基于主轴电机电流的铣削力模型的试验研究
2024-07-01毛华伟


摘要:针对利用测力仪或测力系统测得铣削力的数据,然后通过数学方法获得铣削力经验公式的试验方法,依据硬质合金铣刀的铣削力经验公式,根据电主轴恒转矩的调速特性,建立主轴电机电流和铣削力之间的对应关系,间接测得金属陶瓷铣刀的铣削力。采用回归分析法得到铣削力经验公式,然后验证了它的可靠性,克服了利用测力仪或测力系统求切削力经验公式存在的测力仪安装不方便、价格昂贵、只能在特定环境下使用等缺点。
关键词:主轴电流;电主轴;铣削力;经验公式
中图分类号:TH113 文献标志码:A 文章编号:1671-0797(2024)12-0006-05
DOI:10.19514/j.cnki.cn32-1628/tm.2024.12.002
0 引言
随着高速电主轴技术和机床制造技术的发展,切削在机械制造业中的应用越来越广泛。切削力是金属切削过程中一个重要的参数,也是精密加工领域研究的重点课题。切削力的大小会影响切削热的产生、分布,刀具磨损和使用寿命,也影响被加工表面的加工精度和表面质量;同时,切削力也是机床主轴选型和进给运动机构设计的主要参考,切削力的计算与检测可以帮助合理选择切削用量和刀具,提高切削加工效率,降低生产成本[1]。
预测高速铣削铝合金材料时的切削力没有现成的经验公式,也缺少可以借鉴的切削理论,所以,用试验研究铣削力的经验公式是比较有效的方法。刀具采用金属陶瓷铣刀,利用测力仪测量切削力,在大量试验的基础上,用数学方法对所得数据进行处理,可以获得计算切削力的公式。但在实际生产机床上安置测力仪是相当困难的:一是在测试机床和实际加工过程中安装不方便;二是测试结果准确性不高,需要在特定的环境条件下测试,精度才能有保证,并且测力仪很昂贵,不适合普遍使用。间接测量切削力的方法是解决问题的一个途径,近年来国内外众多学者对通过电机电流和功率等参数间接测量切削力做了大量研究[2],相比测量切削力,测量电主轴的电流简单方便,成本极低。本文依据资料或手册里的铣削力经验公式,通过监测电主轴的电流,利用电主轴恒转矩的调速特性,建立电机主轴电流和切削力之间的对应关系,就可以获得未知材料或刀具比较准确、可靠的铣削力数值。
1 电主轴调速特性
电主轴是采用主轴电机内装,将电机定子装配在电主轴的壳体内,转子和芯轴做成一体的功能部件[3]。有两种驱动和调速方式,即恒功率调速和恒转矩调速[4]。
1.1 恒功率调速
恒功率调速是指在一定转速范围内,转速变化时,输出功率保持恒定,电主轴的转矩随转速的升高而下降。一般在启动及低转速时采用恒转矩调速,而高转速时采用恒功率调速,保证电主轴在低转速时有较大的输出转矩,满足低速大转矩的切削要求,在高转速时保持电主轴输出功率恒定,可实现小切削量、高转速的要求。
1.2 恒转矩调速
恒转矩调速是指电主轴在一定转速范围内,转速变化时,输出转矩不变。由电机理论可知,变频时,当电势频率比E/f为常数时,可保持电机气隙磁通Ф不变,实现恒转矩调速。当忽略电机定子阻抗时,可由电压频率比代替电势频率比(U/f≈E/f),即只要保持U/f为常数,就可以近似获得恒转矩调速特性。
2 试验用电主轴
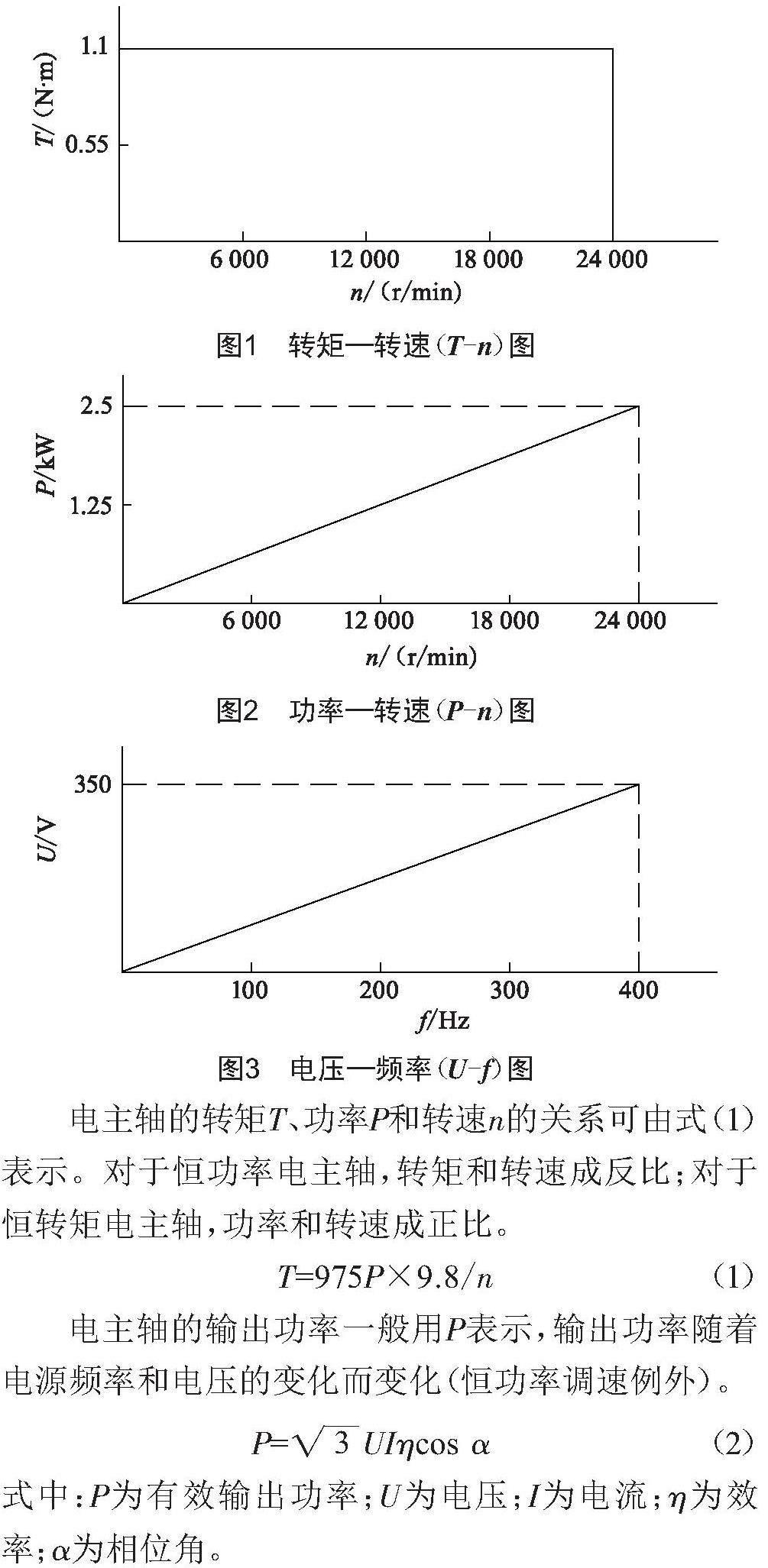
本文试验用电主轴为恒转矩电主轴,其在调速范围内转矩恒定(图1),输出功率与转速成正比(图2)。其主要指标为:3相350 V,功率2.5 kW,最高转速24 000 r/min,驱动频率400 Hz,电压与频率成正比(图3)。
