钢结构梁桥焊缝残余应力技术研究
2024-12-06杭振园潘文韬谢琳娜





摘要:为探究钢结构梁桥焊缝残余应力检测、判定及调控技术。本文以实际工程为背景,提出钢结构内部残余应力检测方法,评估残余应力影响,提出不同部位焊缝残余应力判定方法并进行应力调控。结果表明,通过与盲孔法数据相比,得出适合钢板梁和钢箱梁焊接应力超声检测技术具有可行性。完成针对钢结构特点的声束激励器设计和制备,声阻抗反馈技术、多路频率跟踪算法和优化激励工艺,模拟不同工况环境对分辨率的影响程度,制作适用于桥梁钢结构的斜入射导波声束激励器。由工程应用研究可知,采用超声临界折射纵波法可有效检测钢结构焊接残余应力或服役应力的大小及分布。
关键词:钢结构;梁桥焊缝;超声波检测;残余应力调控
中图分类号:U44""""""""" 文献标志码:A
我国主要采用焊接工艺修建钢桥。由于焊接工艺的复杂性,因此会在结构内形成残余应力[1]。如果能准确检测钢桥构件应力分布并对其进行调控,就可以减少残余应力的危害。
在超声检测技术研究方面,应力检测可细分为纵波和横波、表面波、导波、非线性超声、临界折射纵波。Jhang[2]利用应力对超声纵波速度的改变来评估高压螺栓的加紧力,通过相位探测准确测定了纵波在螺栓内的飞行时间。Erofeev等[3]通过理论和试验证实了利用表面波可以监测弯曲应力。在残余应力调控技术方面,形成了许多常见的焊后调整方法,常见的有热处理法[4]、振动时效法[5]等。
可以看到,常规应力检测不适合检测构件内部残余应力,在超声检测对多维绝对应力无损检测研究与焊接残余应力调控方面研究不足。因此本文提出钢结构内部残余应力检测方法和不同部位焊缝残余应力的判定方法,并对超过“阈值”的焊缝或构件进行残余应力调控,在现场验证结果。
1桥梁钢结构焊接残余应力超声无损检测原理
弹性波在有应力的固体材料中的传播速度不仅取决于材料的二阶弹性常数和密度,还与高阶弹性常数和应力有关,表现为声弹性效应。声弹性理论是研究弹性波的传播速度与应力的关系,这是超声波法应力测定的主要依据之一。
声弹性理论的基本假设:①物体是超弹性的、均匀的。②固体连续性假设。③声波的小扰动叠加在物体静态有限变形上。④物体在变形中可视为等温或等熵过程。
1.1不同模式超声波速与应力关系
弹性固体声弹性理论中波动方程的非零解的条件:det|AIJKLκJκL-ρiV2δIK|=0,其中,K为超声波的单位法线方向,δIK为Kroneckerdelta函数,当各项同性介质在简单初始应力加载下,可解析得到应力随波速变化关系式,求导可确定敏感性。考察不同模式的超声波对钢中应力的敏感度,将低碳钢(0.12%C)的Lame常数和Murnaghan常数代入,考虑声速随应力波动小,简化后采用零应力数值,并取V1S=3.2km/s,V1L=5.9km/s,V11=3.0km/s,σ=100MPa,得到公式(1)。
dV11≈dV12≈-0.00153dσ(1)
式中:V11,V12分别为无应力状态下固体中纵波和剪切波波速。
分析不同形式的超声波相关敏感情况数值可知,低碳钢单轴下,与应力同向的纵波最为敏感。其他常用金属材料,各参数变化大抵与低碳钢一致。
1.2塑性诱导仿真与试验
假设材料状态(FP,ξ,θ,θ,θ)是已知的,对于
tn+1时刻,本构模型已知变形梯度Fn+1、温度Tn+1和高能超声强度Eu,n+1。这说明tn+1时,延着增量塑性变形的方向,材料的未知状态变量为(F+1,ξ+1,θPn+1,θ+1,θ+1),得到公式(2)。
式中:F为变形梯度;ξP为有效的偏塑性应变;θP为有效体积塑性应变;T为绝对温度;Eu为超声波强度(单位面积超声波能量的速率)。
