聚苯乙烯生产废水处理工程设计应用
2024-12-31潘浩鹏王超杰倪珊
摘要:针对安徽某聚苯乙烯化工厂的聚苯乙烯生产废水含磷、废水浓度较高、可生化性差等难点,先采用“混凝沉淀法”预处理工艺废水,有效除磷,再与其他废水合并后,通过“水解酸化+活性好氧污泥+沉淀”工艺处理,最终出水化学需氧量(Chemical Oxygen Demand,COD)、总磷等污染物稳定低于当地接管标准。该工程设计的投资费用及运行费用达到企业预期。
关键词:聚苯乙烯;废水处理;活性好氧污泥
中图分类号:X703 文献标识码:A 文章编号:1008-9500(2024)08-00-04
DOI:10.3969/j.issn.1008-9500.2024.08.010
Design and Application of Polystyrene Wastewater Treatment Engineering
PAN Haopeng1, WANG Chaojie1, NI Shan2
(1.Jiangsu Longhuan Environmental Engineering Co.,Ltd.;
2. Jiangsu Longhuan Environmental Technology Co., Ltd., Changzhou 213000, China)
Abstract: In response to the difficulties of phosphorus content, high wastewater concentration, and poor biodegradability in the polystyrene production wastewater of a polystyrene chemical plant in Anhui Province, the “coagulation precipitation method” is first used to pretreat the wastewater, effectively removing phosphorus. Then, it is combined with other wastewater and treated through the “hydrolysis acidification+active aerobic pollution+precipitation” process. Finally, the effluent Chemical Oxygen Demand (COD), total phosphorus and other pollutants remain stable below the local takeover standards. The investment and operating costs of the project design meet the expectations of the enterprise.
