碘催化合成生物柴油的研究
2010-01-05袁财敏高采梅
胡 震 袁财敏 贾 静 王 英 余 婧 高采梅
(四川理工学院材料与化学工程学院,自贡,643000)
碘催化合成生物柴油的研究
胡 震 袁财敏 贾 静 王 英 余 婧 高采梅
(四川理工学院材料与化学工程学院,自贡,643000)
在单质碘的催化作用下,玉米油和甲醇反应合成生物柴油。考察了反应时间、反应温度、催化剂的用量和醇油摩尔比各单因素对生物柴油产率的影响,得到最佳工艺条件:反应时间为90min,反应温度为70℃,催化剂用量为玉米油质量的0.5%,醇油摩尔比为6:1,生物柴油产率为75.27%。
单质碘 催化 生物柴油 合成 产率
随着经济的快速发展,全球的能源需求量日益增加;而另一方面,全球范围的石化能源储量正逐渐减少;并且适用石化能源引起的环境污染更是人类面临的一大问题:石化柴油应用的主要问题是燃烧效率较低,对空气污染严重,如产生大量的颗粒粉尘,CO2排放量高等[1-3]。因此,开发绿色可再生、环保的替代性燃料已成为本世纪人类最重要的研究课题之一。在这种形势下,生物柴油作为可替代石化柴油的清洁液体生物燃料,具有巨大的潜力和广阔的市场前景[4]。从生物柴油的制备原料来看,有着传统石化柴油不可比拟的优点,即原料可再生、产品本身环境友好、而且不用更换和经常清洗发动机等优点[5]。
1 实验部分
1.1 试剂与仪器
玉米油(石家庄旭尔特油脂有限公司),食品级;甲醇(重庆川东化工(集团)有限公司),分析纯;碘(成都金山化学试剂有限公司),分析纯;碘化钾(重庆川东化工有限公司化学试剂厂),分析纯。
JJ-1型增力电动搅拌器(江苏省金坛市医疗仪器厂);HH-2型数显恒温水浴锅(国华电器有限公司)。
1.2 实验原理

1.3 实验步骤
用电子天平称取适量玉米油、甲醇、单质碘;将玉米油、甲醇以及单质碘加入三口烧瓶中,组装好回流反应装置;打开恒温水浴锅,调节其温度为所需温度;让其在恒温水浴锅中边搅拌边反应,待温度达到恒温时开始计时;反应完后,将三口烧瓶取出,用事先配好的 KI溶液清洗并静置分层,弃去下层,重复清洗多次,上层即为产物。
2 结果与讨论
2.1 催化剂用量对生物柴油产率的影响
单质碘属于酸性催化剂,由于合成生物柴油采用的是酯交换法,所以把单质碘作为催化剂,主要是利用酸性催化剂对酸值较高的油脂进行预酯化,然后进行酯交换反应。考察催化剂用量对生物柴油产率的影响如图1所示。

