铸造工艺装备建设
2010-01-23吴惠源
吴惠源
(经纬股份有限公司榆次分公司,山西 晋中 030601)
铸造行业生产是一个系统工程,而铸造工艺装备是铸件成型的基础和重要保证。目前,我国已成为铸造生产大国,重视和发展铸造工艺装备建设是铸造行业的迫切要求。
1 铸造工艺装备分类
铸造工艺装备是指在铸造生产过程中所使用的各种模具的总称。不同的铸造工艺方法采用不同的工艺装备,传统砂型铸造工艺中手工造型一般采用木单型、铝单型、铁单型,机械化造型普遍采用铝型板、铝木型板,随着现代铸造工艺技术的发展,精铸模、压铸模、低压铸造模被广泛使用。表1为常用铸造工艺装备分类。

表1 常用铸造工艺装备分类
2 铸造工艺装备准备过程
铸造工艺装备准备周期长、技术含量高、制造难度大,需要多工艺、多工种配合才能完成。铸造工艺装备准备过程是将产品零件图纸通过工艺工装设计、模具备料加工、装配检验、工艺工装验证,为最终获得合格模具所做的一系列工作。图1为铸造工艺装备准备工作流程图。
3 铸造工艺装备在生产中的重要作用
1)可提高生产效率,容易实现机械化和半机械化生产。
2)保证零件产品质量,提高铸件合格成品率。
3)降低成本,节约原材料。
4)可制造出用其它加工工艺方法难以加工的形状复杂的零件如箱体、风扇等。
5)可完成一次性成型,精度较高,不需要再加工的零件如压铸件、精铸件等。
4 铸造工艺装备准备过程存在的问题
1)制造周期长。从图1中可以看出铸造工艺装备需要经过一系列工序和众多人员配合才能完成,从我公司历年的新产品开发情况看,铸造工艺装备准备过程一般需要3个月左右时间,是铸造生产和新产品开发的瓶颈。
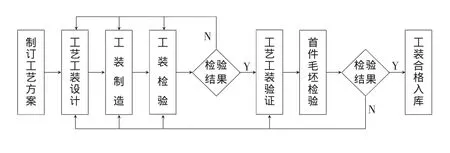
图1 铸造工艺装备准备工作流程图
2)中小企业CAD/CAM的应用较少。现阶段我国铸造行业中民营企业较多,他们在信息化建设方面投入少,重视程度不够,信息化知识和应用水平较低,严重制约了企业的发展。
3)技术人才流失,缺少具有一定的理论知识和实践经验的工艺、工装设计人员由于企业普遍存在重设计、轻工艺的现象,工艺技术人员得不到应有的重视,所以导致他们纷纷转行从事营销或管理等工作。
4)模具制造技工青黄不接,企业缺少一专多能,具备多种操作技能的高级技工,蓝领工人严重缺乏。如我公司的模具制造车间原有近百人,各工种齐全,积聚了一批技术精湛的优秀工人,制造能力相当强,压铸模、精铸模、木单型、铝单型、铁单型、铝型板、铝木型板等从设计到制造全部自制,而且质量好、制造周期短,新产品开发和转批生产工装准备的速度很快。近年来,随着老职工逐渐退休,年轻技工未能及时补充,该车间现仅有约20人,制造能力和水平大幅度下降,企业核心制造技术面临失传和后继无人的局面。
5)加工制造工艺水平参差不齐,新工艺、新技术、新材料、新设备的应用率较低。因技改资金缺乏,大部分企业仍在使用上世纪中后期的设备,四新技术得不到推广,加之制造成本高,工艺落后,致使其在市场的竞争能力逐渐下降。
5 加快发展铸造工艺装备建设的对策
1)推广和普及模具CAD/CAM技术的应用,及时更新升级最新设计软件。我公司使用北航CAXA电子图板CAD软件,在三维造型实体上直接进行模具设计,可提高模具设计水平、缩短设计时间、减少差错、保证模具设计的正确性,设计制造出转杯纺纱机的纺纱器壳体、活络通道等大型复杂压铸模效果非常好。
