深度冷冻法制氧事故的控制
2009-01-07万成略
万成略

在钢铁冶金企业的生产过程中,深度冷冻法是最经济的制氧方法。因能大批量生产制得纯度极高的氧气,该法在工业上得到了广泛的应用。然而,深度冷冻法制氧工艺复杂,设备装置庞大,存在着诸多危险因素,容易导致群死群伤的事故发生。因此,加强深度冷冻法制氧的安全生产与事故控制,成为钢铁冶金企业在应用该法时必须解决的问题。
氧气生产危险源点控制
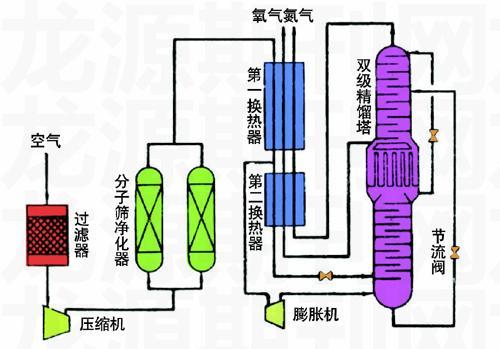
深度冷冻法首先使空气通过过滤器除去尘埃等固体杂质,进入压缩机压缩,再经过分子筛净化器除去水蒸气和二氧化碳等杂质气体。然后进行冷却、降压,当温度降至-170℃左右时,空气开始部分液化进入精馏塔,根据空气中各气体的不同沸点进行分馏。液态氧的沸点比液态氮的沸点高,两者相比,液氮更易气化。经多步分馏可以得到99%以上的纯氧,同时得到氮气和提取稀有气体的原料,其典型流程见图1所示。
各工艺设备的危险控制点主要包括以下6个方面。
1.空气压缩机
空压机是氧气厂的主要噪声来源,大型空压机必须采取防振降噪措施。空压机轴瓦、排气管道等是压缩过程中火灾、爆炸的多发部位。主要原因有冷却水或润滑油中断或供量不足,尤其是排气管道的积碳氧化自燃。空压机入口的空气过滤器应按规定定期清扫或更换滤料。空压机入口不宜采用油浸式过滤器。
大、中型空压机应设置防喘振、振动、轴位移、油压、油温、水压、水量、轴承温度及排气温度等报警联锁装置。开车前必须做好空投试验。空压机运行中发现不正常的声响、气味、振动或发生故障,应立即停机检查。
空压机的所有防护联锁装置和安全附件,在启动前应进行检查,并确认处于完好状态,方可启动。内压缩流程(氧气)的增压机与主空压机必须同步运行,增压机与主空压机间的联锁保护装置应完善、可靠。
2.氧压机
氧压机的工质是纯净的氧气,具有着火爆炸危险。气缸温度高,皮碗或密封件发生分解产生可燃气体而与氧发生爆炸,因此要控制氧压机各级排气温度不得超过允许值(160℃)。对于压力比不正常的级要特别注意其温升情况。由于氧气在较高的排气温度下,对所接触的机器零部件的氧化腐蚀作用大大增强,发生着火和爆炸的可能性也大大增加,所以必须随时监控排气温度。一旦发现氧压机的各级压力比不正常,应及时停车,查明原因。
透平氧压机轴密封必须完好,并保证轴封气的压力在规定值之内。经常检查活塞式氧压机油密封圈的密封效果,发现问题及时修复,严禁油被活塞杆带入气缸。
透平氧压机宜设可熔探针或温度探头、自动快速氮气灭火或其它灭火措施。
3.膨胀机
压缩空气通过膨胀机膨胀而降低温度。透平膨胀机的转速很高,导流器内的气流速度也很大。如果在气流中夹带有少量的机械杂质或固体颗粒,会造成导流器和叶轮的磨损,甚至打坏叶片。为了防止事故发生,一般在透平膨胀机前设置有铜丝布的机前过滤器。通常使用带压力的密封气,但要防止润滑油进入膨胀机内。膨胀后气体温度应保持一定的过热度,严格控制机后温度保证气体不液化。
4.制氧机
精馏塔的爆炸原因主要是液氧(或富氧液空)在蒸发过程中造成乙炔等危险物的浓缩、积聚或沉淀,组成了爆炸性混合物。乙炔在液氧中的溶解度极低,固态乙炔在无氧的情况下也可能发生爆炸,分解成碳和氢,并放出热量。
冷凝蒸发器的爆炸部位,随其结构型式不同而有所不同。一般易发生在液氧面分界处,以及个别液氧流动不畅的通道,也有发生在下部管板处或上顶盖处。对辅助冷凝蒸发器,爆炸易发生在液氧接近蒸发完毕的下部。
除冷凝蒸发器外,在下塔液空进口下部、液空吸附器、上塔液空进口处的塔板、液氧排放管、液氧泵、切换式换热器冷端的氧通道、辅助冷凝蒸发器后的乙炔分离器等其他部位也有可能发生爆炸。为防止液氧中乙炔的聚集,可从主冷凝器引出一部分液氧,把烃类从主冷凝器带出一部分。宜连续抽取相当于气氧产量1%的液氧再另行气化。还应把主冷凝器液氧面提高,采取全浸操作,避免产生液氧干蒸发(在蒸发管出口不含液氧),防止碳氢化合物附在管壁上,以增加设备的安全性。在国产全低压空分流程中目前已采用了这项措施。
5.氧气储罐区
