一种适用于DC/DC变换器大功率外壳的设计
2024-05-25潘建男于长存
潘建男,于长存
北京七星华创微电子有限责任公司,北京,100020
0 引言
该电路类型为混合集成电路,设计时对标进口65W~150W功率产品进行设计,此种外壳为扁平侧出针的结构,通常应用于大功率DC/DC变换器[1]产品中。原外壳结构设计中,产品内部引针出针长度均为1.5mm,功率引脚采用粗铜线手工焊接在内引出针端头、控制引脚采用金丝压焊的方式实现引线与基片的电气连接,不仅操作难度大,而且引针容易受到机械应力导致玻璃绝缘子受到损伤,影响到产品的气密性;外壳两端由于整体安装法兰的存在,外出针与整机板连接时需要一段比较长的铜线才能实现连接,长铜线主要是保证铜线与外壳底部的安装法兰存在一定的安全间距,避免焊接时造成引针与外壳短路的风险。由于DC/DC变换器传统功率外壳存在以上缺点,本文通过对外壳结构的重新设计、对内部组装工艺的更改,保证了内、外部的有效连接、组装更便捷、可靠性更高。
1 基本工作原理
电路输入端经过π型滤波电路,部分电流为控制芯片启动时供电(当电源模块处于稳态工作时,芯片工作所需电流由功率转换电路提供),主功率大电流经过模块电源的功率回路,控制芯片通过调整功率电路中开关管在固定周期里的导通时间,将直流输入变为可控的脉动电流,该电流流经变压器初级侧,通过改变变压器的初次级线圈匝数比,在变压器的输出侧得到合适的脉动方波电压,该电压经整流滤波后得到带有交流分量的直流电压。交流分量的频率与主开关管的开关频率相同。整流后的输出电压信号通过反馈电路将反馈信号提供给控制器,控制器通过监测该信号调整主开关管的导通时间,整个系统为负反馈系统,以此达到稳定输出电压的目的。
此DC/DC变换器电路主要采用正激拓扑结构,输入电压为16~40V(标称28V),可实现9V稳定输出电压,最大工作电流为6.6A,开关频率为400kHz~500kHz,且内置禁止功能和短路保护功能。禁止端高电平、悬空状态电路输出正常,禁止端电压小于0.8V电路无输出;短路保护功能是指产品在短时间内输出短路的情况下电路处于自我保护状态,当短路保护结束后,电路可恢复正常工作。
2 产品组成
本电路主要由输入滤波、功率转换、整流滤波、反馈稳压、电流采样、PWM控制电路等部分构成。内部各个部分功能如下。
①输入滤波电路[2]:输入滤波部分主要是为了抑制反串纹波对电源线的干扰,减小输入纹波电流,同时抑制电源线波动对负载的干扰,该电路采用π型滤波电路进行滤波。
②功率转换电路:为正激变换器,含有功率开关、正激变压器、电感、整流和续流二极管等,输入电压通过滤波电路后连接到变压器的一端,再经过变压器的原副边匝比关系将功率电路进行转换。
③整流滤波电路:由电容与电感组成电容滤波以降低输出电压的纹波。整流电路由肖特基二极管组成,利用二极管的单向导电特性将副边的交流电压整流成直流脉动电压,经过一个电容得到平滑的直流电压。
④反馈稳压电路:通过TL431和光耦实现输出电压隔离反馈。
⑤电流采样电路:采用电流互感器的采样方式。
⑥PWM(UC1843)控制电路:输出电压反馈信号经UC1843内部误差放大器的比较运算,由UC1843的1脚COM端输出,经两个二极管压降及电阻分压后的1/3电压,与3脚的电流采样信号进行比较,通过PWM比较器与RS锁存器、逻辑门等电路处理,产生开关管驱动脉冲,实现输出电压的闭环控制。
