4 L润滑油包装生产过程中装箱缺桶自动检测装置设计及应用
2009-01-18周德鹏缪冬梅郗杰
周德鹏 缪冬梅 郗 杰
摘要:针对中国石油大连润滑油厂包装车间4 L润滑油包装生产过程中装箱缺桶的现象,经过对装箱生产过程详细研究和分析后找出了包装箱中缺桶的原因,并针对该原因设计了一套相对应的自动缺桶检测装置,通过设置两个检测拨杆来检测是否缺桶,并通过光电管把检测信号传送到报警系统,有效解决了装箱缺桶的问题。整个设计包括机械结构及电路控制两部分,其中机械部分可以实现高度和宽度的调整,以适用于不同规格的包装桶。
关键词:4 L桶;自动装箱;自动缺桶检测系统;光电管;继电器
中图分类号:TH246 文献标识码:A
The Design and Application of a Set of Automatic Detection Device against Missing Bottles in 4-Litre Lube Oil Packaging Production Process
ZHOU De-peng, LIAO Dong-mei, XI Jie
(PetroChina Dalian Blending Plant, Dalian 116032, China)
Abstract:A set of automatic detection device was designed and made to solve the missing of bottles problem in 4-litre lube oil packaging production process in PetroChina Dalian Blending Plant after a detailed study and analysis of the reasons for missing of bottles in the process of package. Two levers and a photocell were located to detect whether or not missing of bottles and the signal of missing bottles from the photocell was sent to the alarm system. There are two parts in all design, one is mechanical structure and the other is electric control circuit. A variety of bottles can be packed through the adjustment of height and width of the device.
Key words:4-litre bottle; automatic packing; automatic detection system for missing bottles; photocell; relay
0 前言
中国石油大连润滑油厂主要生产任务是进行昆仑润滑油部分品种的调合及各种包装工作。其中4 L昆仑润滑油包装生产流程如下:通过自动灌装机将昆仑润滑油灌装进4 L塑料桶中并完成封盖工作,然后经过传送带输送到自动落下式装箱机进行装箱,每箱装6桶,在放入合格证后进行胶带封箱,成品箱经过贴标和喷码后进入码垛机码垛。但是在生产过程中由于某些原因经常出现一个包装箱中缺少1~2桶润滑油的情况,一旦少桶问题不能被及时发现,产品流入市场,就会给我厂的生产经营及声誉带来极大的损害。为避免这一现象发生,通常车间安排专人负责检查是否缺桶,无形中增加了人工成本。如果采用自重检测秤来检测则增加了投资成本5万余元,为深入贯彻落实润滑油公司“控费、降本、增效”工作部署,在经过对装箱生产过程详细研究和分析后我们找出了包装箱中缺桶的原因,并针对缺桶原因采用光电传感器、继电器和声光报警器设计了一种全新的检测装置,在装箱前就进行缺桶检测,当缺桶时进行声光报警,人工进行操作补偿,从而有效解决了缺桶的问题。
1 4 L桶装润滑油包装生产过程中在装箱单元缺桶原因分析
(1)4 L桶形及装箱时要求摆放形式如图1。

之所以要求如此形式摆放,是因为考虑到4 L桶把手顶部一侧有斜角,如果如图2摆放,则在码垛时容易造成倾斜,不能进行码垛堆放。
(2)装箱系统简介
① 4 L自动装箱系统平面布置图
大连润滑油厂配置的自动落下式装箱机系北京恒拓包装设备有限公司生产制造,该装箱系统是将已灌装并封口的塑料桶,利用纸板作为包装物,把一组(6桶)装箱成形,并用胶带封固的成套设备。其平面布置图如图3所示。
1.桶分道检测;2.转桶1检测;3.转桶2检测;4.转桶气缸1;5.转桶气缸2;6.横桶输送机;7.检测光电管;8.推桶气缸;9.空箱输送机;10.装箱机
其中:桶分道检测:挡光后根据编组需要换向(磁性开关)。
转桶1检测:检测到桶后控制相应方向气缸转桶(光电)。
转桶2检测:检测到桶后控制相应方向气缸转桶(光电)。
转桶气缸1:弹出撞击油桶使其偏转。
转桶气缸2:弹出撞击油桶使其偏转。
横桶输送机:将转向的油桶输送到装箱机。
检测光电管:被遮挡时,推桶气缸动作。
推桶气缸:将每三个油桶推到落箱处。
空箱输送机:将纸箱送到装箱机前。
②装箱过程介绍

