浅谈侧围外板敞口拉延方案及模具设计
2024-06-10刚婷婷吉亮汤敏
刚婷婷 吉亮 汤敏


摘 要:汽车侧围它属于大包围的一种,是汽车的重要组成部分。所谓大包围——汽车车身外部扰流器,源自赛车运动。主要作用是:减低汽车行驶时产生的逆向气流,同时增加汽车的下压力,使汽车高速行驶时更加平稳。而引用到民用车上的大包围不再那么看重功能性,更强调的是外型的美观协调和个性化。在越来越追求个性的今天,外观上变化繁多、安装方便又最容易被看见的汽车改装件——大包围渐渐成为车主们首选的产品。论文主要以某款汽车外覆盖件侧围为例,简述了侧围冲压工艺方案的制定以及上下双活敞口拉延模具结构设计的工作原理。
关键词:侧围工艺方案;敞口拉延模
中图分类号:U466 文献标志码:A 文章编号:1005-2550(2024)03-0088-04
Brief Discussion on Open Drawing Scheme and Die Design of Side Wall Outer Plate
Abstract: It belongs to a kind of large enclosure,Its an important part of the car.The so-called great encirclement of cars—external spoiler of automobile body,originated from motor sport.The main function is:to reduce the air flow generated by car while driving,and increase the downforce of the car,so that the car runs more smoothly at high speed。However,the big encirclement of civil vehicles does not attach so much importance to functionality,but to the beauty,coordination and personalization of appearance.In the pursuit of individuality,the car refit with various appearance,convenient installation and easy to be seen—big siege has gradually become the preferred product for owners.Is this paper,taking the side panel of a certain vehicle of automobile as an example,the working principle of the stamping process plan and the structure design of the upper and lower double movable open drawing die for the side panel is briefly described.
Key Words: side wall process plan; open drawing die
1 引言
東风模具自1993年开始设计制造轿车神龙富康ZX模具以来,不断挑战自我,开拓创新,实现产品、技术的跨越式发展,为东风集团自主开发轿车做出了极大的贡献。截止2021年,已经累计开发5000余套轿车模具,已经攻克典型轿车外覆盖件中难度最高的侧围、乙子板等零件的模具设计制造技术,具备每年开发多个轿车整车项目模具的开发能力。东风模具的客户遍布祖国大地,甚至囊括海外。其主要客户包括东风日产、东风乘用车、东风本田、神龙汽车、岚图汽车、小鹏汽车、吉利汽车、通用汽车、陕汽、东风股份、东风商用车、东风特种车身、东风裕隆、越野车、郑州日产、安徽华菱、比亚迪、广汽乘用车、日产汽车公司、上海赛科利、威马汽车、武汉通用、正和车身D5等等。我们每年承接的汽车外覆盖件侧围不少于五个,因客户群里不同,侧围样式也会略有不同。我们接下来以某款侧围外板为例,主要讲一下一个侧围是怎么从一张平板料魔术般的变成为形状复杂的侧围产品。
2 侧围分类
侧围总成一般分为分体式和整体式。
分体式:将侧围在B柱处分其他部件前后两部分,作为两个零件。或A柱、B柱、C柱、D柱为独立结构,需要时焊接成一个整体侧围,优点:结构简单,便于模具制造,工艺成形性好;缺点:整体刚性、强度不好,材料利用率较低,增加成本。
整体式:将侧围作为一个整体部件,与焊接组成白车身。优点:整体刚性、强度好,节约材料,成本低,总成件少,易于焊接、装夹、搬运。缺点:结构复杂,模具制造困难,工艺成形性不好。