上述变分形式的最小值返回到未知状态变量和塑性流动方向时的修正值。当tn+1时,上述的最小值是有效的增量应变能量密度,它可以作为第一Piola-Kirchhoff应力张量Pn+1。根据对数弹性应变的预估校正方法来解决增量变分问题,从而减少了有限变形,将其修正为小应变和纯动态。
采用软件仿真和试验测试两种方法验证理论的正确性。试验采用Q345钢材,在试验过程中,打开高能超声发生器后再关闭。试验结果表明:在超声波发生器联通后,由于超声软化效应,因此相同应变需要更小的应力。在超声波发生器关闭后,超声硬化导致拉应力反弹到比平均值更高的数值,该硬化与加工硬化相似,它与高能超声频率无关,与高能超声强度有关。
由此可见,材料在弹性或塑性变形的过程中受到高能超声能量的影响会发生软化,相关力学指标显著下降,当超声结束时,力学性能恢复并产生一定加工硬化。高能超声对金属的作用和热处理有一些相似,但是高能超声的效率极高,例如对铝合金材料来说,达到与热处理同样的软化效果只需要其千万分之一的能量。不仅如此,其他金属(例如铁、铜、锌等)材料在高能超声声场的辐射效应下都会发生软化现象。Q345钢力学参数见表1。
2桥梁钢结构焊接残余应力检测技术
由于桥梁钢结构焊接节点形式多样化,因此桥梁钢结构的应力检测系统适用于多种复杂环境,设备应具有轻便、方便携带,续航时间长,使用的探头能在狭小空间操作等特点。
2.1残余应力检测系统研制
2.1.1残余应力超声无损检测系统硬件组成
为了更好地适应桥梁钢结构残余应力超声无损检测,须对系统硬件进行开发和调整。系统主要由应力检测探头、高性能数字隔离电源、信号双级隔离模块、超声信号源、主控制器、数字分析模块、两级温度补偿模块和终端显示模块组成。主要性能指标为检测材料、超声频率、应力检测精度、应力检测深度、系统工作温度、检测表面粗糙度等。
2.1.2超声信号数据采集模块设计
超声激励模块产生目标,高压脉冲激励超声换能器产生超声波,接收换能器检测回波信号并将其传输到回波接收模块,经过一系列信号处理后,数据采集模块将含有检测信息的数字量经由数字控制与数据通信模块传输到工控机,再进行相关数据处理,同时在工作过程中,各模块的相关参数设置也是由工控机通过数据通信与数字控制模块完成。
2.1.3超声波应力检测探头设计
超声波应力检测探头由超声收/发换能器和声楔块组成。将超声换能器的中心频率设计为1MHz、2MHz、2.5MHz、4MHz、5MHz、7.5MHz、10MHz、15MHz、20MHz等。对普通大小构件的应力检测来说,将换能器的外径设计为10mm,长为14mm,压电晶片直径为6mm。对较小或复杂工件应力检测来说,须进一步缩小探头体积,可在声楔块上贴压电晶片,贴压电晶片的角度须符合第一临界折射角,从而通过压电晶片直接对LCR波进行收发。
在声楔块的材料选用方面,最好是选用声阻抗最小、声速最小、声衰减系数最小、热膨胀系数最小以及最易获得和透明的材料。综合机加工性能和价格因素,采用更为常见的有机玻璃作为声楔块材料。
2.1.4环境温度采集模块设计
环境温度采集模块的硬件由热电阻、热电阻信号调理器、温度采集卡组成,选择PT100热电阻,检测温度为0℃~50℃。热电阻信号调理器的作用是为热电阻提供电源,同时将热电阻反馈的温度信号转变为电压信号,由温度采集卡收集热电阻信号调理器输出信息,PCI插槽一端连接主机,另一端连接采集卡。
2.1.5残余应力超声无损检测系统软件
针对建立的硬件平台,采用VC++基于对话框的编程环境,开发检测残余应力的系统软件。采用的超声信号数据采集模块具有100m/s的高速采样率,但是,应力造成的声时差变化同样是ns级别的,因此为了将时差测量精度提高到0.5ns,可以在相邻的LCR波原始数据间插入20个数据点,同理,插入100个数据点可以将时差测量精度精确到0. 1ns。
