两种类型焊丝在桥梁角焊缝中的应用试验及工效分析
2024-05-26邓滔刘振宇
邓滔 刘振宇

两种类型焊丝在桥梁角焊缝中的应用试验及工效分析
邓 滔,刘振宇
(江门市南洋船舶工程有限公司,江门529145)
摘 要:桥梁制造大量采用实芯焊丝焊接,与船厂习惯采用药芯焊丝不同,针对公司承接的桥梁单元制作工程,本文使用CO2角焊小车,采用相同直径的实芯焊丝和药芯焊丝在不同的焊接参数、不同的焊接工件角度、不同的焊接工件坡口的工况下进行应用对比试验。通过焊接试验两种焊材的适用焊接参数、焊缝成型、焊接效率等数据,对比分析两种焊材焊接的应用差异和工效差异,并将结论应用于产品建造。
关键词:CO2角焊小车;实芯焊丝;药芯焊丝;工效试验
中图分类号:U663.5 文献标识码:A
Application Experiment and Work Efficiency Analysis of Two Types of Welding Wires in Bridge Fillet Welds
DENG Tao, LIU Zhenyu
( Jiangmen Nanyang Ship Engineering Co., Ltd., Jiangmen 529145 )
Abstract: A large number of solid core welding wires are used in bridge manufacturing, which is different from the flux core welding wires used usually in shipyards. For the bridge unit manufacturing project undertaken by the company, this paper uses CO2 automatic fillet welding carrier and uses the same diameter of solid core welding wires and flux core welding wires under different welding parameters, different welding workpiece angles and different welding workpiece bevelings to carry out application contrastive experiments. Based on the data of welding parameters, weld forming and welding efficiency of the two kinds of welding materials, the application and efficiency differences of the two kinds of welding materials were contrasted and analyzed, and the conclusions were applied to product construction.
Key words: CO2 automatic welding carrier for fillet weld; solid core welding wires; flux core welding wire; work efficiency difference
1 前言
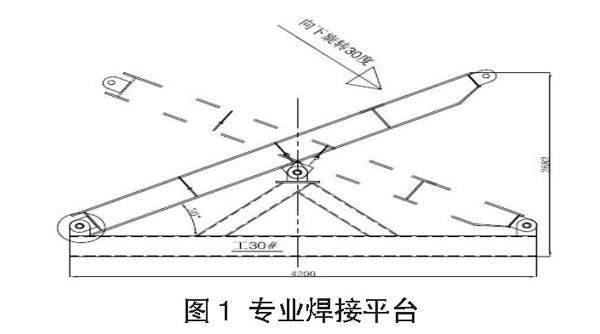
橋梁工程U肋单元和板肋单元通常采用专用装焊平台(如图1所示)进行焊接,通过调节专用的装焊平台的角度来改变工件的焊接位置达到提高焊接质量的目的。本文通过模拟专用装焊平台焊接工件倾斜角度30°和铺在地面水平角度两种焊接位置,进行两种类型焊丝不同焊接参数试验,对试验焊接参数适用范围、焊接成形和焊接效率等进行分析和探讨。
2 焊接试验方案
1)试验拟用的焊接参数为焊接电流280 A±20 A、电压30 V±2 V、CO2气体流量15~20 L/min、干伸长度15 mm±3 mm。
2)采用焊接工件平铺在地面水平位置和专用焊接平台与地面倾斜30°角度位置进行两种焊接位置试验。
