金属件铸型数控加工制造技术应用研究
2010-01-23陈少凯单忠德程正伟
陈少凯,单忠德,刘 丰,程正伟
(机械科学研究总院先进制造技术研究中心,先进成形技术与装备国家重点实验室,北京 100083)
传统铸造必须首先把模样制造出来,根据模样来制造砂型,最后浇注得到铸件。无论是普通加工还是数控加工,模样的制造周期都比较长。对于大中型铸件来说,铸型的制造周期一般以月为单位计算。只有高精度的模样才能浇注出高质量的铸件。但是复杂模样制作费时费力且质量不高,而且在新产品的研发中零件需要反复修改试验,模样的修改技术远远跟不上新零件研发需要。这种情况一直困扰着铸造新产品的研发制造[1]。
为了彻底改变这种被动局面,无模铸型数控加工制造技术可根据铸件模型设计出铸型的三维CAD模型;结合加工工艺参数进行砂型切削路径规划,生成加工代码;对规划好的切削路径在计算机中进行加工过程的模拟仿真;将已经固化好的砂坯置于加工平台上,使用专用设备进行切削加工;最后得到要加工的铸型,与型芯装配后浇注,得到铸件[2~4]。
1 无模化铸型数控加工制造技术
机械科学研究总院先进制造技术研究中心从2007年开始研究该项技术,经过两年多的努力获得成功,在工艺试验、快速加工设备上取得突破,并设计制造了全国第一台CAMTC-Smm1000型无模铸型数控加工制造设备,并开发出相关软件控制系统。铸型数控加工成形机设备整机包括机架床身、直线运动平台、切削刀具系统、操作台软硬件控制系统、辅助排砂收集系统、防护系统等。在该技术的研究和设备开发过程中解决了多项技术难题,申请专利12项。
目前该技术已经在生产中得到了广泛应用,该设备也已经商品化、产业化,是铸型制造技术方面的重大创新。下图1是铸型数控加工设备在车间里的照片,图2是铸型加工专用数控软件管理系统的操作界面,表1是该设备主要技术参数。
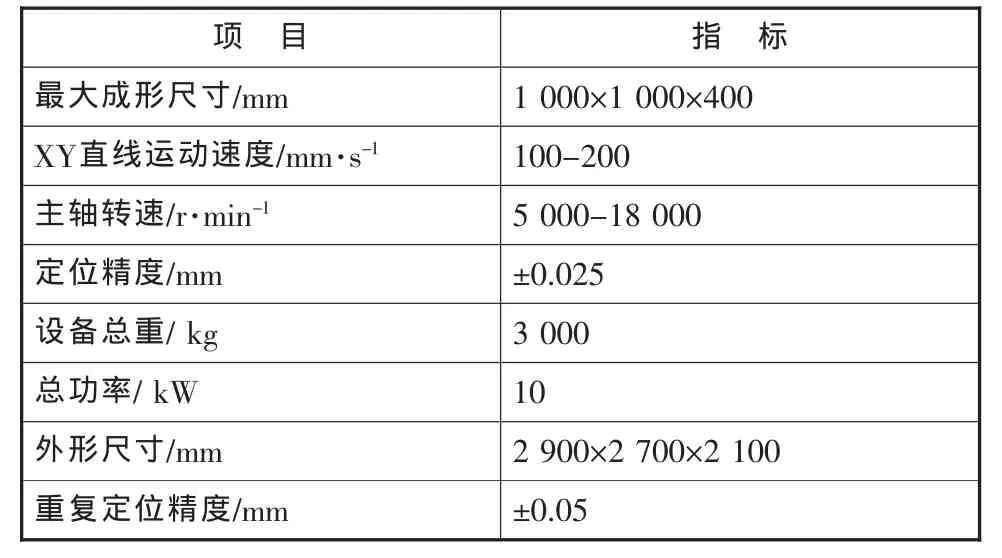
表1 铸型数控加工成形机主要参数
无模铸型数控加工制造技术不仅使铸造过程高度自动化、敏捷化,降低工人劳动强度,而且在技术上突破了传统工艺的许多障碍,使设计、制造的约束条件大大减少。
2 金属件铸型数控加工制造技术应用
以某汽车公司的车门检测模具为例,说明铸型制造过程的工艺路线。该零件CAD模型图如图3所示。
2.1 零件CAD模型处理
首先用UG软件的模具功能,得到该零件的整体铸型的模型。
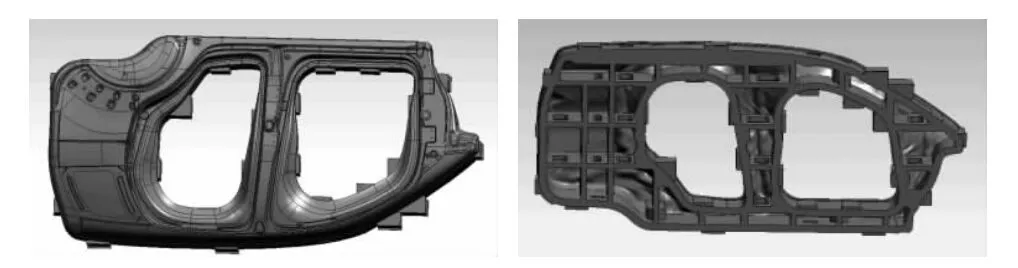
图3 某汽车公司车门模具零件正反面视图
经测量该零件尺寸 860×450×240(mm),在设备的加工范围内,对其进行分块处理,将铸型模型分解成大小合适的砂块。分析后将该铸型分成了四块,上下模各两块。