胶带封箱底后,通过空箱输送机将纸箱送到装箱机前,分箱气缸将紧挨的空箱分开并送到装箱位置。
当4 L油桶输送到分道环节时,分道机构根据编组需要进行分道,转桶气缸把每个桶分别转向并传送到横桶输送机上,当检测光电管7被遮挡时,推桶气缸将每3个桶分别推到落箱处,每推两次落桶一次,每6桶一箱。装满桶的纸箱被输送出,同时进一空箱,满桶箱经过合格证机时,自动放入合格证,然后封箱顶,成品箱进入码垛机码垛。
(3)转桶机构
为保证能够按要求摆放形式装箱,在装箱机前的横桶输送机上制造商配置了转桶机构,如图3所示。
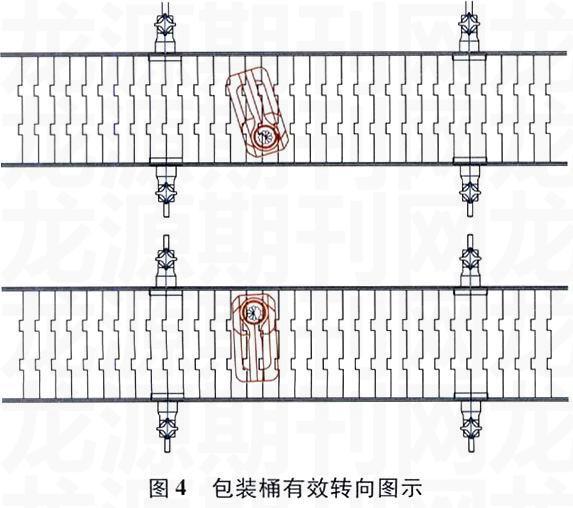
当光电管检测到有桶输送时,转桶气缸弹出撞击4 L桶,使其转向,通常情况下转向角小于90°,介于30~90°之间,即有效转向,如图4所示传送。
这种转向的油桶在最终包装入箱前在随之而至的后一个油桶的撞击下排列在一起时就达到了转向90°,并不会造成装箱缺桶现象,因此可以进行正常的包装入箱工序。但在生产过程中常常由于各种原因造成桶并没有有效转向,即转向角小于30°或者转向180°,如图5所示继续传送, 这种情况下就会造成装箱缺桶。
2 缺桶自动检测系统的设计
2.1 工作原理(如图6所示)
检测拨杆可以绕其轴自由转动,当其由于本身重力作用下垂时被支架上的支杆遮挡,从而可以使检测拨杆的上端遮挡住检测光电管。
检测拨杆轴及检测光电管可以在支架上纵向调节高度,以适应不同高度的包装桶。

检测拨杆固定轴套可以在检测拨杆轴上横向调节并固定检测拨杆,以适应不同宽度的包装桶。
当装满润滑油的4 L包装桶在经过转桶机构转向后在横桶输送机上传送时,如果桶转向正确,则两个检测拨杆都会被桶盖和把手顶起来,如图7。
缺桶检测光电管红外光线不被遮挡,无输出信号;如果桶没有有效转向,则至少有一个检测拨杆没有被桶盖或把手顶起来,如图8,缺桶检测光电管红外光线被遮挡,输出缺桶24 V信号给控制系统,进行声光报警并停止装箱,等待人工补偿并进行复位,重新开机。