Keywords: polystyrene ; wastewater treatment ; activated aerobic sludge
聚苯乙烯是以苯乙烯为主要原料聚合而成的热塑性树脂,可反复加热软化、冷却固化的一类合成树脂。聚苯乙烯具有质硬、电绝缘性、保温隔热性、缓冲抗震性、抗老化性、防水性和优良的加工性能,可广泛应用于电子电器、建筑材料、包装材料和日用品等领域,具有很好的市场应用前景。
安徽某聚苯乙烯化工厂主要生产原料有水、苯乙烯、悬浮剂、分散剂以及引发剂等,洗涤和离心工序产生工艺废水,废水化学需氧量(Chemical Oxygen Demand,COD)浓度较高,可生化性差,磷含量较高[1]。为解决聚苯乙烯废水处理问题,对废水进行水质检测、小试分析,在试验数据基础上进行细化设计,最终废水处理系统出水COD、总磷等污染物远低于当地接管标准。
1 废水水量与水质
1.1 设计水量
安徽某聚苯乙烯化工厂厂区废水来源主要包括生产车间筛选工段洗涤和离心产生的工艺废水、生产设备及地面冲洗废水、实验室废水及生活污水等。根据该厂同规模、同生产工艺分公司实际生产情况,工艺废水(高浓度废水)产生量为600 m3/d,车间地面冲洗水、实验室废水及生活污水约为200 m3/d,废水总水量为800 m3/d。
1.2 设计进出水水质
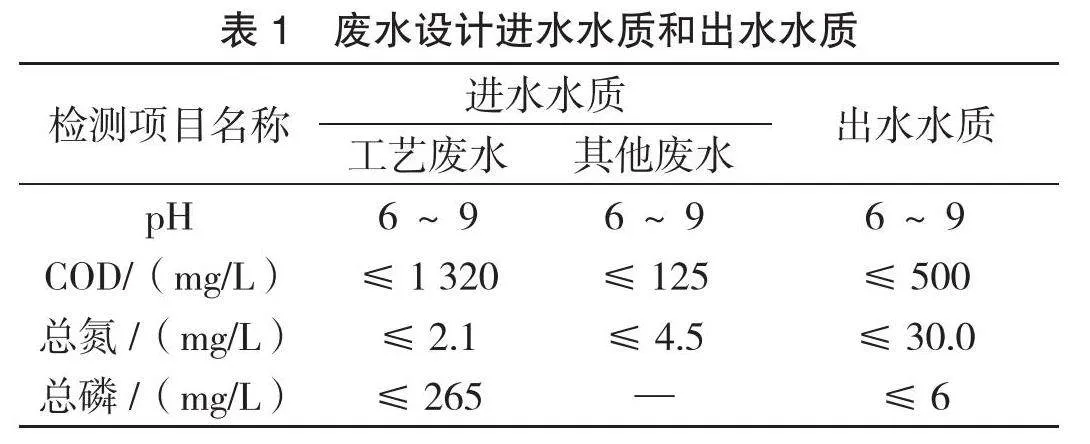
废水检测项目包括pH、COD、总氮、总磷浓度,由实地取样检测得出,废水经处理后出水需达到当地市政污水处理厂接管标准。废水设计进水水质和出水水质如表1所示。
2 废水处理工艺流程
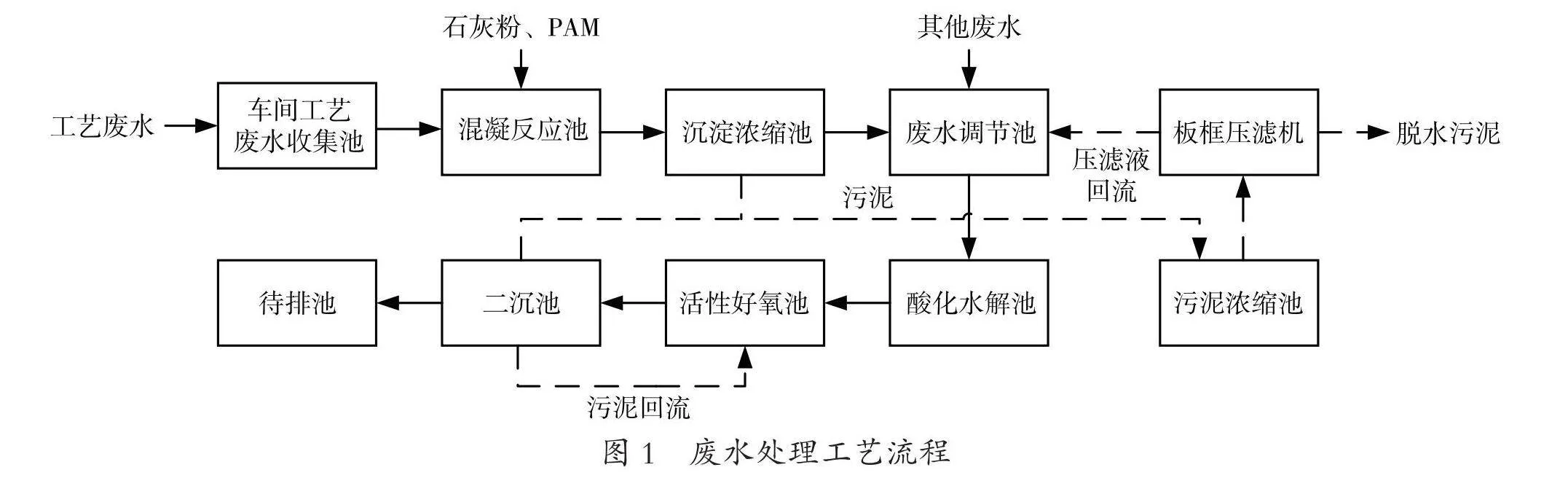
根据同类废水处理经验,并从操作简单、安全可靠、工程投资少、运行费用低等方面考虑,确定工艺废水先经“混凝沉淀”预处理后,再与其他废水合并,通过“水解酸化+活性好氧污泥+沉淀”工艺处理后达到接管标准[2]。废水处理工艺流程如图1所示。
2.1 混凝沉淀系统
工艺废水在车间收集池内均衡水质后,经提升泵提升进入混凝反应池进行处理。用水将石灰粉调配成石灰乳,通过加药泵投加到混凝反应池,调节废水pH在9.5~10.0。废水中污染物磷为正磷酸盐,与投石灰乳(氢氧化钙)反应形成磷酸钙沉淀物,有效除磷,当废水pH在9.2~10.5时,除磷率达97%以上。反应方程式如式(1)所示。
5Ca2++3HPO42-+4OH-→Ca5(OH)(PO4)2↓+3H2O(1)
产生的磷酸钙呈小颗粒状,悬浮在废水中及表面,为确保磷酸钙更好地沉降,投加药剂聚丙烯酰胺(Polyacrylamide,PAM),提高总磷的去除率。
混凝反应池出水用提升泵输送至浓缩沉淀池,通过沉淀,将磷酸钙及其他悬浮物沉降在池体底部,上清液自流至后续生化系统进一步处理。沉淀池底部设有污泥提升泵,当池底部污泥较多时,启动污泥泵,将底部污泥提升至污泥浓缩池进一步处理。
2.2 废水调节池
混凝沉淀后废水自流进入调节池,与其他废水(车间地面冲洗水、实验室废水及生活污水等)混合,调节池底部设有穿管曝气装置,用于均化水质,减少对后续生化系统的冲击。
