塑料嵌件的超声波焊接工艺及常见问题分析
2024-09-25郭智敏周林王世军杜文权




【摘 要】文章介绍钢件上塑料嵌件的超声波焊接工艺,通过该结构的超声波焊接原理,结合产品需求确定焊接工艺及参数,以试验对比优化焊接过程,总结常见的焊接问题,形成可靠的焊接工艺,为类似结构的超声波焊接提供工艺思路和方法。
【关键词】塑料嵌件;超声波焊接;焊接参数;焊接问题
中图分类号:U465.41 文献标识码:A 文章编号:1003-8639( 2024 )09-0075-02
Ultrasonic Welding Process of Plastic Inserts and Analysis of Common Problem
GUO Zhimin,ZHOU Lin,WANG Shijun,DU Wenquan
(Chengdu Huachuan Electric Parts Co.,Ltd.,Chengdu 610106,China)
【Abstract】This article introduces ultrasonic welding process of plastic inserts,confirm the welding process and parameters base on the ultrasonic welding principle of this structure and product requirements,optimize welding process by parameter comparison test,summarize common problems,forming reliable welding processes,provides process ideas and methods for ultrasonic welding of similar structure.
【Key words】plastic inserts;ultrasonic welding;welding parameters;welding roblems
1 超声波焊接原理及结构
超声波焊接结构如图1所示,通过超声波发生器将50/60Hz电流转换成15~40kHz高频电能输出给换能器的压电陶瓷,使换能器产生同等频率的机械振动,随后机械运动通过一套可以改变振幅的变幅杆装置传递到焊头,焊头将接收到的振动能量传递到待焊接工件的结合部,在该区域振动能量使2个物体表面相互摩擦,摩擦产生热能在焊接区域形成分子层之间的熔合[1],冷却固化后完成嵌件的焊接,如图2所示。
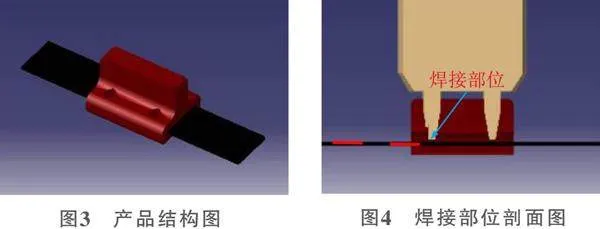
本文采用的钢件材料为高碳钢,在焊接前表面镀了一层涤纶树脂膜,采用特殊的涂层工艺使其附着力良好,产品结构如图3所示。金属焊接嵌件时,焊头采用凸极式的点焊模式,凸极在钢带表面摩擦,使金属局部快速升温,当温度超过220℃时,塑料嵌件开始熔化,由于压力作用开始与金属表面的塑料形成分子连接,当温度达到250℃时,两种塑料零件充分连接,在金属焊接面形成可靠的粘接力,具体焊接部位剖面图如图4所示。
2 超声波焊接工艺及参数匹配
超声波焊接功率公式如下:
P=kH3/2δ3/2
式中:P——焊接功率;k——系数;H——材料硬度;δ——焊接零件厚度。
产品选用功率为3kW的常规超声波焊接设备,足够满足工艺需求。
2.1 零件装配及压紧
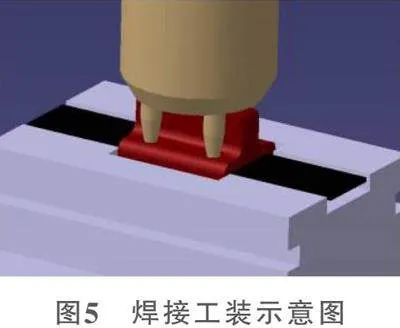
塑料嵌件与钢带之间的焊接主要作用是将塑料零件固定,所以需要确保良好的粘接力,同时相对位置也需要保证一致性,通过辅助工装对产品进行定位以确保焊接位置一致性。将设备的焊头下降至图5所示位置,实现对焊接面的压紧,通常用设备的焊接延迟时间、触发压力来达到压紧目的。
2.2 焊接参数
超声波焊接主要工艺参数有:频率、振幅、焊接压力、焊接时间等[2]。
1)频率。根据产品结构,超声波焊接机采用较低的谐振频率,通过设备的实时频率搜索,频率控制锁定在19.8kHz。
2)振幅。振幅决定了摩擦功的大小,且与材料表面上氧化膜的去除效果、塑料流动状态以及粘接表面的加热温度有关,并不能直接得出,于是需要从较低的振幅逐渐递增,找到焊接的最佳振幅。振幅与焊接的关系见表1。
通过试验可以看出,振幅太小,摩擦功不足,焊接面没有充分熔化,导致焊接强度不足。振幅过大时,焊接时产生了较多的焊渣,塑料嵌件底部变形,由于存在较大的形变和应力,实际的焊接强度也下降了。由此,选用60%左右的振幅比较合适。