分模过程中发现零件中间部分形状极其复杂,有内腔面的存在,需要单独切削处理,故将这部分单独做成一个砂块。对其进行分模技术处理后,得到了五个铸型模型,如图4所示。

图4 某汽车公司车门模具的铸型分模型
在铸型模型分成五部分时,考虑到这五个砂块在后期的装配,在砂块上设计了凹凸台,以及孔、柱等配合结构,便于分块加工完成后五个砂块装配起来是一个整体。该铸型一共设置了6个凹孔,6个圆柱,4对凹凸台结构。这些结构都会在铸型数控加工时同时加工出来,负责砂块之间的定位。
为了使加工代码生成顺利,为每一个砂块部件加入虚拟边框。该边框不参与切削,但是能有效地保证代码的顺利生成[3]。
2.2 CAM生成加工代码
该过程用UG软件的加工仿真功能进行,形成加工代码。并可进行加工过程的模拟仿真,校验刀轨,确保不会发生刀具干涉和砂型过切。如图5所示。
2.3 铸型加工
制备大小合适的砂块:由于该零件精度要求较高,选用目数较细的70/140铸造水洗砂,粘接剂为水玻璃,固化时间8 h。
工件夹紧,定位,用切平面程序将砂块切平到工件的实际高度。设定刀具转速5400r/min,用加工代码驱动铸型数控加工成形机进行加工。该铸型的加工时长为30h10min,铸型误差最大值为0.1mm。制造的铸型如图6所示。
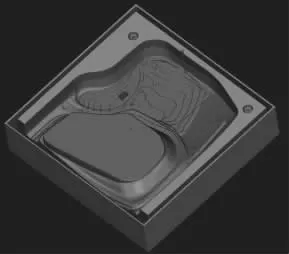
图5 刀轨校验
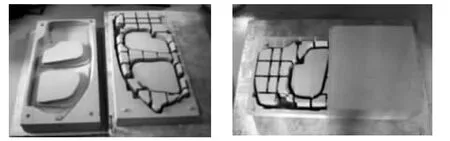
图6 铸型实物照片
3 结 论
无模铸造数控加工制造技术能准确按照设计图纸进行制造,去掉了制造模样的时间和费用,降低产品开发的成本。加快新产品的开发速度,有利于开发个性化产品。整个工艺过程绿色化,不产生废料。切削下来的砂屑由于未经浇注,回收便捷,可以循环使用。该技术具有柔性化、数字化、无模化等特点,为单件、小批量金属件的快速制造提供新的技术,是传统铸造技术的革命。
[1]中国机械工程学会铸造分会,铸造手册-铸造工艺分册[J].北京:机械工业出版社500-503.
[2]董晓丽.铸型数控加工技术应用基础研究[D].北京:机械科学研究总院,2009.6:15-16.
[3]刘丰.铸型数字化加工技术应用研究[D].北京:机械科学研究总院,2009.12.
[4]Zhongde Shan,Feng Liu,Li Zhan,Zhilin Lin. Research on Patternless Casting CNC Manufacturing Technology and Developmentof the Equipment[J].Advanced Materials Research Vols.2010,101:4036-4041.
[5]单忠德,战丽,董晓丽.无模铸型的数字化快速铸造技术新进展[C].2007年中国机械工程学会论文集,2007:89-91.