3 结构设计
该电路采用金属全密封[3]功率外壳封装,外壳封装尺寸:76.33mm×38.23mm×10.16mm;内腔体积约28cm3,管壳材料为10#钢材质,镀层为镀镍;盖板材料为4J42,镀层为镀镍;加工工艺采用厚膜混合集成工艺技术;内部充氮气保护,有效防止了产品由于受潮、氧化、盐雾、污染所造成的器件失效。外壳侧边保留法兰盘安装孔的位置,外引出针正下方的法兰盘做挖槽处理,内部引出针根据排版走线的需要设计成不同长度的出针,保证了所有内引出针都可以采用焊接支架与基板连接,具体外壳结构见图1所示。
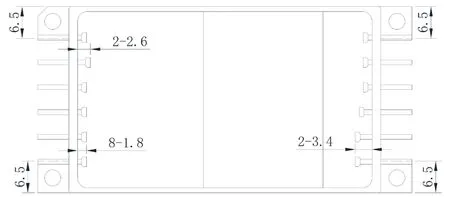
图1 外壳结构图
4 工艺组装设计
该电路基于厚膜混合集成工艺,内部包含脉宽调制器芯片、场效应管芯片、稳压器芯片、运算放大器芯片、二极管芯片、三极管芯片、光耦、锡铅端头多层瓷介电容器、锡铅端头片式厚膜固定电阻器、金端头片式厚膜固定电阻器、电流互感器、电感、变压器等器件。设计时采用2块氧化铝厚膜陶瓷基片,规格尺寸分别为:33.1mm×25mm×0.635mm、33mm×14mm×0.635mm;表面导体为金和钯银导体;包封釉使用在基材和导体表面的非焊接区域;介质使用在上下层导体间,用于两层导体间的隔离。
器件内部场效应管和肖特基二极管芯片为软钎焊,光耦为绝缘胶粘接,其余芯片为导电胶粘接;金端头片式厚膜固定电阻器采用绝缘胶粘接;锡铅端头多层瓷介电容器、锡铅端头片式厚膜固定电阻器、电流互感器为软钎焊,均安装在厚膜基片上;厚膜基片背面通过软钎焊烧焊在管壳上;变压器、电感贴壳粘接固定,变压器引出线端头采用手工焊接与铜支架连接,铜支架采用再流焊的焊接方式与基板连接,电感中的两根引出线采用手工焊接工艺通过铜支架与基片连接,另外两根引出线采用手工焊接工艺直接与基片连接;场效应管的S极和肖特基二极管芯片采用铝丝超声键合、场效应管的G极采用金丝球焊热超声键合,其余芯片采用25μm金丝球焊热超声键合。两块氧化铝厚膜基片通过跨接线(采用手工焊接工艺)进行连接。基板正面和背面均采用软钎焊料,主要成分为Sn62Pb36Ag2,引出线端头、跨接线手工焊接焊料成分为Sn63Pb37。
5 输出效率设计
(1)该产品输出功率大,在方案设计时选用正激拓扑,正激拓扑开关电源中,变压器不需要开气隙,其初级、次级漏感都比较小,相对损耗也会降低,从而提高了产品的转换效率[4]。
(2)变压器设计时,选用罐形磁芯P1408(PC50材质),截面积Ae=0.251cm2;取频率f=450kHz,最大磁通密度ΔB=1000GS。
(3)合理设计变压器的匝比关系,以兼顾系统稳定性、功率器件的应力等,使得每个绕组能均匀平铺整个窗口;采用三明治绕法,即原边包副边的绕制方法,可有效地降低变压器的漏感,达到提高产品效率的目的;版图设计上,功率回路走线需要印刷两遍,以减小产品工作时的导通电阻,提高产品的转换效率。
6 输出纹波设计
在现有体积下,参照其他类似产品的经验,最终选择一路独立的PWM控制电路,采用正激拓扑,其正激电感可等效作为输出端的差模电感,考虑到输出纹波电压要求高的问题,主路输出滤波方式采用LC滤波。版图设计时,各路的功率地与信号地分开铺设,且单点连接,避免交叉重叠带来干扰,同时信号地与功率地的连接点尽量避免在电流回路中,保证信号地不受干扰。优化PWM控制器外围电路的版图设计,振荡电阻RT、振荡电容CT、电流采样的低通滤波器、电压反馈环路补偿器就近放置在控制器附近,并远离功率回路的开关管、整流管、变压器等干扰源器件,以避免受到干扰。输出功率回路面积应尽量减小,以避免辐射干扰。
