基于物联网与计算机技术的工业设备监控系统设计方案分析
2024-09-23杨丽莹

关键词:物联网;计算机技术;工业设备监控系统
中图分类号:TP277;TP393.1 文献标识码:A
0 引言
物联网作为新一代信息技术的高度集成和综合运用,可以将日常生活中的各类事物与互联网相连接,并借助现代化技术,实现各类事物的智能化管理。通过科学地应用物联网技术及其他新兴技术,可以实现各种工业设备实时检测和智能化监管,从而获取信息数据,然后对这些数据进行分析和总结,并以此为依据进行自动化调节和操控。目前,随着研究理论日益深入,物联网在工业领域中发挥的作用也愈发重要。基于物联网技术的优势,通过结合计算机技术等,可以实现工业设备智能互联和自动监管,在相关技术助力下,为我国工业企业智能化发展做出重要贡献。
1 研究背景
越来越多现代化技术的出现加快推进我国工业化进程。目前,在多元化技术支持下,工业智能化发展成为主要方向。从宏观角度来看,智能化建设是指设备、服务器之间通过有效连接来实现交互;从微观角度来看,智能化建设是指设备实现自动化、智能化建设水平。工业智能化发展为智慧工厂建设奠定了基础,而设备联网是其决定性因素。设备联网的核心在于服务器可以实现对设备的实时化、远程化管控[1]。
现阶段,以设备联网、智能化建设为核心的工业设备监控系统平台得到广泛研究,相关理论日益成熟丰富。具体来看,监控工业设备的系统平台设计方案多种多样,以某系统设计方案为例,其通过结合以太网和无线传感器网络技术来构建系统架构,但该系统造价成本相对高昂,对于一部分实力较弱的企业而言,经济压力较大。因此,本文从成本角度出发,提出一种基于物联网与计算机技术的工业设备监控系统设计方案,旨在为工业企业进一步推进智能化、实时化管控提供支持。
2 系统设计方案概述
2.1 系统设计需求分析
目前,“工业4.0”“智慧工厂”等概念不断深化,为我国工业发展指明了智能化、自动化的新方向。在此背景下,基于现代化技术,构建科学、高效、智能的工业设备监控系统成为重点。
该系统主要目的是实现工业设备的智能化监管和远程化操控。因此,在设计系统架构过程中,需要综合考虑以下5 项内容:①全面性。保证该系统可以对工业设备进行全方位监管,实时化掌控设备运行状态、操作参数及产生的数据等各项信息。②远程化。确保该系统可以实现远程操作,借助网络系统并且无须近距离接触仪器设备,实现系统的智能化调控。③便捷化。系统采集的各项信息均可以自动化汇总、分析、处理和备份存储,利用网络将其分类并且传输到相应操纵界面,便于工作人员查看和调取。④智能化。系统具备异常信息自动化识别、分析及预警功能,其可以将采集的信息与历史信息进行对比,确定异常信息,并及时通过网络传输到相应的操作界面,同时自动示警来提示工作人员。⑤安全性。系统内部储存大量信息内容,应科学构建防护体系,避免信息遗失、错漏或者被恶意篡改[2]。
2.2 系统架构设计
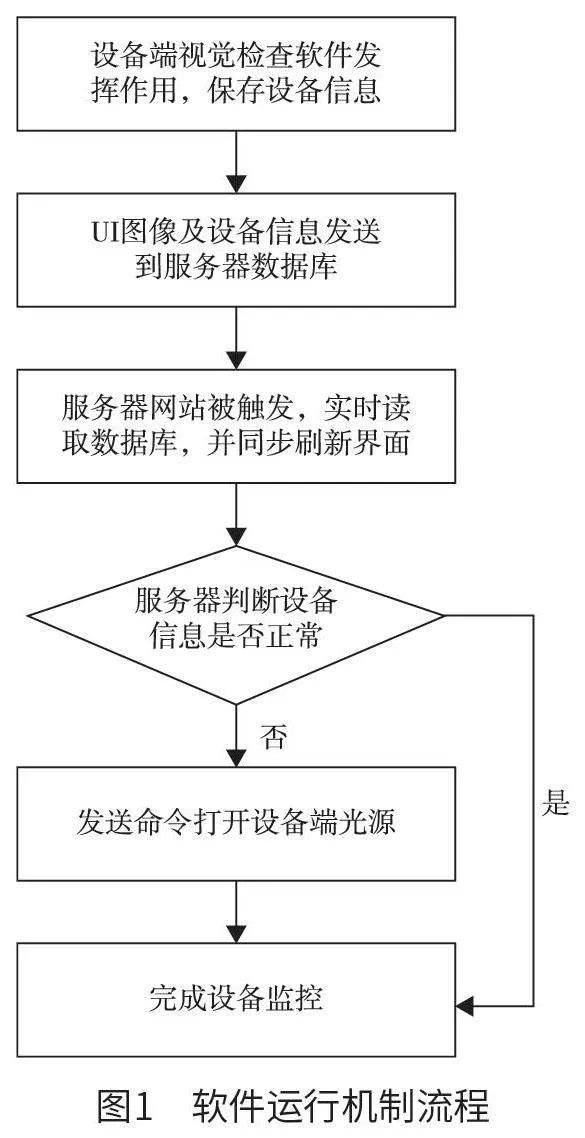