对零应力状态下的LCR波与被检测处LCR波进行数据处理,即可计算声时差。处理的方法通常有峰值算法和互相关算法。峰值算法是将两列LCR波峰值处的时间进行对比,从而计算声时差。互相关算法将测试波类比零应力下LCR波。若信号分别为x(t)、y(t),离散后为x(n)、y(n),则根据离散信号的互相关计算过程如公式(3)所示。
式中:N为采样点数;m为时延序列。当t=t0时,呈现最大值,t=t0反映x(t)与y(t)间的滞后时间,即声时差。
为了确定100MHz的数据采集卡采集到的LCR波数据,在利用不同差值算法后,用峰值法或互相关法计算能否达到预期的声时差测量精度,并进行仿真验证。利用Matlab软件模拟两列正弦信号,正弦信号的频率为5MHz(换能器的中心频率),这两组正弦信号唯一的区别是存在一定延时,可以通过软件实时改变延时。
2.2残余应力检测系统校准
2.2.1应力系数标定
采用应力加载试验法,可以解决应力系数计算中Lame常数、Murnaghan常数、声程和声速等问题,具体步骤如下:用同材料制作成纵向拉伸构件,对拉伸试块进行零应力处理,按要求进行测试。记录Δσ与Δt,拟合后计算Q345钢的应力系数K=11.2MPa/ns。
2.2.2温度补偿系数
高低温箱是由制冷系统和制热系统组成的,工作温度为-60℃~+120℃,步长为0.05℃,根据设置,高低温箱在设定时间内温度能基本保持恒定,计算可知补偿系数为6.87ns/℃。
2.3比对试验
通过盲孔法与超声法测试Q345qD焊接结构并横向对比,以此验证了超声法的有效性。超声法检测范围广且不损伤结构,因此检测顺序为超声法-盲孔法,盲孔检测法以超声检测法作为依据。
超声法可以测量平行焊缝的路径及垂直焊缝的路径残余应力,并标注测点,同时在去应力退火试件上标注零刻度。盲孔法测试沿着平行焊缝的路径及垂直焊缝的路径布设点位间隔,分别为30mm、25mm。对Q345qD钢来说,不同测试数据整体变化大致一致,数据量级差异较小,反映测试结果与过程真实准确,可以测量残余应力。
3桥梁钢结构残余应力调控技术研究
对检测到残余应力集中的区域来说,需要在现场采取有效措施减少和消除残余应力,建立高能超声控制系统为解决此类问题提供了更好的技术支持。
3.1残余应力原位调控系统研制
3.1.1残余应力调控系统构成
高能超声调控系统技术指标包括调控材料、调控频率、调控功率、应力调控消减率、单点一次调控时间。残余应力调控系统包括高能超声激励器、高能超声发生器和相关仪器。
3.1.2残余应力调控系统的硬件设计
发生器采用数字电路,这样可以起到消除温度漂移等作用,自研的高能超声发生器包括主控板、开关电源、电源板、变压器、电感、液晶板、驱动板、电容板等部件。高能超声激励器又称为高能超声换能器,耗电量少,可实现能量转化与传递。本系统采用夹心式压电陶瓷换能器。将压电材料设计成片状,三层结构依次为银正极、相关材料、银负极,当外界电磁变化时,两极产生协同的交变变形,并形成声波。
激励器为两层盖板夹住压电晶片,三者阻抗分别为Z1、Z2和Z3(Zn=ρn VnSn,其中,n=1,2,3,…),长度分别是l1、l2和l3。
3.1.3残余应力闭环调控系统
以残余应力超声检测理论为基础,利用临界折射纵波对构件的残余应力状态进行实时监测和获取,以此作为反馈信号指导高能超声对构件残余应力进行调控,从而实现残余应力的闭环控制,将闭环调控系统应用于Q460低合金高强钢的应力闭环调控中,应力的闭环调控试验步骤如图1所示。
3.2残余应力原位调控结果
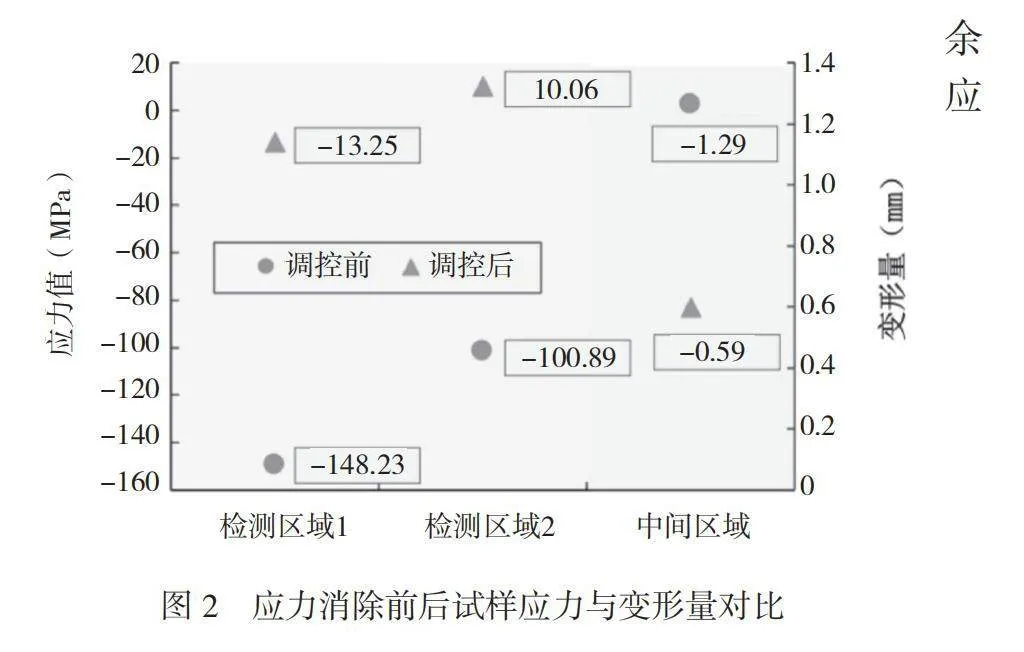