电主轴的转矩T、功率P和转速n的关系可由式(1)表示。对于恒功率电主轴,转矩和转速成反比;对于恒转矩电主轴,功率和转速成正比。
T=975P×9.8/n (1)
电主轴的输出功率一般用P表示,输出功率随着电源频率和电压的变化而变化(恒功率调速例外)。
P=UIηcos α (2)
式中:P为有效输出功率;U为电压;I为电流;η为效率;α为相位角。
电压U和电流I的大小可以测出;效率η为电主轴输出功率与输入功率的比值,效率越高,电主轴的有效输出功率越大;相位角α决定有效功率和实际功率的相对大小。
3 试验方案
端铣刀铣削碳钢的铣削力Fz经验公式模型为[5]:
Fz=7 753ap1.0·fz0.75·ae1.1·z·d0-1.3·n-0.2·kFz (3)
式中:7 753为铣削力系数;ap为铣削深度;fz为每齿进给量;ae为铣削宽度;z为铣刀齿数;d0为铣刀直径;n为主轴转速;kFz为铣削力修正系数,kFz=kmFz·kγFz·kkFz,kmFz、kγFz、kkFz取值如表1所示。
进给速度vf与每齿进给量fz、铣刀齿数z、主轴转速n的关系如下:
vf=fz·z·n (4)
可设金属陶瓷刀具的铣削力Fc经验公式模型为:
Fc=CFafazdn (5)
式中:CF为与工件材料和刀具材料有关的系数;b1、b2、b3、b4、b5为各相关参数的指数。
由式(1)(2)可知,在电压一定的情况下,电主轴所受铣削力与电流一一对应,在一定电压下,利用式(3)求出硬质合金端铣刀铣削45钢的铣削力,用相同直径的金属陶瓷刀具铣削铝合金,改变铣削参数,使电流与硬质合金端铣刀铣削45钢时的电流相同,可以间接获得金属陶瓷端铣刀铣削铝合金的铣削力。改变电主轴的电压,利用上述方法求出多组金属陶瓷端铣刀铣削铝合金的铣削力,建立金属陶瓷刀具铣削力模型如式(5)所示,通过多元线性回归,求出金属陶瓷刀具铣削铝合金的铣削力经验公式。
4 试验条件
机床:改造的南通仿型铣机床。
电主轴:转速24 000 r/min;功率2.5 kW;额定电压350 V;额定电流6 A;频率400 Hz;相数3相;极数2极,水冷却,油脂润滑,BT30刀柄,气动松刀。
刀具:硬质合金端铣刀(直径?准=36、40 mm,齿数z=3、4)和金属陶瓷端铣刀(直径?准=36、40 mm,齿数z=3、4),前角γ0=100和主偏角κr=900。
冷却方式:干切削(铣7009铝)和冷却液(铣45钢)。
铣削方式:顺铣。
加工材料:45钢和7009铝。
电流测量:WT1600数字式功率计,基本精度0.1%;电流输入10 mA~5 A;电压输入1.5~1 000 V。
转速测量:激光测速仪,精度0.01%。
5 经验模型的建立
对式(4)作线性化处理,即取对数:
lg Fc=lg CF+lg a+lg f+lg a+lg z+lg d+lg n (6)
lg Fc=lg CF+b1lg a+b2lg f+b3lg a+lg z+
b4lg d+b5lg n (7)
令y=lg Fc-lg z,b0=lg CF,x1=lg a,x2=lg f,x3=lg a,x4=lg d,x5=lg n,得到线性回归方程如下:
y=b0+b1x1+b2x2+b3x3+b4x4+b5x5 (8)
