动力电池连接片激光焊接虚焊原因分析与改善
2024-06-09陆巍巍陈晨曦徐港来葛金波温业勇
陆巍巍 陈晨曦 徐港来 葛金波 温业勇


摘要: 动力电池连接片虚焊会影响模组的强度和过流,对产品的使用功能造成不良影响。文中从焊接工艺过程分析了连接片虚焊产生的原因,研究了焊接工艺参数对接头熔深的影响。结果表明,在动力电池激光焊接生产环节中,振镜脏污、抽尘速度过小、气体保护气流量过大、连接片有残胶、激光功率衰减、离焦量变化是产生虚焊的主要原因,生产过程需要对以上要素进行有效的管控。
关键词: 动力电池;焊接工艺参数;激光焊接;虚焊
中图分类号: TG 441.7
Analysis and improvement of laser welding pseudo weld causes of power battery connectors
Lu Weiwei1,Chen Chenxi2,Xu Ganglai1,Ge Jinbo1,Wen Yeyong1
(1.Sunwoda Mobility Energy Technology Co.,Ltd.,Shenzhen,518107 Guangdong,China;2.TRUMPF China Co., Ltd.,Taicang,215499 Jiangsu,China)
Abstract: Thepseudo welding of the power battery connection would affect the strength and overcurrent of the module, which would have an adverse effect on the function of the product. In this paper, the reasons of the joint sheet pseudo welding were analyzed from the welding process, and the influence of welding process parameters on the joint penetration is studied. The results showed that in the production of power battery laser welding, the main causes of pseudo welding a were dirty galvanometer, too small dust extraction speed, too large gas protection gas flow, residual glue in the connection sheet, laser power attenuation, and outofcontrol defocus. The production process needed to effectively control the above factors.
Key words: power battery;welding process parameters;laser welding;pseudo welding
0前言铝合金具有密度小,比强度高、比刚度高、良好的塑性加工性能、良好的导热导电性能、良好的耐腐蚀性和可焊性等优良特性,广泛应用航空、航天、交通运输、建筑、机电等领域[1]。在动力电池领域,1060Al合金具有良好的导电性、耐腐蚀等优良特性,是作为动力电池焊接材料的发展方向之一[2]。电芯极柱与连接片的接头被要求具有较强的机械可靠性及良好的导电性能,传统的焊接方法极易出现变形,焊接速度慢等问题。激光焊接具有激光功率密度大、焊接速度快、熔池深宽比大等优势,成为动力电池连接片焊接的最佳选择。
目前,在动力电池连接片激光深熔焊接的生产环节中,焊接接头熔深过浅发生虚焊的现象时有发生。研究表明,影响焊接接头熔深的工艺参数较多,例如气体保护气流量[3-5]、激光功率[6]、离焦量[7]等,而鲜有关于系统全面分析虛焊产生原因分析的报道。因此,文中从动力电池激光焊接生产环节中的人、机、料、法的角度切入,重点分析生产制造工艺中虚焊产生的原因,研究抽尘速度、振镜洁净度、保护气流量、激光功率等工艺参数对接头的熔深的影响。
