Master CAM软件在加工中心的应用
2009-01-27沈为清
[摘 要] 通过Master CAM软件在加工中心加工中的一个应用实例,介绍了Master CAM中编制加工刀具路径,生成NC码以及对其修改,传输给数控机床加工的方法,有效地发挥软件的功能, 提高机械设计及制造的质量和效率。
[关键词] Master CAM;NC;数控机床;效率
[中图分类号] TP302[文献标识码] A[文章编号] 1008-4738(2009)06-0095-03
[收稿日期] 2009-10-12
[作者简介] 沈为清(1979-),男,江苏盐城人,江苏财经职业技术学院机电系讲师,硕士研究生,研究方向:机械设计及自动化。
0 前言
Master CAM软件因其强大的CAD/CAM功能而享誉全球,包括美国在内的各工业大国,均一致采用本系统为设计、加工制造的标准。因此,无论在制造业,还是在学校的教学科研中,Master CAM软件都拥有广泛的用户群,成为最流行的CAD/CAM软件之一。运用Master CAM软件可轻松绘制工件的二维图形,进行三维曲面设计以及实体造型,创建精确的刀具路径,通过后处理生成数控加工程序,并能够进行仿真模拟加工。运用CAD/CAM技术进行数控加工,是先进制造技术的重要组成部分,它可以使企业提高设计质量,缩短生产周期,降低产品成本,提高经济效益。因此,Master CAM软件在国内的数控加工领域有着广阔的前景[1]。

1Master CAM软件简介
Master CAM是美国专业从事计算机数控程序设计专业化的公司CNC Software INC研制出来的一套计算机辅助制造系统软件。它将CAD和CAM这两大功能综合在一起,是我国目前十分流行的CAD/CAM系统软件。它有以下特点:
(1)Master CAM除了可产生NC程序外,本身也具有CAD功能(2D、3D、图形设计、尺寸标注、动态旋转、图形阴影处理等功能)可直接在系统上制图并转换成NC加工程序,也可将用其他绘图软件绘好的图形,经由一些标准的或特定的转换文件如DXF文件(Drawing Exchange File)、CADL文件(CADkey Advanced Design Language)及IGES文件(Initial Graphic Exchange Specification)等转换到Master CAM中,再生成数控加工程序。
(2)Master CAM是一套以图形驱动的软件,应用广泛,操作方便,而且它能同时提供适合目前国际上通用的各种数控系统的后置处理程序文件。以便将刀具路径文件(NCI)转换成相应的CNC控制器上所使用数控加工程序(NC代码)。如FANUC、MELADS、AGIE、HITACHI等数控系统。
(3)Master CAM能预先依据使用者定义的刀具、进给率、转速等,模拟刀具路径和计算加工时间,也可从NC加工程序(NC代码)转换成刀具路径图。
(4)Master CAM系统设有刀具库及材料库,能根据被加工工件材料及刀具规格尺寸自动确定进给率、转速等加工参数。
(5)提供RS-232C接口通讯功能及DNC功能[2]。
2Master CAM加工产品步骤
2.1 使用Master CAM设计零件三维图形
以联轴器模型为例,在Master CAM中建立零件模型如图1。
2.2 Master CAM加工
Master CAM加工步骤包括:
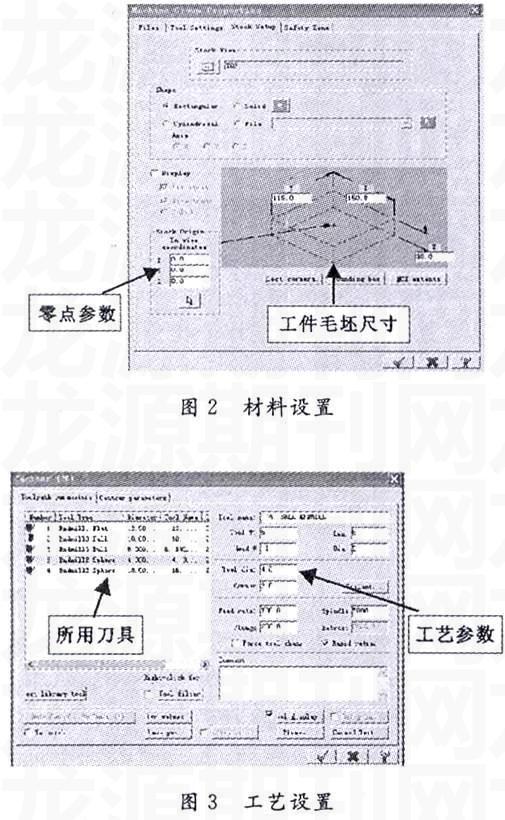
(1)零件加工刀具路径确定。根据加工工艺的安排,选用相应工序所使用的刀具,根据零件的要求选择加工毛坯,同时正确选择工件坐标原点,建立工件坐标系统,确定工件坐标系与机床坐标系的相对尺寸,并进行各种工艺参数设定,如图2、图3,从而得到零件加工的刀具路径。
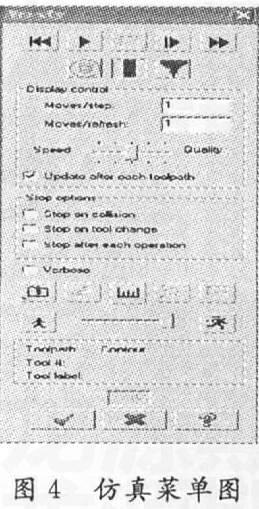
(2)零件的模拟数控加工。设置好刀具加工路径后 ,利用 Master CAM系统提供的零件加工模拟功能图(图4),能够观察切削加工的过程,可用来检测工艺参数的设置是否合理,零件在数控实际加工中是否存在干涉,设备的运行动作是否正确,实际零件是否符合设计要求。同时在数控模拟加工中,系统会给出有关加工过程的报告。这样可以在实际生产中省去试切的过程,降低材料消耗,提高生产效率。
2.3 对生成数控指令代码修改
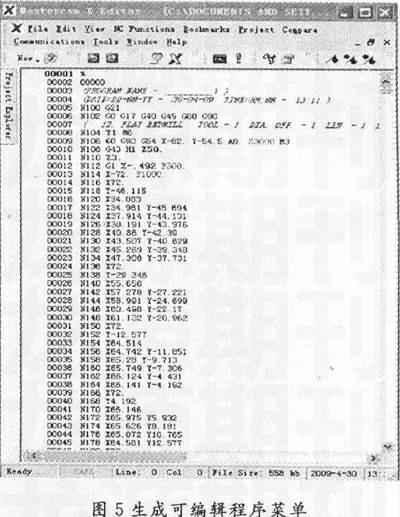
