基于PLC和单片机的转杯纺纱机控制系统的设计
2009-07-30王强刘红肖甘
王 强 刘 红 肖 甘
随着转杯纺纱技术的飞速发展,纺织行业对纱线的品质要求也越来越高,早期的基于继电接触器控制的转杯纺纱机已经不能满足新的工艺要求。因此,国内的转杯纺纱机设备制造业正以性能更可靠、更稳定的PLC纺纱控制系统逐步取代以继电 – 接触器为核心的纺纱控制系统。
1转杯纺纱机的结构及其对控制系统的要求
转杯纺纱机的控制系统总体设计要求为:从控制效果上要求能调节左右转杯、喂给和卷绕电机的速度,从而满足不同纱线的工艺要求,提高转杯纺纱机的可纺纱范围;提高系统的稳定性和可靠性,从而提高成纱质量;系统的制造成本不能太高,安装、维修方便;尽可能地提高自动化水平,满足多功能化发展要求;尽量不改变原系统的机械构造、体积小、易于安装。
从转杯纺纱机的控制系统功能性设计上,要求能完成以下功能:
(1)根据操作顺序启动与关闭转杯纺纱机机床,能实现自动和手动开关机床。自动启动顺序为:风机 → 左右分梳 → 喂给 → 卷绕 → 转杯 → 左右排杂,关闭顺序刚好相反;当筒子纱满时,开启落筒电机进行落筒。
(2)机床在正常工作时,通过清纱系统对纱疵进行有效检测。同时,显示断纱的具体位置和纱疵的分布情况,帮助工人实现接头,协助工艺人员改变工艺以减少纱疵的发生。如果有条件,可以安装自动接头装置。
(3)通过对每个纱锭的纺纱时间和卷绕速度的计算,实现定长和计算台产量等相关统计功能。
2转杯纺纱机计算机控制系统方案设计
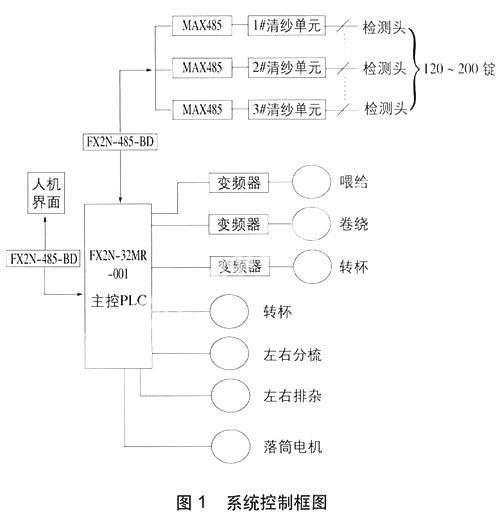
计算机控制系统的常见结构有计算机监控系统、集中控制系统、集散控制(DCS)系统、分布式控制系统等。根据转杯纺纱机的结构组成和控制要求,在整机控制上选择了集中监控管理、分布控制的设计方案。在控制系统中选用了三菱的FX2N – 32MR – 001 PLC(主机)、GT1155 – QSBD – C 触摸屏,配FX2N – 485 – BD通信板、FR – S540系列低频变频器和JP6C – Z9中频变频器。清纱单元使用以89S51为核心的单片机系统(从机)。整个系统的控制框图如图 1 所示。
从图 1 看出,车头箱内使用 1 套PLC作为主机进行集中监控管理,控制变频器、风机、左右分梳、左右排杂和落筒电机,进行全机的开车和关车等动作的控制。通过485接口与 3 个清纱单元(从机)组成一个通讯网络,对中段部分的纺纱头清纱信息进行读写,监测每个纺纱头的工作情况,实现纺纱头每一锭的纱疵检测、切除和计长等功能。通过485接口与触摸屏通信,一方面制作可视化的操作界面,发送控制命令、设置工艺参数,另一方面将计算和检测结果送到人机界面,显示速度、纱疵情况、故障信息、监控机器状态等。
3转杯纺纱机计算机控制系统软件设计
3.1主机PLC程序设计
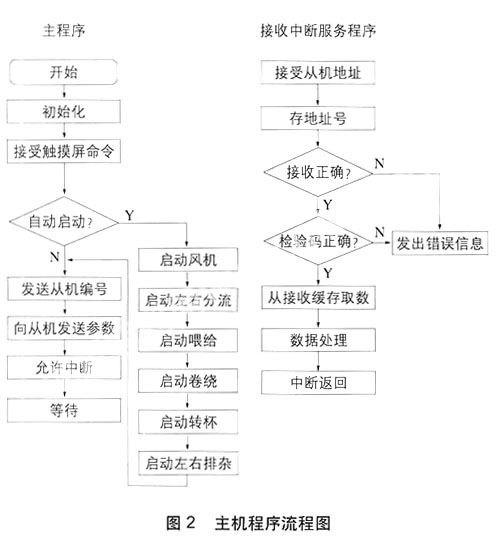
