迹控制)控制方式和PTP(点位控制)控制方式.由于以动作顺序为中心,使用这两种控制方式进行示教无需进行作业环境内容的位置姿态的计算[2].
MOTOMAN-HP6型机器人的运动控制功能包括:轨迹插补方式的设定(关节插补、直线插补、圆弧插补和自由曲线插补);运动速度设定(单位为mm/s或cm/min);动作定时(TIMER命令);定位精度设定(最高可达±0.08mm);工具的控制(如焊枪的工作与停止或手爪的开合控制等).在编程时,要根据不同的作业和具体的环境选用合适的功能进行机器人设定.
2 MOTOMAN工业机器人的示教编程
MOTOMAN工业机器人的示教方法主要分为两种:在线示教与离线示教.
在线示教(直接示教),是指由技术人员引导,控制机器人运动,记录机器人作业的程序点并插入所需的机器人命令来完成程序的编制.这种示教方法的特点是操作简单直观,技术人员可以在现场根据实际情况进行编程,基本上不需要进行过多的更改,而且错误率低,但是在小批量的生产中,这种编程效率较低,很难满足频繁改变任务的工作环境.
所谓的离线示教就是指脱离机器人和实际的工作环境,通过计算机对机器人进行离线的编程.技术人员不对机器人实体进行控制,而是在离线编程系统中进行编程或在模拟环境中进行仿真,生成示教数据.这种示教方法常常用于工作人员对机器人的工作环境比较熟悉和机器人管线内藏的条件下,要求所建立的3D模型要真实的反映机器人的实际工作状态[3].这种示教方法的特点是方便工作人员进行脱离实际的机器人示教,但是对技术人员的技术水平要求较高,其实现也较在线示教复杂.
现在也有人开始了基于PC机的机器人三维可视化离线编程和虚拟示教系统的研究,这种系统能够在虚拟条件下实现机器人的仿真在线示教,操作也相对传统的离线示教简单,经过这种示教系统仿真后,再将作业文件下载到机器人的控制器完成示教[4,5].
3 MOTOMAN工业机器人在线示教编程研究
下面以MOTOMAN-HP6型工业机器人为例,来讨论MOTOMAN机器人的在线示教编程方法.
3.1 MOTOMAN-HP6型机器人的系统组成
MOTOMAN-HP6型六自由度机器人是最为典型的工业机器人之一.它由机器人本体、机器人控制柜NX100、NX100示教编程器以及连接电缆组成.其组成如图1所示.

图1 MOTOMAN-HP6型工业机器人系统组成结构图
(1)机器人本体.如图2所示,MOTOMAN-HP6型机器人本体部分包括S、L、U、R、B、T六个自由度(动作轴),每个自由度由交流伺服电机驱动.MOTOMAN-HP6型机器人的部分基本规格如表1所示.