2.3 酸化水解池
经调节后,水质均衡的废水由泵提升进入水解酸化池。水解酸化池内部接种微生物,在缺氧环境下,微生物能够有效降解废水有机物,去除部分COD,同时将废水中不溶的、难降解的大分子有机物分解成小分子物质,增加污水生化需氧量(Biochemical Oxygen Demand,BOD)与COD比值,有效提高污水的可生化性,利于后续的氧化处理。
2.4 活性好氧污泥系统
水解酸化出水进入好氧池。在好氧活性污泥系统中,有机污染物将被好氧菌进一步氧化分解成二氧化碳和水,从而降低废水中的COD浓度,达到接管标准。好氧池采用罗茨风机供气,溶解氧控制在3.5 mg/L左右。
2.5 二沉池
好氧池出水进入二沉池进行泥水分离,其中清液自流至待排池接管至市政污水处理厂,污泥一部分回流至好氧池补充污泥,污泥回流比为100%~300%,另一部分作为剩余污泥排入污泥池。
2.6 污泥处理系统
污泥池采用气动隔膜泵将污泥输送至板框压滤机处理。污泥脱水清液回流至调节池,脱水后的污泥用吨袋包装后,作为危险废物进行处置。
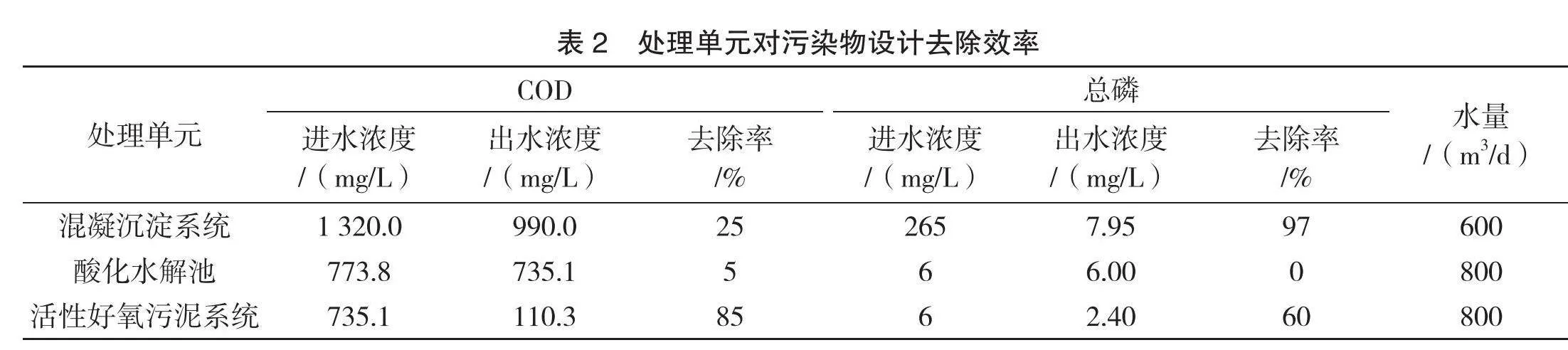
当地接管标准要求COD浓度小于500 mg/L,总磷浓度小于6 mg/L。主要处理单元对COD和总磷的设计去除效率如表2所示。由数据可知,经过混凝沉淀系、酸化水解池、活性好氧污泥系统处理后,出水COD浓度为110.3 mg/L,总磷浓度为2.4 mg/L,符合当地接管标准。
3 主要处理单元设计选型
3.1 混凝沉淀反应系统
混凝沉淀反应系统只处理车间工艺废水,设计处理废水量为600 m3/d,即25 m3/h。系统设置了1座混凝反应池和1座沉淀池。混凝反应池体设计有效容积为50 m3,废水停留反应时间为2 h,池体的直径为4 m,高为4.5 m,钢结构(内部防腐防渗处理)。配备立式搅拌器1台,功率为1.5 kW;废水提升泵2台(1用1备),流量为30 m3/h,扬程为22 m,功率为4 kW;石灰加药系统和PAM加药系统各1套;pH在线仪1套。另配备液位计1只。
3.2 沉淀池
沉淀池设计有效容积为600 m3,设计表面负荷为0.5 m3/(m2·h),池体的直径为8 m,高为12.5 m,钢结构(内部防腐防渗处理)。污泥提升采用气动隔膜泵,数量2台(1用1备),流量为12 m3/h,扬程为50 m。另配备液位计1只。
3.3 调节池
调节池设计处理废水量为800 m3/d,即33 m3/h。
调节池设计有效容积为660 m3,废水停留时间为20 h,池体规格为15 m×12.5 m×4 m(长×宽×高),采用钢筋混凝土结构(内部防腐防渗处理)。废水提升依靠2台废水提升泵(1用1备),流量为50 m3/h,扬程为20 m,功率为5.5 kW。另配备液位计1只,池底穿管曝气装置1套。
3.4 酸化水解池