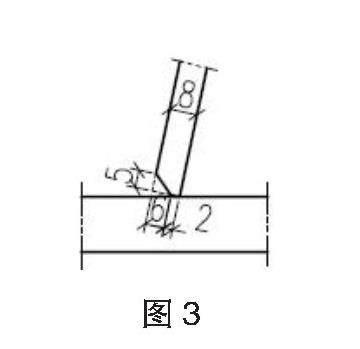
3)焊缝类型为单道填充角焊缝和单道深熔角焊缝,填充角焊缝零件不开坡口,焊角要求不小于7 mm,深熔角焊缝开单V45°留根2 mm坡口,焊角要求不小于5 mm。
4)试验的零件材质采用AH36,板厚8 mm,填充角焊缝零件装配角度为90°(如图2所示),深熔角焊缝零件装配角度约105°(如图3所示)。
5)试验焊丝为相同直径1.2 mm的YCJ501-1药芯焊丝和WH50-6实芯焊丝。
6)采用相同的焊备设备进行焊接试验,焊机型号为OTC-XD500S,焊接小车型号高创HIT。
7)测验两种类型焊材的单道填充角焊缝在工件处于地面水平位置和倾斜30°位置下适用的焊接参数、最大焊接参数、最大焊角尺寸和焊接速度等。
8)测验两种类型焊材的单道深熔角焊缝在工件处于倾斜30°位置下适用的焊接参数、最大焊接参数、最大焊角尺寸和焊接速度等。
3 试验准备与实施
1)检查确认焊机及其附属设备以及CO2供气系统都能正常工作。
2)定位焊质量与产品设计焊缝质量相同,定位焊长度≥50 mm,定位焊焊脚尺寸约3~4 mm。
3)焊接区域及两侧30 mm范围内应清除水分、铁锈、氧化皮、油污等。
4)为确保 CO2气体输出时的流畅、形成良好的气体保护作用,及时去除焊枪喷嘴里面的飞溅残渣以及根据环境的风速变化调整保护气体的流量。
5)焊接过程中焊枪应尽量保持平直不卷曲状态。
6)外界风速对CO2气体的保护效果造成危害,焊接施工时在风速超过2 m/s环境下应采取相应的防风保护措施。
7)焊接试验前按设计拟定焊接参数范围调节焊接电流和电压,依次试验焊接。
8)焊接时保持焊枪适当的角度,随时注意熔池铁水下淌情况,针对不同焊缝成形,及时修正焊枪角度和焊接小车行走速度。
9)发现有害焊接缺陷时应查明原因和采取必要控制措施。
4 试验参数与记录
单道填充角焊缝,工件处于水平位置和30°位置进行的试验所采用的焊接参数和结果如表1所示。单道深熔角焊缝,工件处于水平位置和30°位置进行的试验所采用的焊接参数和结果如表2所示。焊缝成形质量从低往高以不合格、一般和良好三个等级进行评价。
5 试验结果分析
5.1 焊接参数选用、焊缝成形、焊角尺寸与应用范围
1)药芯焊丝与实芯焊丝的成形比较
综合表1和表2数据,药芯焊丝除了一个试样因施焊焊角为9.5 mm而成形不佳外,其它试验条件下的另外4个试样的焊缝成形均能达到良好水平,良好水平率为80%,不合格率20%。出现一个样品不合格的原因是采用了9.5 mm的施焊焊角,超过了药芯焊丝的焊缝成形极限。实芯焊丝的焊缝成形质量有5个试样达到一般水平,一般水平率为71.4%,有2个试样成形不合格,不合格率28.6%,没有试样达到良好水平。综合而言,药芯焊丝的焊缝成形质量优于实芯焊丝。
2)药芯焊丝试验
经试验,电流250~280 A、电压31~32 V范围内均可稳定焊接,焊缝成形好,焊缝无气孔、咬边和裂纹,单道焊缝焊角尺寸7~8 mm(8 mm焊角工件需倾斜30°),焊接飞溅少。焊接参数实际焊接运用过程中可按260 A±20 A、电压30 V±2 V范围调节,焊接电流和电压参数可调节性范围大,可适用于焊接工件倾斜30°和地面水平两种位置的单道填充角焊缝的焊接,见试验编号2、3、9、11数据。
电流达到280 A及电压32 V时,焊接稳定,焊缝成型良好,焊缝无气孔、咬边和裂纹,工件倾斜30°时的单道填充角焊缝焊角尺寸达到8 mm,零件开设45°时的焊角尺寸可达到5 mm,焊接飞溅少,可适用于焊接工件倾斜30°时单道填充角焊缝和单道深熔角焊缝两种焊缝类型的焊接,见试验编号9、11数据。
3)实芯焊丝试验
经试验,在电流245~260 A及电压31~32 V参数范围内均可稳定焊接,焊接成形一般,零件无坡口焊角尺寸可达到7 mm,零件开设坡口45度留根2 mm的焊角尺寸可达到5 mm,焊缝形状呈外圆弧形或滚边形状,局部焊缝不均匀、有焊接飞溅。焊接实际运用过程中可按250 A±5 A,电压30 V±1 V调节焊接电流。电压参数可调节范围相对较小,要求与电流匹配度高,可适用于焊接工件倾斜30°和地面水平两种位置的单道填充角焊缝和单道深熔角焊缝两种焊缝类型的焊接,见试验编号7、8、10、12数据。