在式(8)中,b0、b1、b2、b3、b4、b5为待求值;y、x1、x2、x3、x4、x5则是取n个不同的值(本次n为10)。
对式(8)的n次试验,各个点的偏差为di=yi-(b0+
b1x1i+b2x2i+b3x3i+b4x4i+b5x5i),求解各点偏差的平方和:
di2=Q(b0,b1,b2,b3,b4,b5) (9)
Q(b0,b1,b2,b3,b4,b5)取最小值的必要条件为:=0,=0,=0,=0,=0,=0,整理得:
(yi-b0-b1x1i-b2x2i-b3x3i-b4x4i-b5x5i)=0,
(yi-b0-b1x1i-b2x2i-b3x3i-b4x4i-b5x5i)x1i=0,(yi-b0-b1x1i-b2x2i-b3x3i-b4x4i-b5x5i)x2i=0,(yi-b0-b1x1i-b2x2i-b3x3i-b4x4i-b5x5i)x3i=0,(yi-b0-b1x1i-b2x2i-b3x3i-b4x4i-b5x5i)x4i=0,(yi-b0-b1x1i-b2x2i-b3x3i-b4x4i-b5x5i)x5i=0 (10)
方程组(10)为正规方程组,进一步化简得:
Nb0+b1x1i+b2x2i+b3x3i+b4x4i+ b5x5i=yi,
b0x1i+b1x1i2+b2x1ix2i+b3x1ix3i+ b4x1ix4i+b5x1ix5i=x1iyi,b0x2i+b1x1ix2i+b2x2i2+b3x2ix3i+ b4x2ix4i+b5x2ix5i=x2iyi,b0x3i+b1x1ix3i+b2x2ix3i+b3x3i2+ b4x3ix4i+b5x3ix5i=x3iyi,b0x4i+b1x1ix4i+b2x2ix4i+b3x3ix4i+ b4x4i2+b5x4ix5i=x4iyi,b0x5i+b1x1ix5i+b2x2ix5i+b3x3ix5i+ b4x4ix5i+b5x5i2=x5iyi (11)
可知,上述正规方程组的系数矩阵为对称矩阵,可用A来表示,则A=XTX。
A= N X1i X2i … X5i X1 X1i2 X1iX2i … X1iX5iX2i X2iX1i X2i2 … X2iX5iX3i X3iX1i X3iX2i … X3iX5iX4i X4iX1i X4iX2i … X4iX5iX5i X5iX1i X5iX2i … X5i2 (12)
用矩阵X和Y来表示常数项矩阵B:B=XTY。
B= YiX1iYiX2iYiX3iYiX4iYiX5iYi (13)
X=1 x11 x21 x31 x41 x511 x12 x22 x32 x42 x521 x13 x23 x33 x43 x531 x14 x24 x34 x44 x541 x1n x2n x3n x4n x5n (14)
Y=[y1 y2 y3 y4 … yn]T,b=[b1 b2 b3 b4 b5]T为待求值。
矩阵B形式为:Ab=B或(XTX)b=XTY。
b=A-1B (15)
如表2所示,试验中硬质合金铣刀选定的切削用量为铣刀直径d0、主轴频率f、铣削宽度ae、铣削深度ap、进给速度vf。主轴转速n、平均相电流I为测量值,Fz是以测量值为基础通过试验中硬质合金端铣刀的切削用量和式(3)求得的硬质合金端铣刀的主切削力。
表3是金属陶瓷端铣刀根据表2中硬质合金端铣刀铣削45钢时的电流适时地改变切削用量,使金属陶瓷端铣刀铣削7009铝时的电流与硬质合金端铣刀铣削45钢时的电流在同种状态下基本相同,即二者此时的主切削力是相同的。