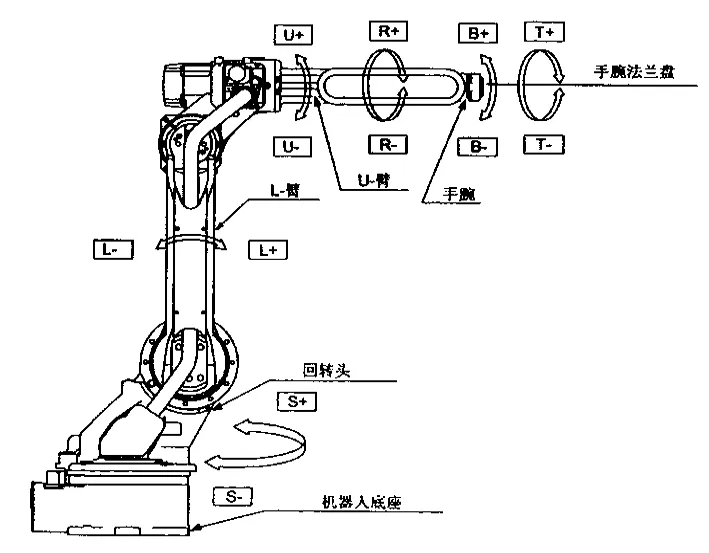
图2 MOTOMAN-HP6机器人本体
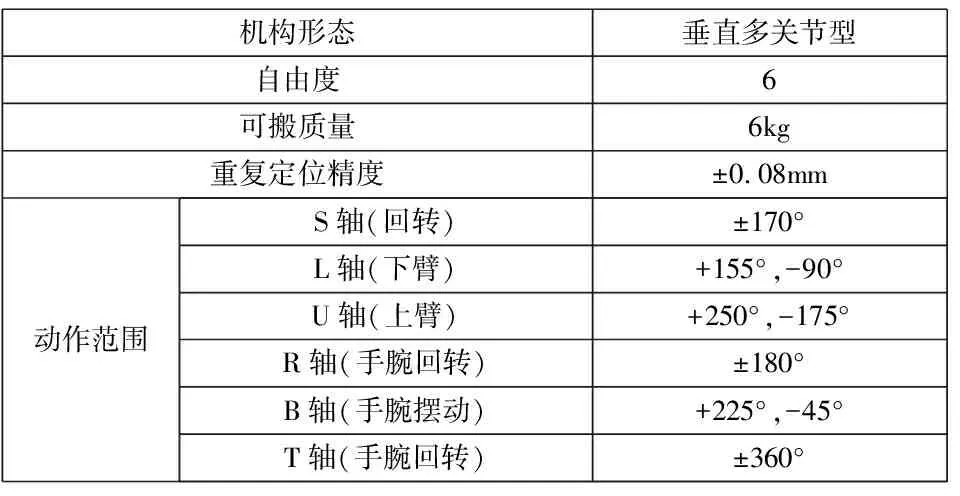
机构形态垂直多关节型自由度6可搬质量6kg重复定位精度±0.08mm动作范围S轴(回转)±170°L轴(下臂)+155°,-90°U轴(上臂)+250°,-175°R轴(手腕回转)±180°B轴(手腕摆动)+225°,-45°T轴(手腕回转)±360°
(2)NX100控制柜.NX100控制柜的结构为独立式、封闭型;系统采用间接冷却,电源使用三相交流电:200VAC(+10%至-15%),50/60Hz(±2%)或220VAC(+10%至-15%),60Hz(±2%);数字输入/输出(I/O)包括专用信号(19个输入和3个输出)和通用信号(40个输入和40个输出);自动位置调节系统采用串行通讯方式(绝对值编码器),加速度/负加速度控制采用软件伺服控制.
(3)示教编程器NX100.示教编程器也就是机器人的示教盒,上面设有用于对机器人进行示教和编程所需的操作键和按钮.此外,在编程器上还带有CF卡插槽.
3.2 示教流程与示教任务分析
机器人运动轨迹的示教采用PTP方式,只须示教各段运动轨迹的端点,而端点之间的连续运动轨迹控制(CP)由规划部分插补运算产生.示教前,接通机器人主电源,等待系统完成初始化.完成初始化之后,打开机器人的急停键,选择好示教模式并设置好合适的坐标系与手动操作速度,做好这一系列准备工作后,建立一个新程序,录入程序点与插入机器人指令进行示教.示教编程流程图如图3所示.

图3 示教编程流程图
示教一个如图4所示的码/拆垛程序,将A处的垛拆除,在B处码一个新垛.首先,要为机器人加装合适的末端操作器——手爪(本实验室配置的为SMC公司生产的MHLZ-16DZ型薄型气爪),配置相应的外围设备(如气动手爪需要气源)使机器人能够抓取工件.硬件设备准备完毕后,就可以对机器人进行编程.编程采用直接示教方式进行,如果按照作业要求,一个程序点一个程序点的示教,编程的效率较低,且工作量很大,为了提高效率和减少技术人员的劳动量,在码/拆垛过程中主要是通过使用平行移动命令来完成任务.平行移动指的是对象物体从指定位置进行移动时,对象物体各点均保持等距离移动,这样在机器人实际作业时可以通过示教轨迹(或位置)的平行移动来减少工作量.