通过计算机模拟数控加工,确认符合实际加工要求时,就可以利用后置处理程序来生成 NCI文件或 NC数控代码,如图5,Master CAM系统本身提供了百余种后置处理 PST程序。对于不同的数控设备,其数控系统可能不尽相同,选用的后置处理程序也就有所不同。对于具体的数控设备,应选用对应的后置处理程序,后置处理生成的 NC数控代码可适当修改。本文针对FANUC series 0i – MB系统做如下修改:
(1)程序头: Master CAM默认后处理器生成的原程序头文件为%O1234,而法拉克默认也为%O1234,故不用修改。
(2)程序的信息说明行对于加工不产生作用可以删掉。可以定义文件名时写入程序有关信息,程序中不出现相关内容。
(3) 添加建立工件坐标系指令G54 ,删G21(因为国内常用公制,系统默认为公制),删A0,因为没有第四轴。
(4) 因为以数控铣床为例不用换刀指令,删掉本行程序。对于加工中心 T、 M6 两指令分两行来写,能节约换刀时间同时避免出问题。
(5) 原程序是先移动 X、 Y 轴再移动 Z轴,改为先将刀具沿 Z轴提起再沿 X、 Y 轴移动,避免刀具与工件或夹具发生干涉。
(6) 可以用 G1 F2 000 代替G0,因为G1速度能方便通过倍率开关控制,G0速度是系统已设置好的,一般较快。能进一步防止程序方面或是操作方面的错误或产生不良后果。

(7)不用回参考点 ,节省时间[3]。
2.4 程序传输及机床加工
(1) 机床加工前所有的准备工作做好后,按压“操作面板”程序功能键,输入给定一个程序番号或直接用要传送加工程序文件中的程序号,然后按压“操作”、“ READ”、“EXECU“键,屏幕右下角闪烁显示“输入”字样。
(2)单击:“档案”→“下页”→“传输”菜单项功能,就可以打开传输对话框,参数如图6,其中传输格式,接口、传输速率(波特率)要和机床参数对应(这里前面五个步骤用Master CAM X版本,传输时用Master CAM9.0版本)。
(3)机床手动操作面板上的方式开关置于“DNC加工”方式或“自动方式”就可以加工工件[4]。(DNC加工和自动方式决定于内存的大小,内存小用DNC加工在线加工,内存大直接传输到机床储存器加工)。
3 结束语
采用上面的方法编NC程序,可以将Pro/Engineer与Master CAM结合在一起使用,减少了造型工作量,提高了编程过程的效率,同时又增大了切削方式的选择余地,能取得较为理想的加工效果,有效地发挥软件的功能, 提高机械设计及制造的质量和效率。
[参考文献]
[1]蒋洪平. Master CAM x 标准教程[M].北京:北京理工大学出版社, 2007:2-8.
[2]何满才.数控编程与加工- Master CAM x 实例详解[M].北京:人民邮电出版社, 2007:40-57.
[3]苏旭武. Master CAM 后置处理文件的高级编程方法及其应用[J].模具工程,2007(5):121-123.
[4]王贵明. 数控实用技术[M]. 北京:机械工业出版社,2002: 1.
Application of Master CAM Software in NC Centre Machining
SHENWei-qing
(Jiangsu Finance & Economics college of Vocational Technology, Huai'an 223002, China)
Abstract:Through an example of Master CAM software application in NC machining, the method of graph to Master CAM is introduced in this paper. The methods of working out cutting tool route in Master CAM and producing NC code are stated. The example indicates that the comprehensive application of software can exert the corresponding advantages and make it more efficient.
Key words: Master CAM; NC; numerical control machine; efficiency