酸化水解池设计有效容积为300 m3,COD设计负荷为2.5 kg/(m3·h),池体的直径为8 m,高为7 m,钢结构(内部防腐防渗处理)。配备废水提升泵2台(1用1备),流量为12 m3/h,扬程为50 m,功率为4 kW。另配备液位计1只,池底穿管曝气装置1套。
3.5 活性好氧污泥系统
好氧池设计有效容积1 400 m3,废水停留时间为42 h,池体规格为18 m×12 m×7 m(长×宽×高),采用钢筋混凝土结构(内部防腐防渗处理)。设置2台废水提升泵(1用1备),流量为50 m3/h,扬程为20 m,功率为5.5 kW。采用罗茨风机进行补氧,数量为2台(1用1备),流量为20.48 m3/min,扬程为7 m,功率为37 kW。另配备曝气装置1套,液位计、温度计及溶解氧检测仪若干。
3.6 二沉池
二沉池设计有效容积为165 m3,设计表面负荷为0.65 m3/(m2·h),池体的直径为8 m,高为4 m,钢结构(内部防腐防渗处理)。污泥提升采用气动隔膜泵,数量2台(1用1备),流量为12 m3/h,扬程为50 m。设置刮泥机1台,功率为1.5 kW,转速为2 r/h;污泥回流泵2台(1用1备),流量为50 m3/h,扬程为15 m,功率为4 kW;液位计1只。
二沉池清液自留至待排池,待排池有效容积为160 m3,废水停留时间为0.5 h,池体规格为12.5 m×3.5 m×4 m(长×宽×高),设置2台出水提升泵(1用1备),流量为43 m3/h,扬程为60 m,功率为15 kW。
另配备液位计1只。
3.7 污泥处理系统
污泥处理系统设置1座污泥浓缩池和3套板框压滤机,污泥浓缩池容积为125 m3,池体尺寸为6 m×6 m×4 m(长×宽×高),设置2台污泥提升泵(1用1备),流量为12 m3/h,扬程为50 m,每套压滤机过滤面积为60 m2,功率为4 kW。
3.8 PLC控制系统
控制系统采用可编程逻辑控制器(Programmable Logic Controller,PLC)程序控制,通过现场各类仪表实时监控各流量、压力、液位、温度及电流等参数,通过设置关键参数的上限值、下限值,实现各设备间自动化连锁,技术可靠稳定,节能环保。
当控制系统某位置发生故障,声光报警系统立即发出警报,待设备操作人员检修完毕后,按下复位按钮系统解除报警。通过PLC控制系统实现废水处理系统全自动运行,确保系统稳定高效安全。
4 调试过程分析
污水处理各单位及设备设施安装完成后,进入调试阶段,调试分为单机调试和联动调试。
4.1 单机调试
单机调试能够检查设备安装的质量是否符合有关标准。调试对象主要包括水泵、污泥泵、搅拌器、板框压滤机等带电设备。以每台设备正常运行2 h为准,运行中发现异常和不正常的振动,应立即停电检查。
4.2 联动调试
联动调试主要是核定设施能否协调稳定连续运行,试验设施系统废水处理能力是否达到设计要求。联动调试又分为清水调试和废水调试。
4.2.1 清水调试
首先,用清水注入各单元构筑物、池体和罐体,检查有无泄漏和沉降情况;其次,开启污水泵、搅拌机等系列机械设备,按工艺流程的顺序启动,确定各机泵连续运转性能;再次,完成各流量、压力、液位、温度计等物理量测量仪表调试,能够准确反应各物理参数;最后,清水调试时间为48 h,确保水流贯通并无异常现象。