本文设计的工业设备监控系统由软件部分和硬件部分组成。其中,软件部分包括服务器网站系统和设备端视觉检查软件。软件运行机制流程如图1 所示。
由图1 可知,该系统软件部分的设备端视觉检查软件先发挥作用,对产品标签进行检查,保存设备信息。借助物联网将获取的信息传输到服务器中的数据库,同时发挥用户界面(user interface,UI)截图的作用,将获取的图像文件通过文件传输协议(file transfer protocol,FTP)传输到服务器。服务器接收到来自数据库或者FTP 目录文件发送的刷新信号后,将其展现在网站界面上,便于工作人员查看,从而实现设备远程智能化管理。此外,服务器可以基于自身内部的算法、模型自动判断设备是否正常,如果正常则完成本次设备监控,等待下一次监控信号;如果存在问题,则依靠设备端光源展示信息,判断具体问题并示警。例如,未通过(notgood,NG)信号表明产品标签环节有误。基于此,设备的实时状态得到智能化管理。
结合图2 可知, 硬件由服务器PC(serverPC)、设备PC(machine PC)和有线局域网组成。server PC 和machine PC 依靠有线局域网实现信息交互。
2.3 远程数据库和FTP 作用发挥过程
为了确保系统功能得以充分发挥,其服务器网站具备实时查看设备端软件信息、软件UI 图像的功能,这也是实现系统监视功能的前提。本文提出的设计方案中,服务器端网页以因特网服务器为基础,应用脚本语言ASP.NET 完成开发。该软件部分在HTTP 请求文档上完成创建[3]。
设备端软件应用C# 语言完成开发。该部分具备自动拍照功能,可以通过服务器发布的命令实现自动拍照,并对产品标签进行视觉检查,确定标签是否存在。同时,其可以汇总检查结果并借助网络将其传输到服务器端。该设计方案中各光源设备之间存在联系,使智能化管控成为可能。这为系统具备光源控制功能奠定了基础,当检查标签无状态时,呈现NG 信号,此时标签设备相应的光源开关被触发,并且同步示警,提醒相关人员。
此外,为了保证该系统具备可扩展性,降低后期维护难度,设备端、服务器端软件都借助NET平台完成开发。这确保了软件功能的整体耦合性,避免出现各功能模块难以协同运行的问题。
machine PC 与server PC 通过有线局域网实现连接。服务器端数据库开启远程读写允许配置,设备端软件借助SPL 语句实现特定IP、端口数据库插入。为了确保远程数据库记录清晰明了,数据翔实,服务器网站每隔2 s 读取数据库信息并显示在屏幕端,此时可以在网站页面查看来自设备端的信息[4]。
设备端软件完成产品检查后,会自动对软件当前状态界面进行截图,然后归档保存,并通过FTP协议发送到服务器FTP 目录中。网站会实时获取拍摄的图像文件,将其与信息数据内容进行对比验证。通过这一操作,保证设备端和服务器端界面能够有效对应,从而提升工作人员查看流畅度和效率,避免信息失真、失误的现象出现。
2.4 基于Socket 的设备状态控制过程