1试验材料及方法
激光焊接设备主要由通快(中国)有限公司生产的环形光斑激光器(Trufiber 6000 S型BLW)和德国库卡(KUKA)生产的六轴焊接机器人组成。激光器输出功率长时间波动小于±1%,具备功率实时监控,实时负反馈功能。内芯和外环功率都可以在总功率10%~90%区间调整。模拟实际产品,接头采用搭接接头,下部使用2.5 mm厚的电芯顶盖,如图1所示,上部使用1.5 mm厚的1060纯铝板,材料成分与产品相同,如表1所示。主要焊接参数为焊接功率2.8 kW、焊接速度75 mm/s、离焦量﹢2 mm,N2保护气吹气角度30°。
试验目的是研究振镜洁净度、抽尘速度、保护气流量等因素对动力电池连接片焊接接头熔深的影响,虚焊发生的现象一般可以通过观察熔深来判断,为了定量描述虚焊现象,如图2所示,试验将接头的熔深≤0.5 mm称为虚焊现象。将焊接接头打磨抛光至无划痕平面,分别采用扫描电镜观察激光焊接接头的组织、EDS观察焊接接头组织的成分和金相显微镜观察焊接接头的熔深。
2结果与讨论
试验从人、机、料、法4个角度切入,分析动力电池生产环节中虚焊产生的原因。图3是不同角度引起虚焊的故障树分析,从图中可以看出,动力电池焊接工艺生产过程中,虚焊的主要原因分别是极柱和连接片上异物未清洁、抽尘效果差、振镜保护镜片洁净度差、连接片异物未清洁、功率衰减异常、离焦量异常及保护气流量异常,其他因素是次要失效原因。下面逐一讨论以上因素对接头熔深的影响。
2.1离焦量变化引起虚焊
自动化激光焊接连接片时,离焦量是由测距仪测定的。然而实际焊接工况较为复杂,测定的距离可能发生较大的波动,导致离焦量变化。试验采用手动测量实际的离焦量,研究实际离焦量对接头熔深的影响。由图4可知,离焦量为+2 mm时,实际离焦量皆为正离焦,且接头熔深随着离焦量的增加而逐渐减小。当实际离焦量为+4 mm 时,接头的平均熔深为0.45 mm。可以推测出,离焦量变化也有可能导致虚焊现象的发生。研究表明,熔池激光的能量与焦点的位置密切相关,当激光的离焦量从负离焦向正离焦转变时,激光焊接由深熔焊接转变成热传导型焊接[7]。在焊接过程中,离焦量为正时,激光的焦平面位于工件表面的正上方,当正离焦越大,焦平面离工件表面的距离越远,工件表面的激光功率密度就越小,因此接头熔深越小。
2.2激光功率衰减引起虚焊
激光器随着工作时间的增加,激光的功率衰减程度会逐渐的增加。下面采用功率衰减测试仪器采集激光实际的功率,来研究激光衰减程度对接头平均熔深的影响。由图5可知,接头平均熔深随着激光衰减后功率的降低而逐渐降低,当激光功率衰减至2.55 kW时,接头的熔深减小至0.40 mm。因此可以推测,在实际生产过程中,缺少对激光器的维护时,接头的熔深可能会发生虚焊现象。分析认为,当激光器功率发生衰减时,激光有效功率密度减小,导致熔池的深度减小。因此当激光功率衰减至一定程度时,激光器内部元器件老化,如果无功率负反馈功能,接头可能发生虚焊现象。
2.3抽尘风速过小引起的虚焊
由图6可知,当抽尘风量为30~90 L/min时,接头平均熔深随着抽尘风量的增加而逐渐增加,接头熔深由0.83 mm增加至1.02 mm;而当抽尘风量降至0 L/min时,接头熔深迅速下降至0.48 mm。分析认为,当抽尘风量较小时,由于焊接过程产生的金属蒸汽和焊接烟尘挡住了激光束,使得激光功率下降,最终导致接头熔深下降,产生虚焊。因此,当抽尘机发生故障、抽尘管道被焊渣堵住时,接头有可能发生虚焊现象。
2.4保护气流量过大引起虚焊
由图7可知,接头的熔深随着N2保护气流量的增大先增加后减小,当保护气流量为20 L/min时,平均熔深达到最大0.83 mm,当保护气流量为30 L/min时,平均熔深降至最低0.37 mm。研究表明,当保护气流量相对较小,对应本实验中的10 ~20 L/min时,保护气抑制了金属蒸汽等离子云对激光束的屏蔽效果,增加了激光焊接的有效功率,从而使得焊接熔深较大,而当气体保护气流量过大,对应试验中的30 L/min时,一方面,焊接铜嘴中的气流由层流转变为紊流,将气体卷入熔池[8],而另一方面由于气体本身对激光光束具有屏蔽作用,使得有效激光功率下降,焊接熔深变浅[9-10],同时过大的保护气会带走部分热量,使得熔池能量减小。因此,保护气流量参数设置过大时,接头可能会发生虚焊现象。