4.2.2 废水调试
进行废水处理调试时,重点是混凝沉淀系统和好氧池活性炭污泥驯化调试。
工艺废水先进入混凝反应池进行除磷。工艺废水早期进水量为240 m3/d,总磷浓度检测数值为99 mg/L,每天投加石灰粉为75 kg。后期废水量稳定在600 m3/d,每日投加石灰粉的量为300 kg。调试期间发现浓缩沉淀池出水总磷突然升高至12.3 mg/L。其原因是混凝反应生成的磷酸钙在浓缩沉淀池内未能完全沉降,悬浮在水体中,导致总磷偏高。便向混凝反应池中投加PAM,将磷酸钙沉降下来,最终待排池出水总磷保持在2 mg/L左右,去除率高达99%,稳定满足当地接管标准6 mg/L。
对好氧池进行污泥接种驯化调试。在当地城西污水处理厂抽取20 t干污泥投放至好氧池,由于干污泥含水量低,非常干硬,投放后污泥未能及时散化开,污泥沉在好氧池底部。后改投稀污泥,并辅助投加工业面粉、葡萄糖。调试8 d后,好氧池污泥沉降比为8%;调试15 d后,污泥沉降比约为10%;调试约45 d后,污泥沉降比达20%及以上。调试后期,废水水量稳定达到800 m3/d,经检测,待排池出水COD浓度控制在150 mg/L以下,去除率高达92%及以上,满足当地接管标准(500 mg/L)。
调试期间发现废水处理站混凝沉淀池、生化池、污泥池等区域有明显恶臭气体产生,后续企业将对以上区域池体加盖,并将废气引入废气处理设施处理。
5 投资费用及运行成本
5.1 投资费用
本废水处理系统投资费用约为200万元,含土建、设备设施、电气、安装调试等各类费用。
5.2 运行成本
本废水处理系统用电设备总运行功率为88.5 kW,年运行时间为7 200 h,污水年处理量为240 000 t,工业电费按0.8元/kW·h计,污水处理系统用电成本为2.13元/t。药剂费考虑石灰粉、PAM等,石灰粉每天投加量为300 kg,单价为800 元/t,PAM投加量为1.5 g/t,PAM价格为2 000元/t,药剂费用折算吨水成本为0.4元/t。人工费考虑3个班次运转,每班2人,按每人每天300元计,人工费用折算吨水成本为2.25元/t。
经计算,污水处理系统总运行费用为4.78元/t。
6 结论
本废水处理系统工艺流程简单易操作,对废水污染物COD、总磷等有良好的去除效果,系统运行稳定,对园区同类废水处理有一定的参考价值。废水处理系统是连续运转体系,所有泵、风机等动力设备采用1用1备。同时,动力设备均选用国标二级能效,真正做到节能高效。实际生产运行过程中需考虑废水处理系统废气有效收集处理,最大限度降低恶臭废气、有机废气无组织排放,防止污染厂区及周边大气环境。
参考文献
1 刘晓东,倪 宁,李健生,等.混凝沉淀-活性炭生物池工艺处理聚苯乙烯废水[J].环境工程,2006(2):27-29.
2 倪 宁.聚苯乙烯废水处理工艺研究及工程实践[D].南京:南京理工大学,2006:16-18.