基于北京奔驰顺义工厂实践的新能源车企高压安全管理体系与策略研究
2024-10-29张建波王伟李洋






摘要:新能源汽车作为工业前沿的代表,在中国市场蓬勃发展,占据了中国外贸“新三样”(新能源汽车、锂电池、光伏产品)中的重要位置。然而,其搭载的高压电池等模块相较于传统燃油车,给客户及生产线员工带来了更高的安全风险。近年来,新能源汽车事故频发,凸显了建立健全高压安全管理体系的紧迫性。深入剖析了北京奔驰顺义工厂从新能源汽车项目起动至正式投产期间,高压安全管理体系的构建与持续优化过程,旨在为新能源汽车行业提供宝贵的安全管理经验与参考。
关键词:新能源汽车;总装;高压;安全;管理;体系化;PDCA
近年来,全球各国政府积极制定新能源汽车发展战略,旨在推动行业进步。作为能源消耗大国,中国新能源汽车行业蓬勃发展,市场占有率持续攀升,并已被列为国家七大战略性新兴产业之一。然而,新能源汽车的高压电系统相较于传统燃油车更为复杂且危险,若管理不善,将严重威胁生产安全(见表1)。因此,中国在追求新能源汽车产业快速发展的同时,必须高度重视生产安全,从多个维度构建完善的高压安全管理体系。
针对此,新能源车企需从以下几个方面着手:首先,增强安全意识,深刻认识高压危险性及安全管理的紧迫性;其次,建立专门的高压管理机构,定期沟通信息,明确管理方向;同时,注重人才培养,构建人才梯队,保障可持续发展;此外,还需建立设备、工具、物资的定期检查机制,确保其处于良好状态;搭建系统化、规范化的高压工作管理体系,并通过PDCA循环不断优化;定期开展现场审核,追踪并解决关键问题;最后,制定并执行演习计划,提升应急响应能力,确保每次演习都能取得实效。
作为汽车行业的领军者,梅赛德斯奔驰在高压安全管理方面积累了丰富的经验,其管理思路对国内车企具有重要的参考价值。
新能源汽车高压管理的重要性
依据工信部相关规定,道路机动车辆生产企业必须严格遵守安全准入条件,确保车辆生产无安全隐患,保障公共安全、人身健康及生命财产安全[1]。对于新能源车企而言,构建高效的高压安全管理团队,培养符合资质要求的人才队伍,进行充分的风险识别,配备充足的安全设备、工具及防护用品,搭建符合行业标准且具操作性的管理体系,并通过持续的PDCA循环实现安全生产,是至关重要的任务。北京奔驰顺义总装车间积极响应政策号召,结合公司既有经验,对法规要求进行细致梳理,成功构建了一套全面、高效的高压安全管理体系。
高压管理体系的搭建过程
1.识别高压操作
依据ISO 6469-3国际标准,清晰界定汽车领域的高压为直流电压不低于60V、交流电压不低于30V。
如图1所示,新能源汽车的高压系统零件有高压线束、高压电池、前后电动机、DC/DC(直流转换器)、PTC(高压电子加热器)、空调压缩机、OBC(交流充电器)、DCB(直流充电器)、充电插座、紧急切断线束和高压互锁开关等,这些部件通过高压系统紧密相连,形成复杂的电力网络,为车辆提供动力支持。
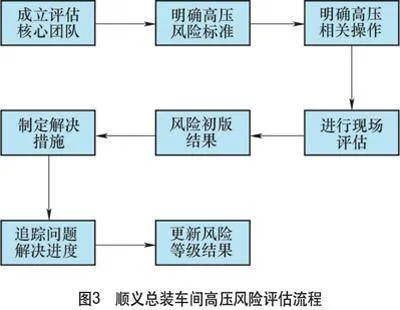
2.组建高压工作管理机构
纵向管理:各部门建立从总经理到基层工程师的垂直管理体系,确保高压工作的决策和执行能够迅速传达和落实。
横向协调:每个部门指定高压工作接口人,负责跨部门沟通和协调,确保高压安全管理无死角(见图2)。
总协调机制:以高压零件生产集中的部门(如总装车间)为总协调,统筹全厂的高压安全管理工作。
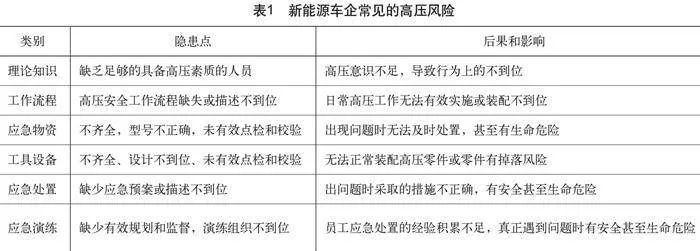
3.高压风险评估
对高压工位做充分的高压风险评估(见图3),是后续工作的基础,具体工作如下。
1)全面评估:对高压工位进行全面细致的风险评估,包括物理环境、设备状态、人员操作等方面。
2)风险分级:根据评估结果,将高压风险分为不同等级,并制定相应的管理措施。
3)编制文档:编制风险评估报告、管理地图、标牌统计表及应急防护用品点检表等文件,确保信息透明、管理有据可查。
评估完成后,可以归纳总结出以下信息:车间高压风险评估报告、车间高压管理地图(见图4)、车间高压标牌统计表(见图5)、车间高压应急防护用品点检表(见图6)、车间高压工位安全四清楚卡(见图7)以及车间高压问题紧急联系人清单(见图8)。