液氧储罐宜采用真空绝热储罐,储罐液位在任何时候,均不得低于20%、高于95%;压力控制在5~7kPa。保证呼吸阀完好,控制排液速度,防止罐内产生负压,抽瘪内胆。要防止外界热量传入时,液氧吸热而汽化,压力自然升高。为防止超压,必须设置可靠的安全装置;应定期测定低温液体罐夹层的真空度,使其绝对压力保持在1.36~6.8Pa之间。氧气球罐的储存压力在3.0MPa左右,属压力容器,应按压力容器进行管理。
6.液氧气化器
要防止使用液氧气化器时未气化的液氧进入氧气充装系统,造成气化增压爆炸事故,在液氧气化器的出口处应设有温度过低报警液氧泵停车等安全联锁装置,蒸发器出口的氧气温度应不低于0℃。水浴蒸发器水位,应不低于规定线。还应设水温调节控制系统,水温应保持在40℃以上。水浴蒸发器应定期对盘管进行查漏。空气换热液氧蒸发器,应严格控制液氧蒸发量。
氧气设备检修安全
在设备、管道上动火时,氧气含量必须控制在23%以下;在生产区域或容器内动火时,应控制氧气含量在19.5%~23%。在空分装置周围动火时,不准排放液氧、液空。暂停动火后,再次动火前,应重新取样分析氧含量。如动火作业连续超过4h后,应重新取样分析氧含量。氧气容器、管道动火时除满足以上条件外,必须进行可靠切断。氧气生产区域动火时应连续监控氧气含量在上述规定范围内。
与氧气接触的设备、阀门、管道和容器,进入空分装置的空气、氮气管道及氮水预冷系统的水管等检修时严禁被油脂污染。检修后必须进行脱脂处理,确认脱脂合格后,方可投入生产。空分装置用三氯乙烯等清洗剂脱脂时,应采取防护措施。空分装置检修清洗后,投产前应进行系统全面大加热。
如发现冷箱内有泄漏时,需要扒珠光砂进行检修。如果是氧泄漏,会使冷箱内的氧浓度增高,如果动火检修就可能发生燃爆事故;如果泄漏的是氮,冷箱内氮浓度很高,可能造成窒息事故。因此,在进入冷箱作业前,一定要预先分析冷箱内的氧浓度是否在正常范围内(19.5%~23.0%)。
此外,由于保冷箱内的珠光砂处于低温状态(-50~-80℃),在扒珠光砂时要注意采取防冻措施。同时要注意低温珠光砂在空气中会结露而变潮,影响下次装填时的保冷性能。
扒珠光砂前,应缓慢并充分加热冷箱内珠光砂,加热时应打开冷箱顶人孔板,并严密监控冷箱内压力。当冷箱内漏有低温液体时,应制定专门的加温及扒砂方案。应先利用圆形小口径排砂孔,严禁直接使用方形人孔排砂;当冷箱高度大于40m时,应分层扒砂。扒砂过程中,泄砂口应缓慢、谨慎、分步打开,以防止“砂爆”发生。当冷箱上部存有珠光砂时,严禁操作人员从底部进入冷箱。
珠光砂是表观密度很小的颗粒,很容易飞扬。会侵入五官,刺激喉部和眼睛,甚至經呼吸道吸入肺部。因此,在作业时要戴好防护面罩。珠光砂的流动性很好,密度比水小,人落入珠光砂层内将被淹没而窒息,因此,在冷箱顶部人孔及装料位置要全部装上用8~10mm钢筋焊制的方格形安全铁栅,以防意外。扒、装珠光砂时,应采取有效的劳动防护措施。充装口和各层平台人孔均必须设置安全防护栅网,扒装现场应留有人员安全撤离的通道。用氮气作气源进行浓相输送充装珠光砂作业时,应严防氮气窒息。
氧压机与氧气接触部位检修时,工具、吊具、工作服等严禁沾染油脂。检修完毕后,与氧气接触部位应进行脱脂,用紫外线灯等方式检查确认合格后,方可安装或扣盖。
透平膨胀机的密封气调压阀、密封气管道系统应随主机同时进行检修调整,确保密封气系统可靠,防止润滑油进入透平端或增压端。
氧气事故应急救援
发生氧气泄漏事故,要迅速将泄漏区人员撤离至上风处,并对泄漏污染区进行隔离,清除一切火源。对泄漏喷射出的氧气打水稀释,同时,合理通风,加速扩散。尽快切断泄漏源。建议应急处理人员戴自给正压式呼吸器,避免与可燃物或易燃物接触,尤其要防止液氧沾染衣物燃烧或接触皮肤冻伤;发生氧气着火事故,立即打水使着火容器或设备冷却,以防其受热爆炸并急剧助长火势。同时,应迅速切断气源,用水喷淋保护切断气源的人员;发生氧气爆炸事故后,应立即切断气源。防止发生氧气着火事故或氧气大量泄漏事故的二次事故。如发生二次事故,应区分氧气着火事故或氧气泄漏事故,分别处理;发生氧气中毒事故(当空气中的氧气浓度超过40%时,人就有可能发生氧中毒)要迅速将中毒人员撤离现场至空气新鲜处,保持其呼吸道通畅。若中毒人员呼吸停止,应立即进行人工呼吸,必要时送医院救治。
编辑韩 颖