图4 码/拆垛示意图
3.3 具体示教程序与说明
在具体编程过程中技术人员使用示教编程器对机器人进行示教,确定好示教点、插补方式和移动速度,根据需要设置延时等待、输入、输出等命令.使用平行移动功能时,首先要测定示教点与要移动位置的差(各坐标中XYZ的变动位置),并预先输入到位置型变量中.再现运行时,执行了平行移动命令后,则只把示教位置按所指定的位置变量中输入的移动量进行移动.根据码/拆垛所抓取工件的数量,可以建立一个作计数器使用的字节型变量,设置好数值,作为程序中跳转的条件.在这些都设置好之后,就可以对程序进行检验了,看编制的程序是否符合实际要求.具体示教程序如下:
NOP ;程序开始
SET B001 0 ;将字节型变量B001置0(作计数器使用)
SUB P003 P003 ;将位置型变量P003清零
SUB P005 P005 ;将位置型变量P005清零
MOVJ C00000 VJ=25.00 ;程序点1,移动机器人手爪至待机位置
*A ;设置标号,表示跳转目的地
MOVJ C00001 VJ=25.00 ;程序点2,移动机器人手爪至抓取位置正上方
SFTON P005 RF ;开始平移动作
MOVL C00002 V=500.0 ;程序点3,移动机器人手爪至抓取位置
DOUT OG#(3) 1 ;抓取工件
WAIT IN#(21)=ON ;待机,至外部输入信号为ON
TIMER T=2.00 ;在指定时间内停止动作
SFTOF ;停止平移动作
SUB P005 P004 ;减去下次动作的移动量
MOVL C00003 V=500.0 ;程序点4,移动机器人手爪至抓取位置正上方,与程序点2重合
MOVL C00004 V=500.0 ;程序点5,移动机器人手爪至释放位置正上方
SFTON P003 RF ;开始平移动作
MOVL C00005 V=500.0 ;程序点6,移动机器人手爪至释放位置
DOUT OG#(3) 2 ;释放工件
WAIT IN#(20)=ON ;待机,至外部输入信号为ON
TIMER T=2.00 ;在指定时间内停止动作
SFTOF ;停止平移动作
ADD P003 P004 ;增加下次动作的移动量
MOVL C00006 V=500.0 ;程序点7,移动机器人手爪至释放位置正上方,与程序点5重合
INC B001 ;B001加1
JUMP *A IF B001<4 ;跳转到指定标号
MOVL C00007 V=500.0 ;程序点8,移动机器人手爪至待机位置,与程序点1重合
END ;程序结束
在示教完成后,要进行示教轨迹的确认.轨迹的确认有3种方式:①单步动作确认,将光标移动到第一个程序点,接通伺服电源,按下编程器上的[前进]键,机器人运动到光标所在的程序点,每按一次[前进]键,机器人向下移动一个程序点.执行程序中的非移动命令时,按[连锁]+[前进]键,如果不执行非移动命令,移动光标到下一个程序点再继续进行单步确认;②连续动作确认,接通伺服电源,同时按下[联锁]键和[试运行]键,机器人连续运行,再现所有程序点,一个循环之后停止动作;③再现确认,切换至再现模式,接通伺服电源,然后按下启动按钮再现示教过程.
经过确认,示教程序能够按照预期完成所要求的码/拆垛的作业.
4 示教中需要注意的问题与经验
(1)在示教过程中应注意以下问题:①示教前要确认机器人动作范围内没有人和障碍物;②在使用气爪前,要确认气源供气正常,否则将导致工具无法正常工作;③动作移动量的设定要谨慎,一定要测量好之后再设定;④要选择便于操作的坐标系和设定合适的再现速度.
(2)编程经验与一些情况的处理方法.在这个码/拆垛的示教程序中,由于工件是水平放置在地面或底座上,在抓取或释放工件时,应保证手爪保持水平姿势的上下垂直运动,这样设置在直角坐标系下操作就很方便,在确定如程序点2这样的处于工件正上方的位置时,通过目测很难保证精度,可以先操作手爪以水平姿势垂直向下“套住”工件后,沿Z轴正方向向上平移,选择合适的程序点2位置.在编程中可能会遇到一些突发情况,如没有先打开气源或气源供气异常,在执行程序时,手爪抓取工件后不能释放,这时需要停止机器人动作,打开气源,使用通用输入输出命令手动松开工件.在设定动作移动量时,要测量好工具和工件的尺寸,尽量使抓取时,手爪处于工件的中部(也可以根据具体情况进行调整),在抓取或释放工件时,要特别注意最下面的一个或一些工件,保证在程序执行中不会导致抓取位置过低使机器人与放置工件的底座或地面发生碰撞,如果因为工件尺寸的原因,避免不了碰撞,可以考虑更换合适的工具.
参考文献:
[1]胡中华,陈焕明,许明星,等.弧焊机器人MOTOMAN示教编程方法[J].电焊机,2006,36(3):40-42.
[2]冯月晖.MOTOMAN示教编程方法[J].西南科技大学学报,2005,20(2):20-22.
[3]袁军民.MOTOMAN点焊机器人系统及应用[J].金属加工,2008,(14):35-38.
[4]殷子强,刘立君,黄文怡.基于SolidWorks的弧焊机器人虚拟示教系统[J].机械工程师,2007,(3):54-56.
[5]唐新华,Paul Drews.机器人三维可视化离线编程和仿真系统[J].焊接学报,2005,26(2):64-68.