在采集设备端检查作业数据信息后,基于套接字(Socket)控制设备状态,其会自动识别判断服务器设备是否正常,如果识别出的信号为NG信号,则会对相关数据做出自动反应(如数据提取、汇总及分析等)。此过程中,信号通过有线局域网传输到设备端软件部分,其接收到信号后,触发光源控制按钮,在确保按钮打开时同步示警。通过这一设计,可以实现设备智能化监控,即使作业现场无人值守,也可以智能化地完成工业设备信息反馈。Socket 通过描述IP 地址和端口,实现不同虚拟机之间或者不同计算机之间的通信,也可以将其看作是通信链的句柄[5]。
在实际应用过程中,服务器和设备端主机往往包含多个服务软件,内部包含多个服务体系,可以提供种类多样的服务,为了有效区分服务类型,确保每个服务都可以打开一个Socket,其可以与对应的端口进行连接。尽管服务器和设备端主机上存在多个类似的Socket,但其对应的服务和服务端口可以被精准区分。
本文应用Socket 实现设备状态控制,其过程如下:设备端负责监听并获得信号,此时网络正常运行,可以实时监控及传输信息,并且设备端处于待连接状态。服务器发出请求后,基于IP 和端口,借助Socket 实现连接。确认连接之后,设备端就连接请求做出响应,此时新线程建立,设备端处于持续工作状态,可以接收来自服务器的相关命令,并根据命令信息,有针对性地做出响应动作[6]。
3 系统方案验证
通过实验验证该系统设计方案的可行性和实用性。在实验之前,按照本文提出的系统设计方案,以某无标签设备和有标签设备为研究对象,借助系统识别设备信息,并且以结果为基准,探究该系统设计方案的应用价值[7]。
对于无标签的设备进行识别,在检测过程中,设备端软件识别出NG 信号,将其信息传输至远程数据库。服务器接收到数据库端的信息刷新信号后,将信息同步更新到网站界面,实现网页页面和设备端的信息一致,之后基于Socket 通信向设备端软件发出打开光源命令信号,此时设备端软件接收信号并且打开光源。经过人工复检,发现设备端同步打开光源,此时服务器端也呈现该提示。
对于标签正常的设备进行识别,在检测过程中,设备端软件信号正常,将其传输到服务器数据库。服务器数据库网站实时读取信号并同步刷新界面,然后服务器判断信号,确定其代表产品有标签,则不会触发设备端光源报警,直接完成设备监控。通过人工复检发现,设备端软件并未激发光源设备打开。
由上述验证可知,该系统架构合理,可以满足对工业设备的自动化、实时化管控的需求。同时,相较于传统人工监控方式,该方法效率更高,其所需时间为传统人工方式完成监控时长的1/3,且准确率达到99.99%。虽然其也会受多种因素影响出现故障,但其准确性具有一定的优势。
4 结语
本文围绕工业设备监控需求,提出了一种基于物联网和计算机技术的工业设备监控系统设计方案。该系统由硬件部分和软件部分组成,是确保其功能实现的基础。实验结果表明,提出的设计方案在工业设备监控中具备优良性能,可以有效识别产品状态。相较于传统人工监控方式,其在准确性、效率和整体成本方面占据优势。