图1 催化剂用量对生物柴油产率的影响
由图1可知,当催化剂用量为玉米油质量的0.5%时,生物柴油产率最高,催化剂用量超过0.5%后,生物柴油产率开始下降。根据酯交换反应机理可知,由于催化剂的浓度增加,反应的活化中心增加,导致生物柴油产率的上升,但催化剂用量过大又会引发异构化等副反应,导致生物柴油产率的降低。因此,选择催化剂用量为玉米油质量的0.5%为宜。
2.2 醇油摩尔比对生物柴油产率的影响
醇油摩尔比决定了反应进行的程度,如果按照反应方程式进行,为了使得反应向正反应方向进行,通常按醇过量来进行实验,其实验结果如下图2所示。
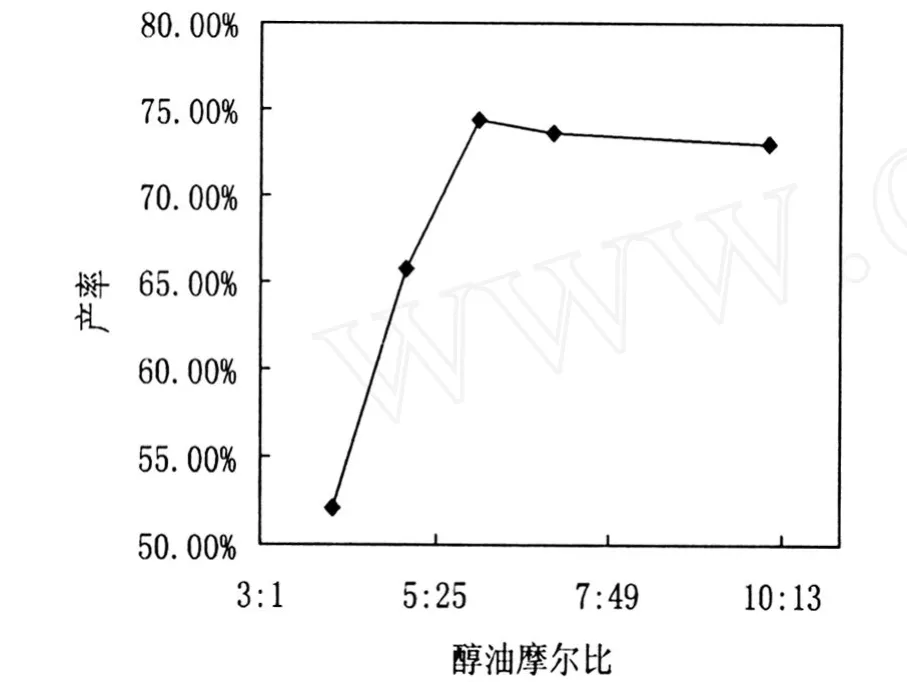
图2 醇油摩尔比对生物柴油产率的影响
由图2可以看出,随着醇油摩尔比的升高,生物柴油的产率逐渐提高,在醇油摩尔比为1:6时,产率最大,这是由于增加甲醇用量可以推动反应平衡向正反应方向移动,所以生物柴油的产率会升高。当醇油摩尔比超过1:6以后,生物柴油的产率开始略有下降并趋于平稳,醇油摩尔比选择1:6为宜。
2.3 反应时间对生物柴油产率的影响
在反应过程中,反应时间起着重要的作用,同时由于该反应为可逆反应,所以要把握好反应时间。其实验结果如下图3所示。
由图3可以看出,随着反应时间的增加,生物柴油的产率出现了一个极值,反应时间为60min,生物柴油的产率为74.80%。当反应时间小于60min时,生物柴油的产率随着反应时间的增加而提高,这是因为随着反应时间的增加,反应向着正反应方向进行生成产物;当反应时间超过60min时,生物柴油的产率随反应时间的增大而减少,逆反应的速度开始增加,而表现为产率的下降。因此,反应时间选择60min为宜。

图3 反应时间对生物柴油产率的影响
2.4 反应温度对生物柴油产率的影响
由于该反应正反应属于吸热反应,所以反应温度的控制很重要。其实验结果如下图4所示。

图4 反应温度对生物柴油产率的影响
由图4可以得出:在反应过程中,反应温度升高,生物柴油产率有极显著的提高,在60℃时,产率最高,可以推测酯交换反应是一个吸热反应,温度升高有利于反应向正方向进行。当温度超过60℃时,生物柴油的产率又下降,其中可能的原因是温度高于甲醇的沸点时,会有部分甲醇挥发,导致产率降低。之后温度再升高时,产率趋于平衡。因此选择反应温度为60℃为宜。
3 结论
通过单因素考察,得到了最佳工艺条件:反应温度为70℃、醇油摩尔比为6:1、催化剂用量为玉米油质量的0.5%、反应时间为90min。在该条件下,碘催化玉米油和甲醇合成生物柴油的产率可达到75.27%以上。
[1]沈珺珺,迟晓远,赵宗保,等.生物柴油的研究进展[J].中国生物工程杂志,2006,26(11):87-90.
[2]盛梅,郭登峰,张大华.大豆油制备生物柴油的研究[J].中国油脂,2002,27(1):70-72.
[3]黄庆德,黄凤洪,郭萍梅.生物柴油生产技术及其开发意义[J].粮食与油脂,2002,9(3):8-10.
[4]吕铁梅,吴范宏.选择性碘内酯化反应的研究进展[J].有机化学,2003,23(8):763-769.
[5]鞠庆华,曾昌凤,郭卫军.酯交换法制备生物柴油的研究进展[J].化工进展,2004,23(10):1053-1057.
Synthesis of Biodiesel Through Solid Acid Catalyst Iodine
HuZhen,Yuancaiming,JiaJing,WangYing,YuJing,GaoCaimei
(CollegeofMaterialandChemicalEngineering,SichuanUniversity ofScience&Engineering,Zigong,643000)
A research was through conducted on that biodiesel was synthesized by the transesterification of maize oil and methanol catalyzed by solid catalyst iodine.All the technology affect factors of synthesis condition were made a systematic study,every factor was explored including reaction time、reaction temperature、the dosage of catalyst and the molar ration of methanol to oil.The optimum condition of synthesizing biodiesel was obtained,the reaction time is 90min,the reaction temperature is 70℃,the dosage of catalyst is 0.5%,and the molar ration of methanol to oil is 6:1,under the optimum condition,the yield is 75.27%.
iodine;catalyze;biodiesel;synthesis;yield