电流270~275 A及电压33~36 V的焊接不稳定,焊缝成形不均匀、不光顺、有气孔等,焊接过程中有大量飞溅产生。该焊接电压参数超出拟定280 A±20 A及电压30 V±2 V参数范围,且焊接过程不稳定,飞溅堵枪及停弧,不建议使用,见试验编号第4、5、6数据。
实芯焊丝较大参数试验电流260 A及电压32 V时,焊缝成形相对较好,可适用于焊接工件地面水平位置单道填充角焊缝的焊接,以及焊接工件倾斜30°的单道填充角焊缝和单道深熔角焊缝两种焊缝类型的焊接,见试验编号第7、10、12组数据。
5.2 焊接速度对比分析
1)焊角尺寸7 mm、单道填充角焊缝、焊接工件为地面水平位置、焊接试验参数在适用范围内的焊接速度比值。
(1)药芯焊丝焊接速度:实际焊角尺寸7 mm,焊接电流250 A,电压31 V,焊接速度为17.5 m/h,见表1中第3组数据。
(2)实芯焊丝焊接速度:实际焊角尺寸7 mm,焊接电流245 A,电压31 V,焊接速度为15.1 m/h,见表1中第8组数据。
综上对比:在焊接参数相近情况下,药芯焊丝的焊接速度要大于实芯焊丝2.4 m/h,药芯焊丝的焊接速度是实芯焊丝的1.16倍。
2)焊角尺寸5 mm、零件坡口角度45°留根2 mm、焊接工件倾斜角度30°,最大适用焊接试验参数的焊接速度比值。
(1)药芯焊丝:试验电流280 A,电压32 V,焊角尺寸5 mm,零件坡口角度45°留根2 mm、焊接工件倾斜角度30°,焊接速度为15.4 m/h,见表2中第11组数据。
(2)实芯焊丝:试验电流260 A,电压32 V,焊角尺寸5 mm,零件坡口角度45°留根2 mm,焊接工件倾斜角度30°,焊接速度为11.5 m/h,见表2中第12组数据。
综上对比:在两种焊丝的最佳适用参数条件下,药芯焊丝的焊接速度是实芯焊丝的1.34倍。
3)相同焊接参数、焊角尺寸7 mm、零件无坡口、焊接工件地面水平角度的焊接速度比值。
(1)藥芯焊丝:试验电流270 A,电压31 V,焊角尺寸7 mm,零件无坡口、焊接工件地面水平角度,焊接速度为20.3 m/h,见表1中第9组数据。
(2)实芯焊丝:试验电流270 A,电压33 V,焊角尺寸7 mm,零件无坡口,焊接工件地面水平角度,焊接速度为19.3 m/h,见表1中第8组数据。
综上对比:在相同焊接电流、焊角尺寸7 mm和地面水平位置的焊接工况下,药芯焊丝速度略大于实芯焊丝,药芯焊丝的焊接速度约是实芯焊丝的1.05倍。
6 试验结论及应用
1)焊丝选择。试验数据表明药芯焊丝从焊缝成表质量、焊接参数适用范围、飞溅和焊接效率等要优于实芯焊丝,实际焊接生产宜优先选择药芯焊丝。
2)参数适用性。药芯焊丝电流250~280 A、实芯焊丝电流245~260 A均可焊接;药芯焊接参数可调节范围大,实芯焊接参数特别是电压可匹配范围相对较窄,同时焊接适用范围内的焊接參数反应出实芯焊丝焊接效率低于药芯焊丝。若要实芯焊丝焊接速度与药芯焊丝保持相近,实芯焊丝焊接电流要保持与药芯焊接电流相近。
3)工件位置和焊缝类型适用性。两种焊丝都可适用于工件斜倾30°、地面水平两种位置焊接,以及零件无坡口和坡口角度45°两种类型焊缝的焊接;药芯焊丝工件斜倾30°的单道填充角焊缝最大焊角高度约8 mm,工件倾角度30°的零件开坡口45°留根2 mm情况下一次成型单道深熔角焊缝极限焊角高度约5 mm。实芯焊丝工件斜倾30°的单道填充角焊缝最大焊角高度约7 mm,工件倾角度30°的工况下零件坡口45°一次成型单道深熔角焊缝极限焊角高度约5 mm。
4)焊接效率。通过试验工件水平角度、零件无坡口和工件倾斜30°和零件开设45°坡口的焊接,适用范围内的焊接参数的单台焊机使用药芯焊丝的焊接效率是实芯焊丝的1.16~1.34倍。
5)应用。将药芯焊丝试验结果应用于某海湾大桥板单元填充角焊缝和坡口深熔角焊缝的焊接,其满足技术标准和质量要求,已施工验收。
7 结束语
通过两种类型焊丝焊接试验,对比分析焊接性能、焊接成形、焊接参数范围及效率,表明CO2自动角焊小车焊接使用药芯焊丝比实芯焊丝有较大优势。文中试验的焊接参数、试验范围、焊材应用可能因设备、环境、条件不同而存在差异,需根据具体情况选择性地参考。
作者简介:邓 滔(1982- )男,工程师。主要从事船舶工程工艺及精度研究工作。
刘振宇(1986- )男,工程师。主要从事船舶工程工艺及精度研究工作。
收稿日期:2022-11-18