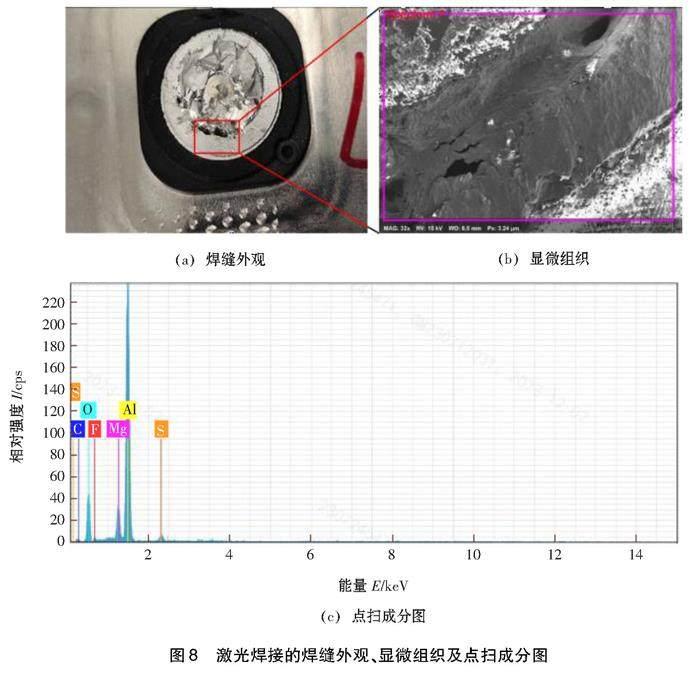
2.5连接片残胶引起虚焊穿孔
从图8可以看出,当极柱出现残胶时,焊缝出现了炸焊、穿孔的现象,通过EDS能谱分析,从表2可以看出,焊缝处的O含量为37.17%,C元素含量为10.86%。在激光焊接的过程中,当连接片上出现残胶时,由于熔池温度已经超过残余胶水的沸点,残余胶水迅速汽化,导致熔池发生飞溅,同时熔池中的金属元素和胶水中的C、H、O等元素发生反应,产生金属氧化物等杂质,最终影响焊接的外观质量和力学性能。
2.6激光振镜脏污引起的虚焊
研究表明激光振镜在焊接中摆动时,增加了光束与熔池的接触面积,加快了融熔金属的增加,增加了焊接小孔的稳定性[11]。而在激光焊接过程中,熔池中的液态铝合金可能飞溅至振镜上,造成振镜透光率下降,影响了焊接接头的质量。为了定量描述激光振镜的脏污程度,制订标准如下为,①整个镜片表面无焊渣为合格;,②直径<0.6 mm的脏污为1个单位;,③直径0.6~1 mm的脏污为4个單位;④直径1~2 mm的脏污为9个单位。由图9可知,接头的平均熔深随着振镜洁净度的下降而逐渐减小,当振镜脏污度由0增加至45个单位时,焊接接头的平均熔深由0.93 mm减小至0.42 mm。因此可以推测出,当振镜脏污至一定程度时,接头可能产生虚焊现象。分析认为,振镜处的脏污阻挡了激光光束,使得熔池处的激光功率密度降低,振镜的脏污面积越大,阻挡的光束就越多,熔池处的激光功率密度越小,最终导致接头熔深越小。
3结论
(1)在激光焊接的过程中,抽尘速度过小、激光功率衰减、离焦量失控、保护气流量过大、激光振镜脏污时,接头可能会产生虚焊现象。以上因素直接或间接影响了熔池处的激光有效功率密度,最终导致接头熔深过小。
(2)当连接片的残胶未清理干净时,在激光焊接的过程中,残胶会瞬间气化导致炸焊穿孔的现象,同时Al合金中的金属元素与残胶中的C、H、O元素发生化学反应,产生了氧化物和其他的金属化合物。
(3)在激光焊接的生产过程中,为避免虚焊的发生,应该对抽尘速度、激光功率衰减、离焦量变化、保护气流量过大、激光振镜脏污和基材表面残胶等因素进行严格管控。
参考文献
[1]高秀峰、叶云、卢芳,等.1060铝合金激光穿透焊接组织及性能[J].山西冶金.2023,46(3):4-7.
[2]周金旭、沈其明、李欢,等.铝合金薄板激光搭接接头组织及力学性能[J].有色金属加工.2023,52(3):18-20.
[3]雷小伟、万自永、孙现龙,等.气体保护焊气体的选用[J].材料开发与应用.2014,29(4):90-94.
[4]Zhang M, Zhang Z, Tang K, et al. Analysis of mechanisms of under fill in full penetration laser welding of thick stainless steel with a 10 kW fiber laser[J]. Optics & Laser Technology, 2018, 98: 97-105.
[5]孔华、杨武雄、邹江林,等.高速保护气流向对光纤激光深熔焊接羽辉的影响[J]焊接学报,2023,44(8):14-20.
[6]张振宇、陆郡、刘芳.激光功率对6061-T6铝合金激光填丝焊接接头组织及性能的影响。[J].有色金属材料与工程. 2023,44(3):1-8.
[7]张健、林仕君、苏绍兴,等.光纤激光焊接铝合金离焦量对焊缝成形的影响[J].激光与光电子学进展.2016,53(12):180-185.
[8]魏延宏,王建勋.保护气体流态分析及提高气体保护效果的措施[J].电焊机.2015(10)
[9]吴家洲、张华、李玉龙,等.激光焊中侧吹保护气质量分布的数值分析[J].焊接学报.2018,39(2):39-43.
[10]曾盼林、王晓南、章顺虎,等.保护气对微合金C-Mn钢激光焊接接头组织和性能的影响[J]中国激光,2017,44(4):59-66.
[11]吕贤良、智小冬、顾恩泽.电池模组铝合金壳体部件振镜焊接工艺[J].焊接.2018(12):33-36.
收稿日期: 2024-01-10
陆巍巍简介: 1984年出生,硕士,主要研究方向为动力电池先进制造技术。