2)淘汰落后加工设备,采用先进的制造和工艺技术,发挥数控设备的优越性,如数控铣床、数控车床、线切割、电火花等加工设备可快速敏捷地制造出高质量的铸造工艺装备,减少制造周期。
3)采用铸造模具新材料、新工艺。如铸铁模、塑料模代替木模和铝模,具有强度高、加工性好、成本低、使用寿命长的特点。对于复杂模具使用可加工的泡沫塑料新工艺一次性成型,如公司为军工单位生产的螺旋风扇,采用此新工艺顺利制造出螺旋风扇的型盒。另外在压铸模具的型腔部分采用优质进口的H13、瑞典的8407等新材料可提高模具的稳定性,确保模具型腔的质量,延长模具的使用寿命。公司采用上述新材料后模具的使用寿命提高了50%以上。
4)进一步做好模具标准化工作,扩大标准件的使用范围。如在压铸模具中模架、模板、顶杆、浇口套等使用标准件不但可以降低制造成本、缩短制造周期,还具有互换性的特点。公司使用标准件后每年可降低模具制造费用十几万元。
5)运用同时工程(SE)的方法进行铸造工艺装备的管理,即在产品零件设计时工艺工装设计人员就参与进行工艺分析和工艺性审查,制订工装设计方案,在工装设计初期即确定材料尺寸,先行备料和加工,通过并行作业大幅度压缩工装制造周期。如公司近年开发的JWF1522型细纱机印度市场急需供货,铸工工装较多,按照传统工艺工装准备需要75 d,而我们采用同时工程的方法进行铸造工艺装备的管理,仅用50d就完成了工艺工装准备,有效缩短了工艺技术准备周期。表2为铸造工艺装备准备计划进度图。
6)充分利用行业内部的资源优势,将工装设计与制造外包到设计能力强、制造工艺先进、质量好、价格低、交货周期短的专业厂,这是铸造工艺装备生产的发展趋势。公司已尝试将工装设计与制造外包到江浙一带的专业厂并初见成效。
7)注重培养铸造工艺工装设计和制造专业人才。企业对新招收的大学毕业生应首先进行铸造专业知识培训。有条件的企业可送到“铸造技术和管理专业进修班”系统学习铸造专业的基础课程,通过铸造专业再教育和生产实践使他们尽快成为铸造工艺工装设计骨干力量;同时企业还应注重培养模具制造技师,对于有生产经验的技工要组织他们进行技师培训和考核,参加行业内的技术比武活动,评聘为模具制造技师后应享受工程师的各种待遇;对于现有的铸造专业技术人员要不断进行新技术、新工艺、新材料、新设备和CAD/CAM等方面的知识更新,提高铸造专业技术人员的综合素质;加强和稳定工艺技术队伍的建设。
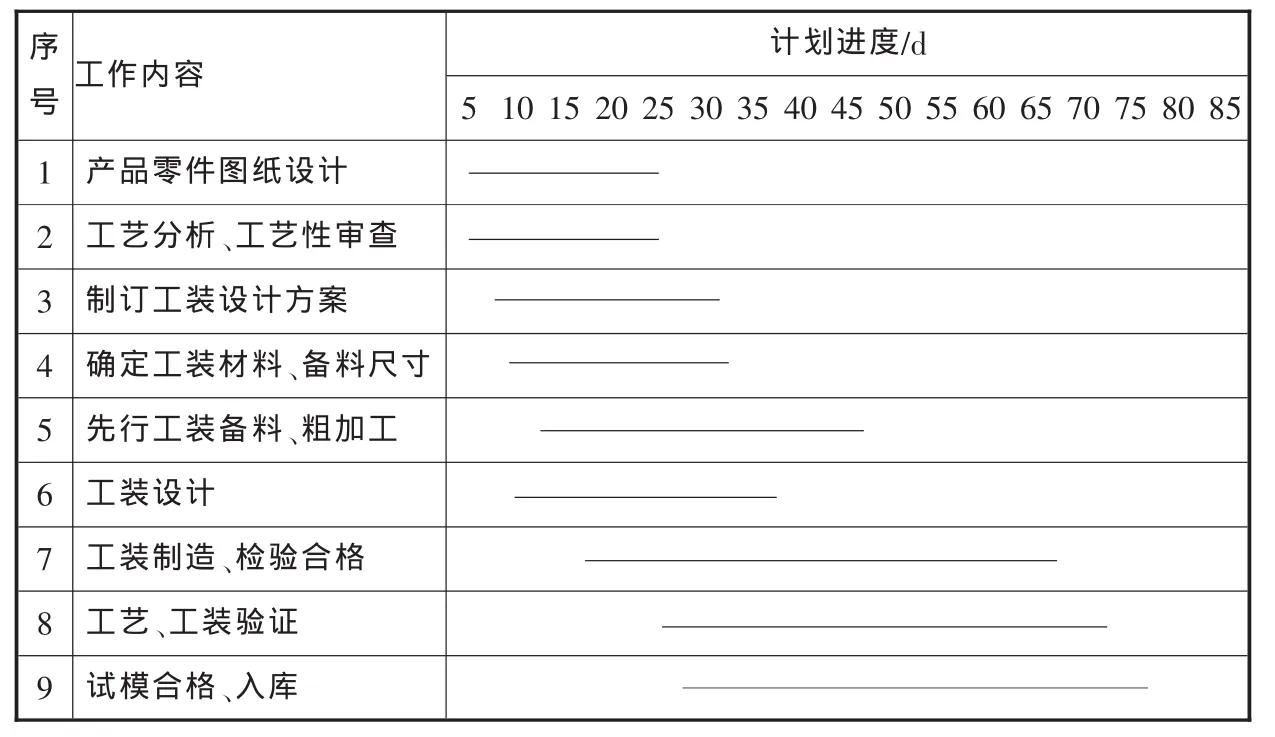
表2 铸造工艺装备准备计划进度
6 结束语
虽然我国已成为铸造生产大国,但还不是铸造生产强国,因此,我们必须尽快提高铸造工艺工装设计和制造水平,为铸造生产提供工艺先进、制造精良的装备,进一步提高铸造行业的整体实力,缩小与先进国家的差距,使我国的铸造工艺制造能力和铸件质量达到国际一流水平,实现成为铸造生产强国的目标。
[1]黄乃瑜.铸造工艺装备设计[M].北京:电子工业出版社,2007.
[2]李云程.模具制造工艺学(第二版)[M].北京:机械工业出版社,2008.
[3]潘家轺,曹德弼.现代生产管理学(第二版)[M].北京:清华大学出版社,2003.
[4]齐二石.现代工业工程与管理[M].天津:天津大学出版社,2007.