目前触摸屏编制软件很多,本系统使用“组态王”软件在PC机上进行编制,编制完成下载到触摸屏内存。在程序运行过程中,所有控制命令都通过触摸屏发出。主机程序流程如图 2。
启动时,通过触摸屏元件对主机发送控制命令,主机判定是自动启动还是手动启动方式,如果是自动启动,则执行PLC启动程序,依次启动风机、左右分梳、喂给、卷绕机构、转杯和左右排杂;如果是手动启动,主机向从机写入清纱参数,然后主机打开中断,转入等待接收从机送入的纱疵信息,并对数据作出处理。关机时,转入关机子程序,关机顺序与启动顺序相反。
3.2从机单片机程序设计
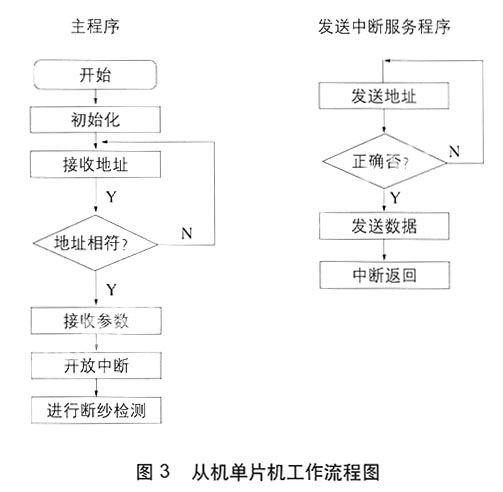
本设计从机核心为Intel 89SC51单片机,利用MAX485芯片和主机通信,每个从机控制 30 个清纱检查头,采取主从应答方式与主机进行通信,接受主机发出的各种命令和参数,同时以扫描方式检测清纱头的清纱数据,以中断方式回传给主机进行计算和统计显示。从机单片机工作流程如图 3。
3.3系统通信部分设计
本系统通信程序主要涉及PLC和单片机的通信初始化设置以及接收和发送程序。本文仅对PLC和单片机的通信初始化设置进行说明。
PLC初始化设置如下:
LD M8002;
MOV H0C69D8120 //波特率 2 400 bps,8 个数据位,无起始位、终止符和校验位,2 位停止位,无通讯协议;
RS D10K10D50K10 //发送数据在D10开始的连续 10 个寄存器;接收数据在D50开始的连续 10 个寄存器;
EI // 允许中断;
SETM8122 // 启动发送。
系统选用单片机晶振为 6 MHz,串口工作在方式 1,定时器T1工作在方式 2,定时 1 min请求中断,进行数据发送。单片机初始化设置如下:
MOV TMOD,20H //T1工作方式 2;
MOV TH1,0F3H //设置定时器T1初值,程序中软件循环定时 1 min;
MOV TL1,0F3H;
MOV SCON,50H //串口工作在方式 1;
MOV PCON,80H //波特率 2 400bps;
SETB TR1 //启动T1;
SETB EA //中断允许;
SETB ET1 //T1中断允许;
SETB ES //串口中断允许。
4结语
本系统是根据当前纺织企业普遍使用的转杯纺纱机电气控制系统设计的,能满足目前纺织企业设备改造的需要。整个改造系统的成本低,基本没改变原系统的机械构造,改造后的控制系统体积小、控制精度高,易于实现随机安装。
参考文献
[1] 熊安然,杨国良,冯力,等. 国产FA601A型气流纺纱机的控制系统改造[J]. 中原工学院学报,2008,19(1):23 – 25.
[2] 孙治国,成晓明,裘智峰. PLC与单片机串行通信的应用[J]. 计算机技术与自动化,2003,22(2):185 – 186.
[3] 江小霞. AT89C51单片机和PLC及PC机的通信[J]. 集美大学学报:自然科学版,2007,12(2):150 – 154.