4.高压资质培训
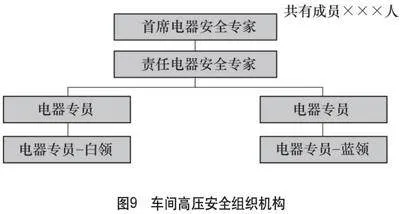
根据风险评估结果,员工们都需要完成相应等级的高压安全培训(见图9),取得资质后,才能从事相关工作,尤其是高压零件的装配和车辆的返修工作。
分层培训:根据员工岗位和风险评估结果,制定不同层级的培训计划和内容。
资质认证:员工完成培训并通过考核后,颁发相应的高压安全资质证书,方可从事相关工作。以下是公司制定的关于高压资质与权限的说明(见表2)。
理论与实践结合:采用理论讲解、实操演练、模拟演练等多种方式,确保员工掌握高压安全知识和技能。
持续教育:建立定期更新培训内容的机制,以适应新能源汽车技术的快速发展。
5.高压电池管理
高压电池是新能源汽车三电系统(电池、电动机、电控)的核心部分,自身就带有高压电(380V),因此具备较高的安全风险。为最大程度降低员工和客户的安全风险,需要在电池存放、装配和检测中进行重点管控。
专项管理:针对高压电池制定专项管理文件,涵盖运输、存储、装配、检测及返修等各个环节。
风险控制:采取有效措施降低电池安全风险,如安装绝缘装置、设置烟雾报警器等。
应急响应:制定电池事故应急预案,明确应急处置流程和责任人,确保在事故发生时能够迅速响应和有效处置。
强化监督:加强对电池管理文件的执行情况的监督检查,确保各项措施得到有效落实。
6.流程文件完善
高压管理的各项工作离不开流程文件的规范与支持(见图10)。顺义工厂在执行公司安全管理部和研发部制定的高压相关流程文件的基础上,结合车间实际情况,创建了具有部门特色的文件。这些文件详细规定了员工操作规范、设备维护要求及应急处理流程等,有效降低了安全事故的发生概率。
7.现场高压管理
为确保高压管理体系的有效落地和执行到位,顺义工厂建立了定期检查和沟通制度。通过对高压设备状态、员工资质、知识掌握情况及应急物资的定期检查,及时发现并消除潜在的安全隐患。同时,定期组织召开高压安全会议,传达最新信息、总结前期工作、追踪重点问题并部署下一步工作计划,实现了高压工作的PDCA闭环管理。
8.安规检测
为响应国家对新能源汽车安全水平要求的不断提高,顺义工厂在建厂初期就重点推进了安规检测项目的落地。依据工信部第55号令与国标GB18384—2020,工厂利用安规仪对新能源汽车进行了六个关键指标的检测(见表3),确保了产品的安全性和合规性[2]。
9.高压应急演习
应急演习是检验高压管理体系和员工应急能力的重要手段。顺义工厂制定了详细的年度应急演习计划(见表4),通过模拟真实的高压安全事故场景,使员工熟悉应急流程、掌握应急技能、提高应急反应速度。同时,通过演习发现存在的问题和不足,为后续的改善提供参考。
成果展示
在高压管理体系的运行过程中,顺义工厂注重运用PDCA的思路,通过日常检查、员工反馈及事故调查等多种方式收集信息,对发现的问题进行深入分析并制定改进措施。通过上述体系的搭建,顺义工厂取得了以下显著成果。
准入通过:顺利通过工信部MIT工厂准入审核,确保可以投产电动车。
体系审核:通过ISO和TS16949体系审核及戴姆勒全球审核。
公司内审:通过公司安全部、高压组织和质量部的审核。
高压0事故:保障了新能源汽车生产过程中的高压安全,从2020年电动车试装准备开始至今,无高压相关问题和事故。
人才储备:建立了电动化人才的储备库,有力保障了电动车的生产和交付。
结语
顺义工厂在新能源汽车从项目确立到序列化生产的过程中,通过建立健全的高压管理体系,实现了高压安全管理的规范化和系统化。这一体系不仅保障了生产员工的生命安全和生产过程的顺利进行,还提升了企业的整体竞争力和社会形象。未来,顺义工厂将继续深化高压管理体系建设和完善工作,为推动公司和集团的新能源汽车产业的健康发展贡献更多力量。
参考文献:
[1] 裴学杰,张鑫.新能源汽车维修安全防护及性能测试[J].内燃机与配件,2022(6):93-95.
[2] 李洪涛.浅谈新能源电动汽车的专项检测技术[J].客车技术,2019(1):37-38.