对比应力消除前后的应力、变形,如图2所示。当施加压力时,试样表面2个检测区域产生-148.26MPa和-100.89MPa的压应力,这与有限元仿真结果相同。有限元仿真表明,施加100N压力,产生的拉、压应力极值为211. 13MPa、-215.25MPa,而Q460钢屈服强度约460MPa,表明在中间施加压力产生的拉应力远达不到屈服极限,因此在释放压力后,试样会很快恢复原状。在这种受力状态下,对中间区域施加20kHz/250W高能超声作用持续25min,得到试样表面2个检测区域的应力分别为-13.25MPa和10.06MPa,说明高能超声能量对应力起到消减作用。在释放螺杆压力后,中间消除区域变形已经无法恢复,当应力松弛时,结构发生塑性形变,导致尺寸变形。
4指导现场工程情况
4.1工程概况
某高速公路依托某匝道桥第三联工程,该桥梁为45m+40m跨线槽型钢箱连续梁桥,该匝道桥跨越高速公路。桥梁宽0.5m(栏杆)+9.0m行车道+0.5m(栏杆)=10.0m,主梁结构为槽型钢箱梁,腹板、上翼缘、底板厚度分别为18mm、28mm、20mm,上翼缘、底板宽度分别为700mm、2700mm,梁高2500mm。桥面上覆厚0. 1m的沥青,桥板为0.35m混凝土。
4.2残余应力检测
检测对接焊缝、底板、对接焊缝和底板十字交叉焊缝的残力,钢箱梁钢材为Q345qD,将检测点布设在斜底板十字交叉纵向对接焊缝、斜底板十字交叉横向对接焊缝、斜底板十字交叉横向对接焊缝、梁段边腹板对接焊缝、SM15梁段底板对接焊缝、梁段边腹板对接焊缝处。对各测点的焊接残余应力进行超声无损检测,焊缝两侧存在一定残余应力,大多焊缝两侧残余应力在130MPa以下。
5结论
本文经过研究,得出以下结论。1)基于声弹性理论,研究了纵波、表面波和剪切波传播速度和方向与应力的关系,得到了不同模式超声波对应力的敏感度。2)开发了适合钢板梁和钢箱梁焊接应力超声无损检测技术。针对钢结构焊接特点完成了探头设计和制备、信号分析处理、温度补偿等技术。并通过与盲孔法测量数据进行对比,证明了超声法的可行性与准确性。3)针对钢结构特点,完成声束激励器设计和制备、声阻抗实时反馈技术、多路频率跟踪算法和优化激励工艺,模拟不同工况环境(温度、压力、速度、振动、环焊缝等)对分辨率的影响程度,制作适用于桥梁钢结构的斜入射导波声束激励器。4)通过工程应用研究可知,采用超声临界折射纵波方法可以有效检测钢结构焊接的残余应力或服役应力的大小及分布。残余应力高能声束调控对消减应力是非常有效的,对降低焊接过程所产生的残余应力,控制焊接变形等具有显著成效。
参考文献
[1]张松. 钢桥构件焊接残余应力的有限元分析[D]. 天津:天津大学,2013.
[2]JHANG KY,QUAN HH,HAJ,et al.Estimation of clamping force in high-tension bolts through ultrasonic velocity measurement[J]. Ultrasonics,2006,44(8):1339-1342.
[3]EROFEEV VI,SAMOKHVALOV RV.Investigation of the possibility of measuring bending stress using rayleigh surface waves[J].Russian Journal of Nondestructive Testing,2004,40(2):120-123.
[4]王香云,雷文娟. 焊后热处理对12Cr1Mo VG/12Cr2Mo WVTi B钢焊接接头组织性能的影响[J]. 金属热处理,2011,36(6):92-96.
[5]李强,彭京启. 振动时效消除构件残余应力的理论和方法[J]. 华北工学院学报,2001,22(3):187-188.