3)焊接压力。焊接压力为焊头直接传递到焊接零件表面的压力。当压力过小时,焊头与工件的摩擦系数太小,不能在零件表面形成有效的摩擦功,导致加热温度不足,产品的熔接程度不足,降低焊接强度[3];当压力过大时,摩擦系数过大,阻碍了焊头的振动,导致振幅减小,同样降低焊接强度。由于不同焊接需要的压力不相同,也需要通过由小到大递增的方式进行试验。最简单的评估方法是声音,摩擦时焊头与金属之间会产生摩擦声,一般情况下摩擦声音越响亮,摩擦功也就越大,塑料嵌件的焊接压力控制在0.4MPa左右最佳。另外,通过试验发现塑料嵌件的焊接需要对焊头的高度进行限位,焊接过程中,摩擦功传递到塑料嵌件的能量使塑料熔化的过程中,也可导致嵌件底部与工装的支撑面变形或者压塌,所以需要增加下降限位,确保焊头不能继续下降。压力与焊接的关系见表2。
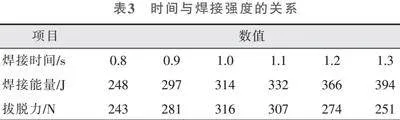
4)焊接时间和焊接能量。焊接时间是将超声波能量传输到焊接零件上的时长,焊接时间越长,焊接能量越大,同样焊接能量也是靠一定时间将能量完全释放的过程,这两种模式都可以用来控制能量的大小。随着焊接时间的加长,摩擦功在金属表面产生的温度就越高。通过试验,焊接时间控制在0.9~1.1s,能量在300~330J范围内,焊接效果比较理想,试验结果见表3。
2.3 固化
焊接后,金属表面的温度还比较高,立即将产品取出,由于熔接表面还没有完全固化,压力释放后,焊接部位的强度也会受到影响,甚至出现裂纹或者虚焊的情况。一般的固化时间在0.5~4s内调整,具体的时间可以通过试验对比法、经验调整法、厂家设备参考等确定。
3 超声波焊接品质的优化
在超声波焊接时,稳定性很重要,连续的生产过程中往往会出现波动,较大的波动甚至会影响焊接的品质。以嵌件焊接为例,由于采用点焊模式,焊接直接决定摩擦功的能量大小,不考虑设备波动影响的情况下,原材料的一致性尤为重要。焊接产品时,靠塑料嵌件的底部做支撑,嵌件凹槽内部做焊接面,这2个面的平行度和平面度非常重要,但是注塑工艺在零件表面会产生脱模斜度,此时设计零件时的脱模斜度应在非焊接面上,以保证焊接面的平面度,如图6所示。另外塑料嵌件加工出来后,需要放置24h以上,彻底消除塑性应变力的影响。
由于采用的两点焊接常出现一端焊接牢固,另一端焊接稍差,这主要是焊接时焊点与焊接面的平行度不良,导致2个焊点的压力不一致,摩擦功传递的能量不一致,需要定期校正焊点。通常最简单的方法是使用水平块校直焊点高度,将设备调至准备/调试模式(只下压不焊接),下压至水平块上,测量焊点与水平块之间的间隙,确保焊点平行。如果焊点平整后依然有此问题,塑料嵌件就应该注意安装的位置和方向,以保证每次的装配误差最小。
焊接的稳定性也受环境影响,其中电压和气压的影响最为明显。如果电压长期不稳定,需要配置稳压器。如果气压不稳定,可以增加储气罐,减少气压波动。
4 常见问题分析
在正常焊接过程中,发现焊接合格率大幅下降,检查工艺过程均未发生改变,主要的原因很可能是塑料嵌件可焊性降低。
1)塑料嵌件受潮后,吸收了空气中的水分,焊接时由于焊点传递的摩擦功没有变化,但是由于水分的存在,导致焊接面温度降低,同时表面挥发的水膜也会阻碍塑料分子链的形成,导致焊接强度下降,所以焊接前应对塑料嵌件做烘干处理。
2)表面脏污。脱模剂、杂质、油污等对超声波焊接有一定影响,虽然超声波焊接时有将加工面的溶剂、杂质、油污等振出的作用,但是对于这种面接触焊接的塑料零件,其作用很有限,所以应尽可能去除表面的污染,保证良好的可焊性。
3)再生塑料的焊接强度较差,对超声波焊机适应性很差,所以不建议使用再生塑料。
5 结束语
塑料嵌件的超声波焊接工艺受多种因素的共同影响,需要从物料特性、物料尺寸、物料存储及使用环境、设备参数、设备稳定性、设备维护、工装尺寸等多方面综合考虑,并需要通过具体的生产情况做相应的优化和调整,才能保证产品可靠的焊接品质。
参考文献:
[1] 张想,谭伟超,沈凤梅. 塑料超声波焊接技术研究[J]. 现代制造技术与装备,2022,58(1):115-117.
[2] 张胜玉. 塑料超声波焊接技术(上)[J]. 塑料包装,2014(6):50-54.
[3] 金范植. 浅析超声波塑料焊接工艺与应用[J]. 中国新技术新产品,2021(13):87-89.
(编辑 杨凯麟)
作者简介郭智敏(1984—),男,主要从事电机工艺开发、新产品工艺研发工作。