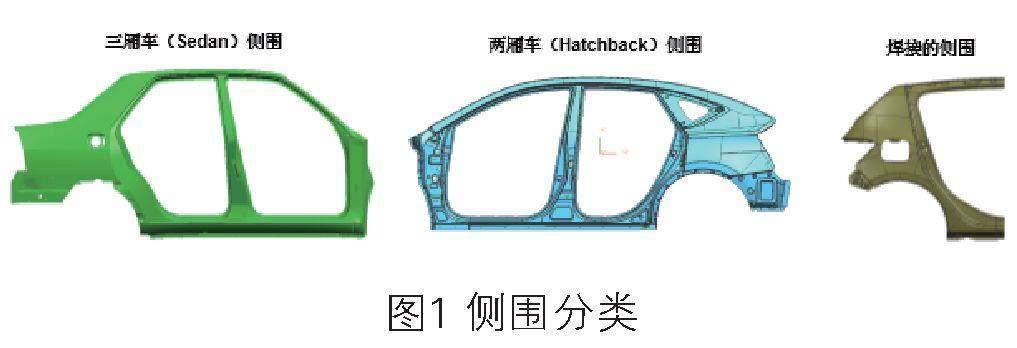
轿车的整体式侧围有多种构造,常见的有三厢车(Sedan)侧围、两厢车(Hatchback)侧围。一些皮卡类的侧围,还有拆分成前后两段焊接的构造。(如图1所示):
三厢车与两厢车的侧围的主要区别就在于其后部。三厢车的尾部匹配的是行旅箱(Trunk Lid)。两厢车尾部匹配的是后背门(Back door)。
3 侧围冲压工艺方案制定
下面我们以某汽车这款超大型MPV的外覆盖件侧围外板为例,简单讲述一下侧围外板整个冲压工艺方案制定及敞口拉延模结构设计原理。
3.1 侧围产品特点介绍
这款超大型MPV外覆盖件侧围产品如图2所示,该零件是典型的冲压件。
零件的外观尺寸为:长3796mm,宽1566mm,高266mm;材料为DC56D+Z、料厚0.65mm。
产品特点:零件大、深度深、后门洞有电动门滑轨、轮罩处后期有包边、侧围门槛侧没有侧壁法兰、整个侧围强度较差。
3.2 侧围冲压工艺方案简介
经过前期对侧围产品各部位(A柱、B柱、C柱、顶盖侧、门洞、门槛、尾灯等)研究分析,前期同步模拟,最终制定冲压工艺方案内容如下图3所示:
OP05序开卷落料(门洞废料回收,提高材料利用率);
OP10序拉延(门槛侧敞口拉延成型,提高材料利用率);
OP20序修边、冲孔、整形、侧修边;
OP30修边、冲孔、整形、侧整形(顶盖侧压料整形);
OP40序修边、冲孔、翻边、整形、侧修边、侧冲孔、侧整形(A柱侧夹持整形)。
侧围后工序模具结构相对都比较复杂,工作量大,项目周期短;对设计的专业技术水平有非常高的要求。
一个完整的冲压工艺不仅仅只是简单完成工序内容的制定,还需要一系列的成型模拟反复验证,同时需要满足客户自动化生产方式的零件搬送模拟如图4所示:
4 敞口拉延的应用现状
在冲压件成型的过程中,往往因为零件原因、毛坯原因、客户原因等等因素,我们会看到有很大一部分零件采用了敞口拉延成型。常见的敞口拉延成型件零件有发动机机罩内板、地板、轮罩、侧围外板等(如图5所示)。
尽管敞口拉延成型很早被提出并应用,但是大部分零件都是局部小范围敞口设计,不需要模具上下双活结构来实现器成型,以往项目的侧围敞口拉延方案也是如此。本次在某超大型MPV侧围外板上使用并且是整个门槛侧采用敞口拉延方案成型的工艺还是比较少的。侧围外板大型零件大面积敞口拉延方案是对工艺设计、模具设计和现场调试的多重考验。
4.1 敞口拉延方案的成型特点
其主要优点是使拉延深度变浅,节省毛坯料,提高材料利用率。但是敞口拉延方案因拉延浅也会存在成形性不充分、起皱等系列问题。需要前期在冲压工艺设计阶段考虑并实施对策方案。确保敞口拉延方案前期工艺模拟可以成型一个合格的拉延件。
4.2 敞口拉延方案制定
我们为什么制定敞口拉延方案?侧围拉延序OP10,鉴于此款侧围产品的一系列特殊性。产品零件较大,门槛无侧壁法兰,成型时需要的毛坯尺寸就比较大,并且客户对于毛坯采购尺寸的限制需求(尤其是卷宽方向)等原因,故此侧围零件后期采用门槛侧敞口拉延成型的方式实现拉延成型。其成型过程如下图6所示:
5 侧围敞口拉延方案模具结构特点
模具方案:该模具是在传统的单动压机上生产,设备工作台面为4600×2300,模具长宽高为:4720×2640×1160。模具非常大,其主要组成如下图7所示:凸模、壓料圈、凹模、浮动凹模。模具工作原理:首先下模压料圈(部件2、3、4)和下模门槛小压料圈(部件5)在压机气垫托杆的作用下上升至理论行程处(其中因为部件2、3、4和部件5的高度差是通过压机气垫托杆的接触时机差来实现的);接下来凹模和上模浮动凹模(部件6、7)一起在压机上滑块的作用下下移至于下模部件开始接触,此为闭合状态;随后上模在滑块作用下继续下行至下模门槛小压料圈(部件5)到位;继续下行上模浮动凹模(部件6)中的氮气弹簧开始作用,与凹模、下模部件继续作用下移直至拉延成型动作结束(如图7所示)。以上就是此模具的完整工作过程。
6 结论
本文简单介绍了汽车侧围零件的重要性、分类、以及成型特点。汽车侧围是典型的冲压件,一个冲压件的冲压方案有很多种,需要根据外界因素一一确认后得到合适的冲压方案。文章主要介绍了某款超大型MPV侧围件的冲压工艺方案制定以及敞口拉延方案在侧围拉延模具上的应用及工作原理简介。
参考文献:
[1]田福清,王者静.现代模具技术及其进展,模具制造 2002(3).
[2]翁其金,徐新成. 冲压工艺及冲模设计,北京:机械工业出版社,2004.
[3]模具实用技术丛书编委会. 冲模设计应用实例,北京:机械工业出版社,1999.6.
[4]王新华,汽车冲压技术. 北京:北京理工大学出版社,1999.
[5]崔令江,汽车覆盖件冲压成形技术. 北京:机械工业出版社,2003.