7 可靠性设计
①元器件的选择:根据产品的电性能及用户的要求,编写了各类元器件检验技术条件,规定了元器件的生产厂家,元器件的采购和进厂检验严格按照技术条件进行。所有元器件的供应商为公司合格供应商目录内的单位。
②可靠性[5]预计:根据电路的工作环境和GJB/Z 299C—2006《电子设备可靠性预计手册》,其应用环境为环境分类的运输机无人舱类别AUC,计算出产品的可靠度R=e-λp=0.99999277,满足用户技术协议的要求。
③模块的发热元器件主要是芯片和电感,在版图设计时,重点对芯片和电感进行了热设计的优化。基板上大功率走线采用钯银导体,且导体印制两遍,增大与器件焊盘相连接的导体面积,可有效降低器件热阻,以增强散热,同时在版图上均匀分布,使热源均匀分布,通过版图的优化设计有效提高了产品的可靠性。
8 测试性情况
为使系统和设备完好、任务成功,以及降低对人力和资源的要求,根据GJB 2547A—2012《装备测试性大纲》开展了测试性设计工作。因模块是一个并不复杂的系统,它的测试性[6]较为简单,借助于稳压电源、示波器、数字表、专用测试工装等设备夹具,可以完成测试,及时准确地确定其状态(可工作、不可工作、性能下降)。模块在装入整机后,通过输出电压的高低大小,判断模块的工作状态,并有效地识别故障位置,便于维修。
9 关键生产工艺攻关情况
①基板设计:本产品由于外形尺寸大,方案设计时选用两片尺寸不同的白基片做衬底,两块基片分别位于外壳的两边,这样可以防止因基片尺寸过大,在力学实验过程中受力出现裂纹,变压器、正激电感位于两片基片中间,该基片的设计不仅增加了一定的排版面积,也能使变压器、电感等功率器件可直接贴壳散热。
②工艺组装:本产品按功率电路设计,基片与外壳间采用再流焊的方式进行组装。该产品由两块大小不同的基片组成,左侧基片放置输入电路,右侧基片放置输出回路,两个基片中间放置电感与变压器。
控制部分电容器采用0402、0603尺寸的多层瓷介电容器(锡铅端头),组装工艺为再流焊工艺。为提高产品的装配合格率与可靠性,将再流焊器件中两个或多个元器件共用一个焊盘的问题,用包封釉进行隔离处理;电路中元器件焊盘与导体同宽的问题进行焊盘加大处理。该电路的输出功率大,变压器采用多股线绕制而成,若直接焊接到基片上,产品在经过温循、老炼等筛选时,会对焊盘造成不可逆的损伤,严重时会导致焊盘脱落,为防止此类问题的发生,增加了变压器支架设计,即变压器引出线端头采用手工焊接与铜支架连接,铜支架采用再流焊的焊接方式与基板连接;铜支架起到了应力释放的作用。
10 结论
本文设计的大功率DC/DC变换器性能指标达到目标要求,满足用户使用需求,并制定了产品详细规范,该产品关键工艺技术问题均已解决,产品配套原材料及辅助材料供货渠道稳定可靠。产品经公司质保中心所属的试验室进行鉴定考核,鉴定检验合格。用户试用试验合格,满足整机要求。本产品通过对扁平封装侧出针功率外壳的设计攻关,有效解决了侧出针内、外部电气连接时操作困难、机械应力大的问题,攻关后有效提升了产品的组装效率和可靠性。