根据表3中的试验结果,利用数学软件Matlab多元线性回归分析,用最小二乘法对数值矩阵(15)进行计算,从而得到主切削力Fc切削力模型为:
Fc=3 867ap0.891 4fz0.691 0ae0.981 9zd0-1.577 2n-0.124 8 (16)
6 试验结果分析
利用最小二乘估算回归系数并进行多元线性回归分析,可以得到复相关系数R2,即回归系数的显著性检验的参数及统计量F和统计量F的概率P[6]。通过计算可得R2=99.56%,R值越大,说明线性关系越密切。自变量个数p为5,试验次数n为10,取检验显著水平为0.01,统计量值F为180.64,查F分布临界表(α=0.01)可得F0.01(p,n-p-1)=15.52,则得到的回归方程是显著的。但并不是所有自变量对因变量的影响都是显著的,自变量对因变量的影响不显著说明二者之间关系非线性或二者无关[6]。为考察每个参数对铣削力的影响程度,对回归系数进行了显著性检验,假设H0i:bi=0(i=1,2,3,4,5),则统计量如下:
Fi= (17)
式中:Cii是(X′X)-1中相应的对角元素。
根据式(17)计算F统计量如下:
i=1时,F1=≈170.85;i=2时,F2=≈364.60;i=3时,F3=≈
155.50;i=4时,F4=≈26.95;i=5时,F5=≈0.66。
结果如表4所示,由F分布临界表查得F0.01(1,4)=
21.20,显著分析可得:
F2>F1>F3>F4>21.20>F5 (18)
由上文的计算可知,在影响程度上b2>b1>b3>b4>b5,即回归系数b1、b2、b3、b4影响显著,b5影响不显著。也就是说,在铣削过程中,每齿进给量、铣削宽度、铣削深度和铣刀直径对铣削力的影响较大,每齿进给量的变化对切削力的影响最为显著,而主轴转速的变化对切削力的影响则不显著。
7 结论
本文通过铣削试验,建立主轴电流和铣削力之间的关系,利用多元线性回归建立铣削力经验公式,可以得出以下结论:
1)与传统求力经验公式不同,本文没有利用测力仪或测力系统进行试验,而是利用已有的力经验公式适时地改变铣削参数求出金属陶瓷端铣刀铣削7009铝的切削力。
2)由回归系数的显著性检验可知,得到的回归方程是显著的,与实际情况拟合较好,可以认为拟合的经验公式是正确的,可以应用于切削过程。
3)随着每个切削参数的增加,铣削力都是变大的,其中每齿进给量的变化对铣削力的影响最为显著,而主轴转速的影响不显著。
[参考文献]
[1] 韩荣第.金属切削原理与刀具[M].3版.哈尔滨:哈尔滨工业大学出版社,2007.
[2] 张琛.基于主轴电机电流的铣削力监控方法研究[D].武汉:华中科技大学,2007.
[3] 毛华伟,李松生,李舒宁,等.高速电主轴永磁体减振系统的设计[J].现代机械,2009(1):4-5.
[4] 牛志刚,张建民,孙宏昌,等.电主轴变频调速控制与参数匹配[J].制造业自动化,2005(5):3-4.
[5] 刘杰华,任昭蓉.金属切削与刀具实用技术[M].北京:国防工业出版社,2006.
[6] 刘则毅,刘东毅,马逢时,等.科学计算技术与Matlab[M].北京:科学出版社,2001.
收稿日期:2024-02-20
作者简介:毛华伟(1979—),男,河南人,工程师,研究方向:高速精密电主轴设计与制造。
